§ 8. 1. Обмоточные провода и конструкция катушек
Катушка является одним из основных элементов электромагнитного механизма. Ее надежная работа обеспечивает правильную и надежную работу всего механизма. Требования, предъявляемые к катушке при условии, что она создает необходимую м. д. с., следующие:
- минимальные габариты и технологичность в изготовлении;
- достаточная механическая прочность;
- превышение температуры не больше допустимого, в любых режимах;
- влагостойкость, а при некоторых особых режимах — кислото- и маслостойкость;
- определенный запас диэлектрической прочности изоляции по сравнению с номинальным напряжением.
В качестве материала обмотки катушки применяются различные обмоточные провода, по большей части изолированные. Материал токоведующей жилы — медь. Алюминий при малых сечениях применяется ограниченно вследствие пониженной механической прочности, сравнительно высокого удельного сопротивления и очень сложной технологии пайки. Чаще всего применяется круглая проволока диаметром от 0,1 до 3 мм, а при необходимости иметь значительные сечения — квадратная и прямоугольная. Применение проволоки диаметром менее 0,1 мм не рекомендуется, так как из-за малого сечения она имеет низкую прочность и легко рвется при намотке.
В случае необходимости выполнения обмотки с очень большим сечением применяется неизолированная медная или алюминиевая лента. Изолирование одного витка от другого производится специальной изоляцией.
В зависимости от выполнения изоляции обмоточные провода можно разделить на следующие три группы:
- Обмоточные провода с эмалевой изоляцией. Эмалевая изоляция имеет небольшую толщину, обладает высокой теплопроводностью, теплостойкостью и влагостойкостью. Диэлектрическая прочность эмалевой изоляции высокая. Ее недостатком является возможность сравнительно легкого повреждения при намотке, а также наличие мелких, невидимых глазом, пороков, образующихся в процессе эмалировки провода.
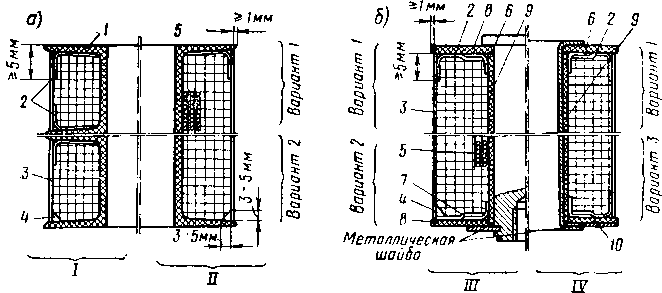
Рис. 8.1. Конструкция и изоляция каркасных катушек:
а — прессованный каркас; I — двухсекционная катушка; II — односекционная катушка; б — сборный металлический каркас; III — на сердечнике; IV — на трубке
Наиболее распространенными марками эмалированных проводов в настоящее время являются: ПЭВ — провод эмалированный высокопрочный; выполняется с одиночным ПЭВ-1, двойным ПЭВ-2 и тройным ПЭВ-3 лаковым покрытием по ГОСТ 7262 — 54; средняя радиальная толщина изоляции ПЭВ-1 — 0,02 мм, ПЭВ-2 — 0,03 мм, ПЭВ-3 — 0,05 мм, ПЭТВ — провод эмалированный высокопрочный теплостойкий; отличается от марки ПЭВ повышенной теплостойкостью.

Рис. 8.2. Сборные изоляционные каркасы:
а — клееный; б — разборный, для прямоугольных катушек (материал — листовой гетинакс или текстолит)
Провод марки ПЭЛ — провод эмалированный лакостойкий — в настоящее время применяется ограниченно вследствие малой механической прочности эмалевой пленки.
