Г л а в a II
Усталостная прочность сталей и сварных соединений, применяемых в гидротурбинах
Усталостная прочность деталей машин в связи с масштабным фактором и остаточными напряжениями в сварных соединениях
Рабочие колеса гидротурбин выполняют в виде литых и сварнолитых конструкций диаметром в несколько метров, с толщиной стенок до 300—500 мм и весом более 100 т.
Например, верхний обод рабочего колеса Красноярской ГЭС имеет максимальную толщину 475 мм; к нему приваривают лопасти, толщина которых меняется от 30 до 200 мм при длине около 4 м (рис. 7). Поэтому важно установить, как влияет увеличение размеров на характеристики усталости металлов.
Анализ экспериментальных данных показывает, что при циклических нагрузках с увеличением размеров образцов существенно снижается прочность [55, 56, 70, 73, 89, 91, 93, 96— 98, 104].
Известно, что в сварных конструкциях после сварки возникают остаточные напряжения, вызываемые неравномерностью распределения температуры при сварке и жесткостью свариваемых элементов, препятствующей свободному развитию тепловых деформаций [71, 73, 74, 76, 79, 85, 94].
Для того чтобы исследовать влияние остаточных напряжений на прочность сварного соединения при различных видах нагружения, необходимо знать распределение этих напряжений в соединении. Наибольшее распространение получили методы А. В. Калакуцкого, Г. Закса и Η. Н. Давиденкова, которые позволяют установить не только величину остаточных напряжений, но и характер их распределения по сечению детали.
Однако использование этих методов сопряжено с разрушением детали, а кроме того, они применимы к телам простой формы, таким как трубы, цилиндры, диски, пластины [39, 40, 62, 63]. Поэтому распространение получили также методы локальных определений остаточных напряжений: механическая обработка столбиков, просверливание отверстий и т. п. [14, 20, 38].
Экспериментальная проверка определения остаточных напряжений этими методами, а также методом Закса дала удовлетворительную сходимость результатов [63.].
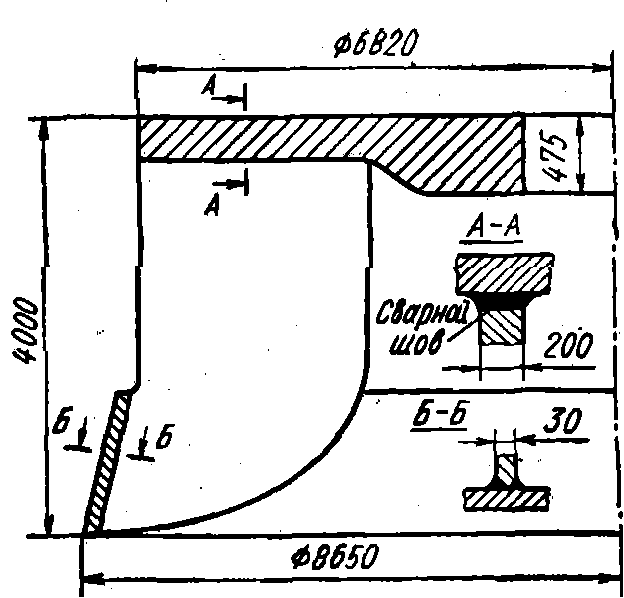
Рис. 7. Рабочее колесо турбины Красноярской ГЭС
Влияние остаточных напряжений на усталостную прочность зависит от степени хрупкости материала, от характера действующих переменных напряжений, а также от величины и знака трех составляющих напряжений [59].
При наличии концентратора влияние остаточных напряжений усиливается.
Наличие концентраторов усиливает влияние остаточных напряжений, а их действие аналогично действию сосредоточенной нагрузки, поэтому влияние остаточных сварочных напряжений на усталостную прочность сварных соединений подчиняется тем же законам, что и внешняя нагрузка.
Наплавка, сварка, поверхностный наклеп также влияют на усталостную прочность образцов [41].
Так, накладки, приваренные поперечными швами, снижают предел выносливости на 25%, а накладки, приваренные продельными швами,— более чем на 60% [45,55].
Основная доля уменьшения усталостной прочности приходится на неблагоприятные остаточные напряжения.
Так, И. В. Кудрявцев и Η. М. Саввина [58] при исследовании усталостной прочности пластин толщиной 50 мм из стали 22К, сваренных электрошлаковой сваркой, установили, что после нормализации, которая сняла остаточные сварочные напряжения, предел выносливости заметно повысился [60, 66, 97].
Наведение в поверхностных слоях остаточных напряжений сжатия методом поверхностного пластического деформирования (наклепа) значительно повышает усталостную прочность сварных соединений [54, 59].
Упрочняющий наклеп в сварных образцах с усилением шва повышает их усталостную прочность в 2 раза и доводит до уровня усталостной прочности основного металла [58].
Сопоставление различных методов повышения усталостной прочности сварных соединений за счет снятия растягивающих и создания сжимающих остаточных напряжений показывает, что сварные соединения с растягивающими остаточными напряжениями имеют низкие пределы усталости. Снятие остаточных напряжений растяжения отпуском или создание в местах концентрации (усиление шва) сжимающих остаточных напряжений точечным нагревом, местным пластическим обжатием и т. п. повышает предел выносливости на 40—110% [47].
Так, О. Пухнер, создавая в концентраторе точечным нагревом остаточные напряжения сжатия, повысил предел выносливости сварного соединения в 2 раза [80], а Т. Р. Гэрни [107, 108] пластическим обжатием получил значительное повышение усталостной прочности сварных соединений.
Исследования показывают, что остаточные напряжения существенно изменяют усталостную прочность сварных соединений, увеличивая ее при сжимающих и уменьшая при растягивающих напряжениях.
Однако все исследования выполнялись для сварных соединений из сталей, используемых в общем машиностроении; для сварных соединений из сталей, применяемых в гидротурбостроении, влияние остаточных напряжений на изменение усталостной прочности изучено еще недостаточно.