Формирование накипи в производственных аппаратах происходит, как правило, в условиях интенсивного гидродинамического воздействия потока. Если прочность твердой накипи Θ превысит касательное напряжение сдвига на стенке τст, то скорость роста накипи будет определяться скоростью кристаллизации и произойдет неограниченный рост отложений. При Θ < τст преобладает размыв отложений, т. е. гидродинамическое воздействие потока будет определяющим. При Θ = τст установится динамическое равновесие между осаждением вещества на стенке и размывающим действием потока. Скорость движения потока, соответствующая τст> Θ, является условием достижения безнакипного режима эксплуатации подогревателей.
Влияние скорости потока на количество отлагающейся накипи не является однозначным. При образовании твердой накипи, если лимитирующей является диффузионная стадия, увеличение скорости потока повышает доставку вещества из раствора к стенке и рост кристаллов увеличивается. По мнению Г. Я. Лукина [26] пониженная скорость воды в трубках снижает накипеобразование в опреснителях воды и увеличивает продолжительность работы между чистками.
Если скорость кристаллизации лимитируется кристаллохимической стадией (фазовый переход), то накипеобразование мало зависит от скорости потока. При больших скоростях вступает в силу еще один фактор — фактор размыва. В данном случае гидравлический размыв осажденного материала может превысить скорость осаждения, и толщина отложений осадка будет уменьшаться. Согласно исследованиям Д. Томаса [65] определены условия для предотвращения размыва отложений, состоящих из частиц размером 100 мкм. Условия гидроразмыва отложений приведены в табл. 4.
