Для увеличения несущей способности деталей машин, работающих в условиях повторно-переменного нагружения, широкое распространение получили методы поверхностного пластического деформирования (наклепа).
Наклеп металлических деталей сопровождается образованием благоприятных остаточных напряжений и ростом характеристик прочности в деформированном слое [54].
В гидротурбостроении эти методы пока еще не получили распространения, хотя поверхностный наклеп повышает не только усталостную прочность, но и коррозионно-усталостную прочность. При этом кавитационная стойкость сталей существенно не изменяется, а для коррозионностойких материалов может повыситься [21, 86].
Особенностью сварных соединений в гидротурбостроении является то, что они для получения необходимых гидродинамических характеристик рабочего колеса используются со снятым усилением шва, поэтому технология поверхностного наклепа должна быть такой, чтобы сохранялась чистота поверхности сварного соединения.
Чтобы выполнить это условие, упрочнение осуществлялось наклепом с помощью многобойкового проволочного упрочнителя зоны сплавления (канавкой) и глубоким упрочнением с последующей зачисткой сварного шва.
На рис. 28 даны кривые усталости неупрочненного и упрочненного сварного таврового соединения, выполненного электродом УОНИ 13/55. После сварки без термообработки усиление сварного шва не снято.
В результате упрочнения предел выносливости сварного соединения повысился с 11,5 до 14,5 кгс/мм2 (на 20%) и достиг предела выносливости стали 0Х12НДЛ. Изломы, происходили по основному металлу вне зоны упрочнения наклепом.
Аналогичное повышение предела выносливости получено при упрочнении наклепом гладких образцов, соединенных встык из сталей 0Х12НДЛ и 15Г2ВЛ, сваренных электродом УОНИ 13/55 с облицовкой проволоками ЦУ-2ХМ и ЦУ-ЗБ и охлажденных при термообработке со скоростью 50° С/ч.
На соединении сталей 0Х12НДЛ и 15Г2ВЛ была проверена технология упрочнения сварного шва путем прочеканки бойком канавки по зоне сплавления сварного зачищенного шва. Предел выносливости сварного соединения и в этом случае достиг предела выносливости основного металла.
На сварном, с усилением шва, тавровом разнородном образце сталей 0Х12НДЛ и 15Г2ВЛ упрочнение многобойковым проволочным упрочнителем дало повышение усталостной прочности с 4,5 до 7,5 кгс/мм2, т. е, на 65% (см. рис. 23).
Как показали эксперименты, облицовка резко уменьшает предел выносливости основного металла. Однако облицовка деталей сокращает расход дорогих высоколегированных сталей, поэтому разработка методов повышения усталостной прочности облицованных деталей — весьма важная задача для гидротурбостроения.
Для повышения усталостной прочности облицованных образцов был принят, так же как и для сварных соединений, метод поверхностного пластического деформирования (наклепа) сварных швов.
Упрочнению наклепом подвергались облицованные образцы из стали 20ГСЛ с приваркой облицовки из стали 1Х18Н9Т продольными швами и электрозаклепками.
На рис. 24 показана кривая усталости облицованного соединения с зачищенными заподлицо с облицовкой швами и последующим упрочнением наклепом многобойковым проволочным упрочнителем.
Предел выносливости повысился с 7,5 (без наклепа) до 11,5 кгс/мм2 (на 55%), но не достиг усталостной прочности стали 20ГСЛ (14,5 кгс/мм2).
Это объясняется тем, что глубина наклепа многобойковым проволочным упрочнителем равна 1—2 мм, а толщина облицовки и соответственно зачищенных швов 3 мм. Поэтому зона сплавления сварного шва и основного металла, по которой происходило разрушение, оставалась непрочеканенной.
Для дальнейшего повышения усталостной прочности облицованного соединения было проведено более сильное и глубокое упрочнение бойком незачищенного шва с последующей зачисткой его заподлицо с облицовкой.
