На некоторых агрегатах Братской ГЭС возникали усталостные трещины в месте сопряжения лопастей с нижним ободом. Единичные трещины наблюдались в околошовной зоне у верхнего обода. Рабочие колеса изготовлялись из углеродистой стали 20ГСЛ с облицовкой из сталей 1X13 и 1Х18Н10Т. Трещины возникали в начальный период эксплуатации при работе на напорах, значительно меньших расчетного. Трещины образовывались после 10—15 тыс. часов работы агрегата. В течение этого срока агрегат подвергался воздействию более 107 циклов переменной нагрузки, если считать, что нагрузка имела оборотную частоту.
Усталостные трещины неоднократно появлялись на лопастях рабочих колес, установленных на Польеозерской ГЭС, а также на лопастях радиально-осевых гидротурбин мощностью 40 тыс. л. с., установленных на Паркер ГЭС (США). Исследования оборудования 14 гидроэлектростанций в США выявили, что на многих агрегатах имеются усталостные трещины (рис. 6).
В эксплуатации можно предложить следующий метод борьбы с возникновением трещин.
Усталостные трещины на лопастях прежде всего следует локализовать засверливанием по концам. Края трещины необходимо разделать пневмозубилом. Неглубокие трещины нужно выбирать пневмомашинкой.
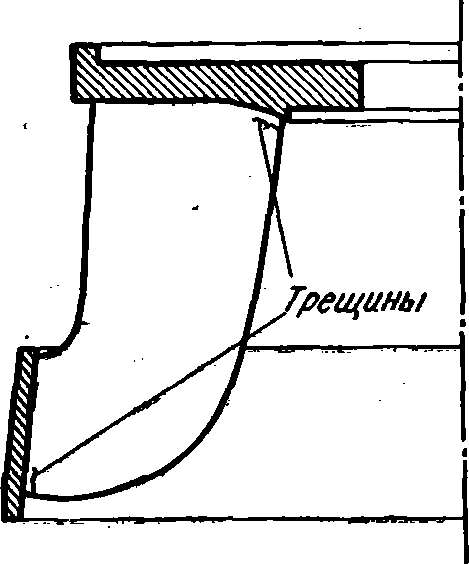
Рис. 6. Типичные места возникновения усталостных трещин
Если рабочее колесо изготовлено из стали 20ГСЛ, трещины заваривают электродами типа Э-42А.
Трещины, возникающие иногда в рабочих колесах, выполненных из стали 0Х12НДЛ, заваривают аустенитными электродами Э-395, которые характеризуются большим содержанием никеля.
Глубокие высверленные трещины (> 40 мм) заваривают по так называемому методу «постепенного уменьшения разделки», т. е. металл наплавляют не только на дно трещины, но и на ее края.
Сквозные трещины заваривают с обязательным удалением корня шва.
Лопасти, изготовленные из стали 20ГСЛ, наплавляют электродами Э-42А, а лопасти из нержавеющей стали — электродами Э-395. Затем наплавленные места, швы и околошовную зону зачищают, шлифуют и травят. После этого наплавка и галтельный переход (если трещины находились около ободьев) подвергаются поверхностному упрочнению по методике, разработанной в ЦНИИТМАШе [36].
Следует отметить, что, как правило, трещины, заваренные по такой технологии, при дальнейшей эксплуатации вновь не появляются.