4. Условия гидроразмыва отложений
Режимные факторы | Скорость трения. м/с | Напряжение сдвига у стенки, Па |
Предотвращение отложений суспендированной твердой фазы | 0,1 | 10 |
Удаление отложений твердой фазы с поверхности | 0,195 | 40 |
Удаление защитной окисной пленки | 1,28 | 1700 |
Структура и состав накипи зависят от изменяющейся разности температур на нагреваемой стенке, а также от скорости потока. Низкие скорости потока и большой температурный напор способствуют образованию более пористой и менее прочной накипи.
5. Химический состав накипи, %
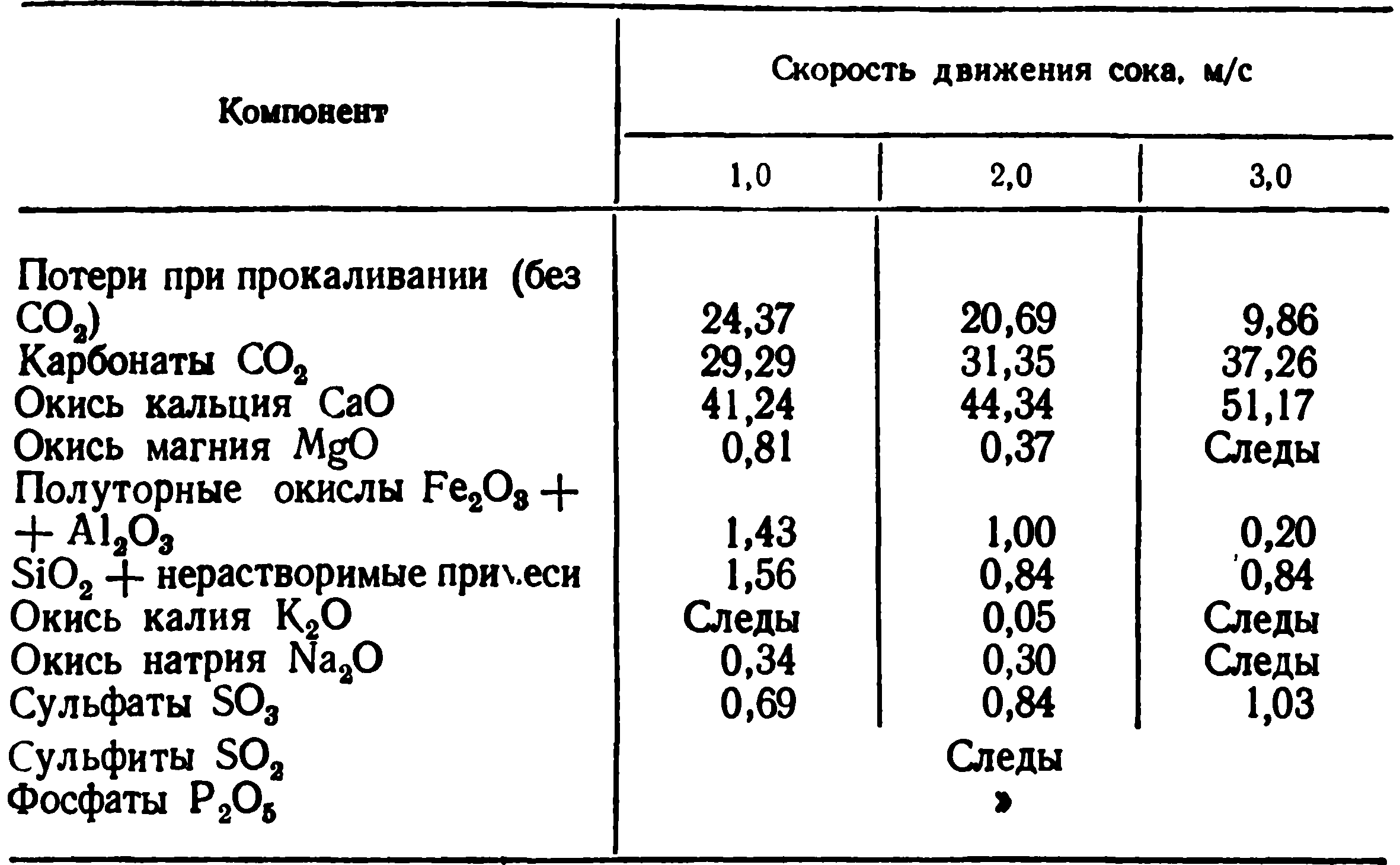
Химический состав накипи в подогревателях сатурационного сока сахарного завода зависит от скорости движения сока (табл. 5). С увеличением скорости потока увеличивается содержание солей кальция, сульфатов, снижаются потери при прокаливании, уменьшается содержание магниевых солей, полуторных окислов. Изменению химического состава накипи соответствует изменение физических свойств: отложения становятся более плотными, возрастает сцепление с поверхностью нагрева.
В зависимости от гидродинамических условий средняя твердость накипи сильно колеблется и повышается с ростом скорости потока следующим образом:
Наименование ................................ Твердость (Н. МПа)
Накипь из подогревателя сока I сатурации:
w = 1,3 м/с .............. .....108
Накипь из подогревателя сока перед II сатурацией: w= 1,0 м/с ...................470
1,3 м/с ..............................................................480
w = 2,0 м/с .......................................................794
w = 3,0 м/с .......................................................882