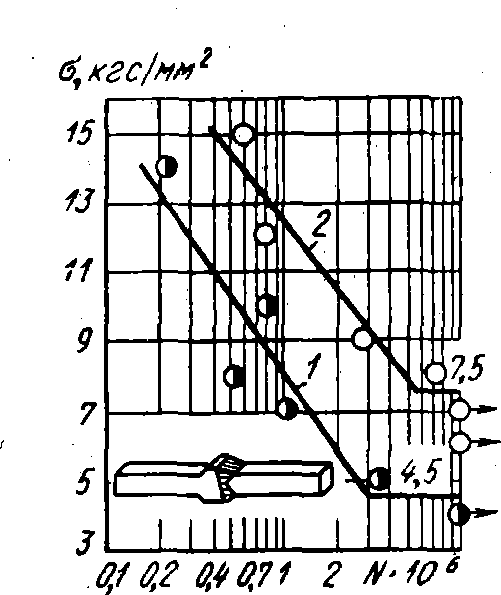
Рис. 23. Кривые усталости тавровых образцов сечением 50х 75 мм из стали 0Х12НДЛ, сваренной со сталью 15Г2ВЛ ручной сваркой электродом УОНИ 13/55 с облицованной проволокой ЦУ-2ХМ (после сварки отпуск при 650° С и охлаждение при υ = 50° С/ч, усиление шва не снято); 1—без наклепа; 2 —с наклепом зоны сварного шва
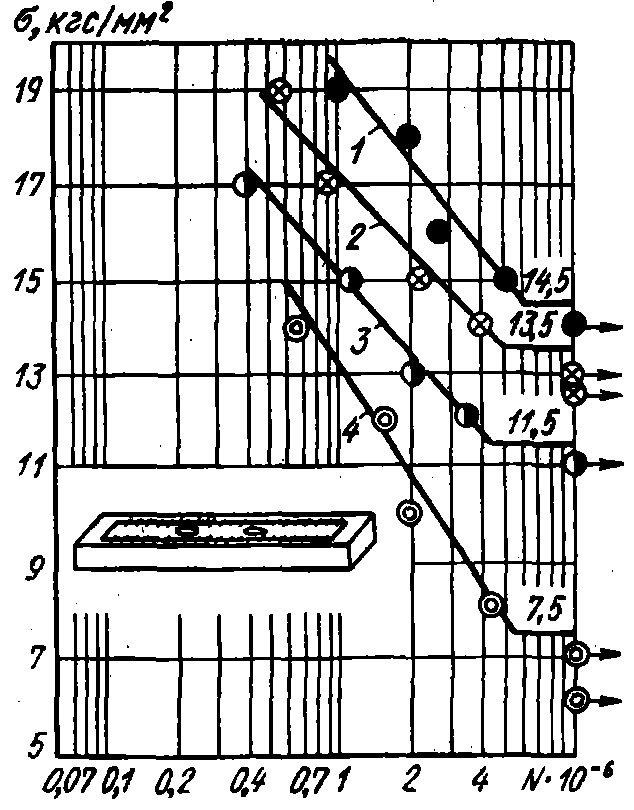
Рис. 24. Кривые усталости стали 20ГСЛ, облицованной листовой сталью 1Х18Н9Т. Облицовка приварена продольными швами и электрозаклепками:
1— основной металл (сталь 20ГСЛ); 2 — глубокое упрочнение, затем зачистка швов; 3 — зачистка швов, затем упрочнение пучком проволоки; 4 — без упрочнения
Предел выносливости упрочненных таким образом облицованных образцов повысился с 7,5 до 13,5 кгс/мм2, т. е. на 80%, и почти достиг предела усталости стали 20ГСЛ (14,5 кгс/мм2).
Эффективность поверхностного упрочнения наклепом была также проверена на облицованных образцах при действии повторного нагружения на отрыв.
Образцы с усилением шва, упрочненные многобойковым проволочным упрочнителем, выдержали 5200—5500 циклов напряжения (без упрочнения 4200—4400 циклов).
Образцы с глубоким наклепом швов и последующей зачисткой их заподлицо с облицовкой выдержали 4500 циклов нагружения, а без наклепа образцы с зачищенным швом выдержали лишь 3200 циклов.
Таким образом, поверхностный наклеп сварных швов облицованных образцов и при действии повторного нагружения на отрыв повышает их долговечность на 25—40%.