2. Обмоточные провода с изоляцией из пряжи. Радиальная толщина такой изоляции значительна, изоляция гигроскопичная и требует пропитки; теплопроводность и диэлектрические свойства ниже, чем у эмалевой изоляции. Основным достоинством такой изоляции является ее значительная механическая прочность; любой дефект изоляции хорошо виден. С такой изоляцией применяются обычно провода прямоугольного сечения значительных размеров; наиболее распространенные марки: ПБО — провод с бумажной однослойной изоляцией; ПБД — провод с бумажной двухслойной изоляцией. С целью повышения диэлектрических свойств применяется шелковая изоляция: ПШО — однослойная и ПШД — двухслойная. Как хлопчатобумажная, так и шелковая изоляция обладает низкой тепературостойкостью, поэтому в настоящее время они вытесняются материалами с большой температурной стойкостью, например: ПСД — провод, изолированный двумя слоями бесщелочного стекловолокна с подклейкой нагревоcтойким лаком; ПСДК — то же, что и провод ПСД, но с подклейкой кремний-органическим лаком; ПДА — провод, изолированный двумя слоями асбестовой пряжи.
- Обмоточные провода с комбинированной изоляцией: круглые и прямоугольные средних и больших сечений. Такие провода, имеющие как эмалевую изоляцию, так один или два слоя изоляции из пряжи, объединяют достоинства обеих видов изоляции. Единственным недостатком комбинированной изоляции является ее значительная радиальная толщина.
Наиболее распространенные марки проводов с комбинированной изоляцией: ПЭЛБО — слой эмали и слой хлопчатобумажной изоляции; ПЭЛШО — слой эмали и слой шелковой изоляции; ПСДКТ — два слоя из стекловолокна с пропиткой кремний-органическим лаком.
По конструктивному исполнению катушки могут быть каркасные и бескаркасные. Каркасные катушки выполняются на прессованных каркасах (рис. 8.1, а), сборных металлических (рис. 8.1, б) и сборных изоляционных (рис. 8.2). Прессованные каркасы наиболее просты и технологичны, обладают хорошими изоляционными свойствами, но их изготовление возможно лишь при массовом производстве, так как необходимо изготовление пресс-формы. Сборные изоляционные каркасы могут изготовляться клееными и вследствие большой трудоемкости применяются редко. Сборные металлические каркасы выполняются в виде латунной или стальной трубки с насаженными на краях металлическими шайбами, которые закрепляются либо развальцовкой конца трубки, либо припайкой. Нередко роль металлической трубки выполняет сердечник магнитопровода.
Крепление каркасных катушек на сердечнике осуществляется обычно за счет тарельчатых пружинных шайб, а поворот предотвращается либо специальными выступами в каркасе, либо прямоугольной частью шайбы, упирающейся в магнитопровод (рис. 8.3). Конструкция, выполнение изоляции каркасных катушек (500 в) и рекомендуемые материалы для изоляции показаны на рис. 8.1 и приведены в табл. 8.1. Основными преимуществами каркасных катушек являются их большая механическая прочность и точные геометрические размеры, но наличие каркаса уменьшает теплопередачу от обмоточного провода на поверхности катушки.
Каркасные катушки могут выполняться односекционными или двухсекционными (см. рис. 8.1).
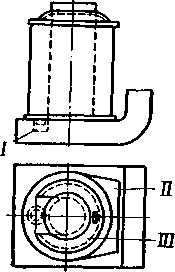
Рис. 8.3. Крепление катушки:
I — выступ каркаса, предотвращающий поворот катушки;II — прямоугольная часть шайбы каркаса; III — тарельчатая пружинная шайба

Рис. 8.4. Конструкция и изоляция бескаркасных катушек: а — из изолированного обмоточного провода; б — из голой медной или алюминиевой шины
При односекционной катушке упрощается ее изготовление, но вывод от внутреннего слоя необходимо изолировать на полное напряжение, так как между ним и верхним слоем — полное напряжение катушки. Кроме того, при обрыве вывода катушка не ремонтопригодна. Этих недостатков не имеет двухсекционная катушка, где оба вывода располагаются на поверхности обмотки, но изготовление каркаса и процесс намотки сложнее; при намотке каждая секция мотается отдельно и внутренние концы проводов спаиваются.
Бескаркасные катушки значительно проще в производстве, так как не требуют каркаса, имеют лучшую теплопередачу и, что особенно важно, значительно лучшее выполнение изоляции, так как в такой катушке нет угловой изоляции, являющейся наиболее слабым местом. Однако допуски на размеры бескаркасной катушки значительно больше, чем для каркасной, и необходимо вводить элементы механической защиты обмотки катушки, особенно с ее торцов. Конструкция, выполнение изоляции бескаркасных катушек (и=500 в) и рекомендуемые материалы для изоляции показаны на рис. 8.4 и приведены в табл. 8.1.