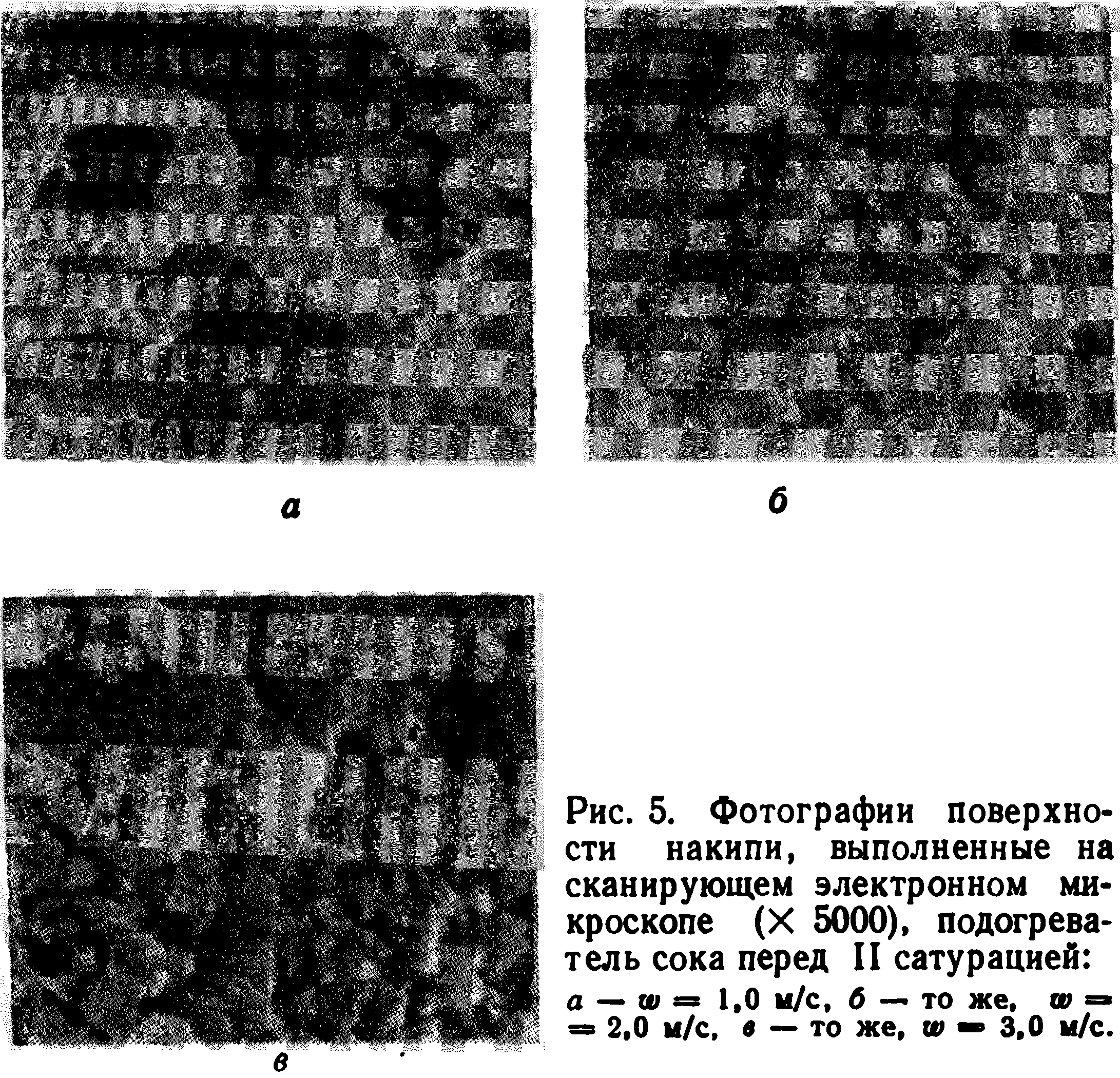
Фотографии поверхности накипи (рис. 5), выполненные на сканирующем электронном микроскопе, показывают, что с увеличением скорости потока формообразование кристаллов кальцита изменяется, и наблюдаются цветочная, лепестковая и плотно упакованная пластинчатая модификации, уменьшается средний размер частиц и пористость отложений. Структура накипи становится более компактной и равномерной, что влечет за собой изменение физических свойств.
В отличие от сока перед II сатурацией сок I сатурации содержит твердую фазу кристаллического СаСО, в количестве около 3,5 % к массе раствора. Наличие твердых частиц значительно снижает скорость накипеобразования. При w= 3,0 м/с поверхность нагрева совершенно не имеет следов накипи, отсюда становится понятной целесообразность применения способа очистки подогревателей нефильтрованным соком I сатурации.
Влияние тепловых и гидродинамических условий на отложение накипи более детально разработано для процессов выпаривания жидкостей и меньше — для условий подогрева до температуры кипения. Поскольку природа обоих процессов различна, существенно отличаются и условия образования солеотложений.
Приближение температуры стенки к температуре кипения приводит к резкому увеличению солеотложений [25]. Эго объясняется тем, что после того, как на поверхности появляется слой накипи, вода в порах прогревается до температуры кипения, парообразование же способствует более интенсивному росту солеотложений. Величина теплонапряжения q оказывает большое влияние на рост накипеобразования. При почти одинаковых значениях tст интенсивность солеотложений при q=91 · 103 Вт/м2 в 8 раз больше, чем при q= 17-103 Вт/м2.
