Электрическая дуга представляет собой устойчивый самостоятельный электрический разряд в газах. Она характеризуется большой плотностью, достигающей 100 А/мм2, и высокой температурой (от 5000 до 12 000°С).
Возбуждение дуги происходит при первоначальном касании электродов. В момент короткого замыкания в месте соприкосновения электродов выделяется большое количество тепловой энергии, которое приводит к расплавлению и испарению материалов электродов. При отводе электродов происходит дальнейшее испарение материалов, термическая ионизация паров и молекул газа. Положительные ионы устремляются к катоду, а электроны и отрицательные ионы — к аноду. В результате возникает электрическая дуга.
Потоки заряженных частиц, разгоняясь в электрическом поле, запасают кинетическую энергию и при соударении с электродами разогревают их.
Основное количество тепловой энергии (более 70%) выделяется в приэлектродных областях дуги, мощность которой определяется током нагрузки и эффективными значениями катодного и анодного падений напряжений. Анодное падение напряжения дуги на 20... 60% ниже, чем катодное.
По роду среды, в которой происходит дуговой разряд, различают: открытую дугу в воздухе; закрытую дугу под флюсом и дугу в среде защитных газов.
По роду тока различают дугу постоянного и переменного тока. Последняя бывает однофазной и трехфазной, а сварочная дуга постоянного тока — также прямой и обратной полярности. При прямой полярности — отрицательный полюс источника (катод) находится на электроде, а положительный (анод) на детали. При этом на аноде (детали) выделяется большое количество теплоты, необходимое для плавления детали.
По принципу действия дуга бывает прямого, косвенного и комбинированного нагрева.
Полная мощность дуги (Вт)
![]() (17.26)
(17.26)
где Уд — напряжение на дуге, В; И — сила тока, А.
Эффективная мощность дуги (Вт)
![]() (17.27)
(17.27)
эффективный к. п. д. электродугового нагрева.
Применительно к процессам сварки открытой дугой плавящими электродами изменяется в пределах 0,75...0,85, при сварке под флюсом — 0,80... 0$5, при сварке угольными электродами — 0,50... 0,75.
Зависимость падения напряжения на дуге от силы тока в равновесном режиме называется статической вольт-амперной характеристикой дуги.
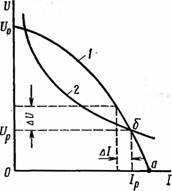
Рис. 17.3. Совмещенные внешняя характеристика источника питания (1) и вольт-амперная характеристика дуги (2).
Форма вольт-амперной характеристики дуги имеет большое значение при выборе источников питания, обеспечивающих устойчивое горение дуги.
Источники питания электрической дуги (трансформаторы, преобразователи) должны обеспечивать стабильность электродугового нагрева, небольшую кратность тока короткого замыкания и безопасность обслуживания установок.
Эти требования обеспечиваются надлежащим выбором параметров источников питания: напряжения холостого хода, внешней характеристики и способа регулирования тока нагрузки.
Напряжение холостого хода принимают из условия надежного зажигания дуги. Напряжение зажигания дуги переменного тока составляет 50...55 В, а постоянного тока — 30...40 В. Поэтому верхний предел значений напряжения холостого хода ограничивают условиями безопасности в пределах 60... 75 В, а для сварочных трансформаторов на 2000 А оно не должно превышать 90 В.
Внешняя характеристика источника питания — это зависимость напряжения на его выходных зажимах от силы тока нагрузки.
Дуга и источник питания образуют электрическую систему, которая будет находиться в устойчивом состоянии, если случайные изменения силы тока будут с течением времени уменьшаться.
В статическом режиме условие устойчивости выполняется, если при падающей вольт-амперной характеристике дуги внешняя характеристика источника питания будет более падающей. На рисунке 17.3 показаны совмещенные падающие характеристики источника питания 1 и дуги 2. В момент касания электродов по цепи протекает ток короткого замыкания, соответствующий точке а. При отводе электродов возникает дуга, напряжение возрастает по кривой 1 до точки 6, соответствующей устойчивому горению дуги. Изменение напряжения вследствие изменения длины дуги приводит к незначительному изменению силы тока.
Падающая внешняя характеристика в большинстве случаев обеспечивает устойчивый режим электродугового нагрева. Источники с жесткой и возрастающей характеристиками используются для сварки под флюсом и в среде защитных газов (аргон, углекислый газ).
Регулирование тока нагрузки необходимо при электросварке деталей различной толщины Для этого источники питания снабжают устройствами ступенчатого или плавного регулирования сварочного тока, обеспечивающими работу источников питания на различных внешних характеристиках.
Электрооборудование и автоматизация сельскохозяйственных агрегатов - Электродуговые нагреватели
- Подробности
- Категория: Разное-архив
Содержание материала
Страница 40 из 59
- Вы здесь:
- Главная

- Архив
- Разное архив
- Система обслуживания и ремонта оборудования энергохозяйств промпредприятий