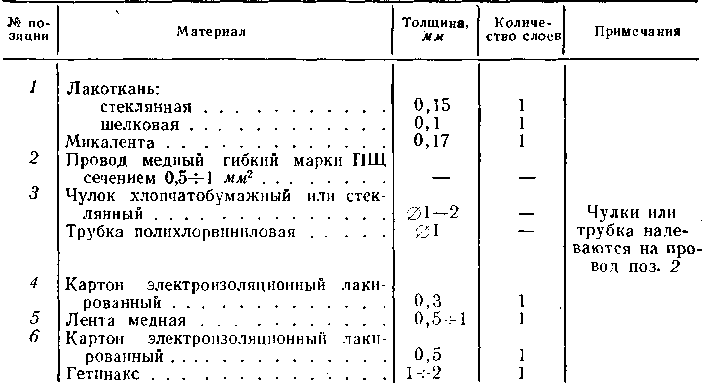
Таблица 8.1
См. № позиций на рис. 8.1 и 8.4

Продолжение табл. 8.1
Примечания: 1. Указанные в таблице материалы — рекомендуемые, а не обязательные; более высококачественные материалы применяются для катушек повышенной надежности или работающих в тяжелых условиях. 2. При напряжении свыше 500 в наружная, угловая и корпусная изоляции усиливаются либо за счет увеличения толщины (поз. 9, 10), либо за счет увеличения числа слоев.
- Лента при изолировке должна наматываться с перекрытием не менее половины своей ширины. 4. Варианты с угловой изоляцией 4 требуют достаточного изоляционного расстояния между обмоткой и корпусом аппарата, применяются на низких напряжениях. При двухсекционной катушке на сборном каркасе разделительная шайба выполняется из гетинакса; угловая изоляция такая же, как у крайних шайб. 5. В катушке исполнения б (рис. 8.4) выравнивающая изоляция 11 ставится только при наличии неровностей, создаваемых выводом.
Катушки из неизолированной медной или алюминиевой ленты (рис. 8.4, б) выполняются только бескаркасными с усиленной по диэлектрической прочности межвитковой изоляцией.

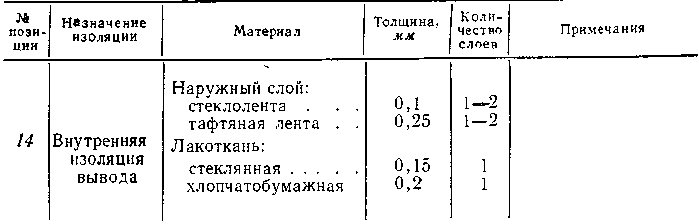
Рис. 8.5. Конструкция и изоляция выводов катушки:
а — выводы при малых сечениях обмоточного провода; б — конструкция клеммы жесткого вывода; в — выводы при больших сечениях обмоточного провода
Выводы обмотки катушки могут выполняться мягкими — из гибкого провода и жесткими — в виде металлических клемм, закрепленных на боковой поверхности катушки наружной изоляцией. Конструкция выводов и их материалы показаны на рис. 8.5 и приведены в табл. 8.2.
Внутренний вывод от обмоточного провода выполняется гибким медным проводом сечением 0,5-1 мм2 ; наружный вывод обычно выполняется обмоточным проводом, сложенным в 3 — 4 раза и припаиваемым непосредственно к клемме вывода или к гибкому выводному проводу. При значительных сечениях обмоточного провода выводы, как правило, выполняются гибким проводом (рис. 8.5, в).
Изоляция внутренних паек обмоточного провода катушки — обычно один слой лакоткани.
Таблица 8.2
См. № позиций на рис. 8.5
Примечания: 1. Указанные в таблице материалы являются рекомендуемыми, а не обязательными. 2. Выводы катушек с напряжением свыше 500 в предпочтительнее делать мягкими; изоляция усиливается за счет увеличения числа слоев.
3. Лента при изолировке должна наматываться с перекрытием не менее половины своей ширины.