Э. Ш. Абрамов и Л. П. Седаков [1], исследовавшие скорость роста термического сопротивления накипи при высокотемпературном подогреве морской воды, также установили, что наибольшее влияние на кинетику накипеобразования оказывает температура стенки.
Установлено также [16], что температура кипения в испарителях и скорость распада бикарбонатов связаны между собой и это оказывает существенное влияние на спорость накипеобразования. Нарушение карбонатного равновесия определяется в первую очередь распадом иона НСО3-;
![]()
что обусловливает фазовый состав накипи в вакуумных испарителях: карбонатная — арагонит, магнезиальная — брусит. При снижении температуры кипения распад бикарбонатов замедляется, что уменьшает пересыщение растворов и накипеобразование, фазовый состав накипи изменяется, а прочность отложений значительно снижается. При t>100—120 °С образуется сульфатная накипь, удаление которой в отличие от карбонатной или магнезиальной весьма затруднительно.
Увеличение скорости движения раствора существенно уменьшает, а иногда полностью устраняет образование отложений [30]. Это объясняется не только тем, что интенсивное перемешивание выравнивает температурное поле у стенок и в объеме раствора, а и тем, что стимулирует возникновение новых зародышей в области наиболее интенсивного движения, т. е. в основной массе раствора.
Аналитическое выражение для связи скорости образования накипи и тепловых условий дано Ю. М. Кострикиным и Η. Н. Манькиной в работе [20]. В процессе выпаривания или кипения при прочих равных условиях с увеличением теплонапряжения растет и скорость образования накипи:
![]()
где К — коэффициент пропорциональности; S — концентрация накипеобразователя, мг/кг.
Установлена также зависимость роста накипеобразования с увеличением тепловой нагрузки при выпаривании морской воды [37, 38]
![]()
где Io — интенсивность накипеобразования на необогреваемой поверхности, кг/(м2·ч); К — коэффициент, зависящий от давления.
Согласно данным Н. Ю. Тобилевича [51], количество отложений зависит от количества выпаренной воды
![]()
где S1, S2 — количество входящего и выходящего сока, кг/с; Κ1, К2 — концентрация соли во входящем и выходящем соке, кг/кг.
Образование накипи на поверхности теплообмена не только создает дополнительное сопротивление теплопередаче, но и дополнительное гидравлическое сопротивление потоку вследствие уменьшения проходного сечения и увеличения шероховатости. И если первый фактор в тепловых расчетах учитывается, то в силу сложившейся практики проектирования слой накипи δн не принимается во внимание при расчете скоростей потоков, коэффициентов теплоотдачи и гидравлических сопротивлений. Одна из основных трудностей заключается в том, что величина δн не является постоянной и меняется в течение периода эксплуатации теплообменного аппарата. Возникает противоречие, состоящее в том, что δн учитывается при расчете коэффициента теплопередачи К, а при расчете ΔΡ толщиной накипи, как правило, пренебрегают. Особенно грубые ошибки допускаются, если не учитывается бн при оптимизирующих расчетах.
Расчет потерь напора на местных сопротивлениях канала, Па, выполняется по известной формуле
![]()
где ∑ξм.с — сумма коэффициентов местных сопротивлений.
При постоянном расходе среды Gc = const и при наличии накипи толщиной δн скорость потока, м/с, изменится соответственным образом![]()
Например, для применяющихся в сахарном производстве теплообменных труб диаметром 30 мм при начальной скорости (чистая поверхность) w = 1,5 м/с в случае появления накипи толщиной 1,5 мм при G = const до возрастет до 1,85 м/с, соответственно возрастет ΔΡ ~ ω2 и увеличатся потери напора, Па, на преодоление сил трения.
Выбор оптимальной скорости среды в теплообменниках обусловлен рядом факторов. С одной стороны, с увеличением w растет эффективность работы аппарата, с другой,— возрастают гидравлические сопротивления и энергозатраты на перемещение жидкости и появляется возможность эрозии. Возникает оптимизационная задача, решение которой позволяет определить наиболее выгодные режимы эксплуатации теплообменников.