Анализ тепловых потерь паровой машины позволяет определить основные мероприятия для повышения экономичности установок с паровыми машинами.
Прежде всего необходимо обеспечить соблюдение нормальных давлений и температуры пара при впуске в цилиндр, не допуская снижения их ниже номинальных значений. Если индикаторная диаграмма показывает снижение давления при полной нагрузке более чем на 0,2 атм, то надо принять все меры по уменьшению сопротивления движению пара, учитывая, что снижение давления на 1 атм дает уже перерасход пара около 1%. Снижение температуры пара на 10° С приводит к перерасходу пара на 1,5—2% (рис. 82).
С целью повышения экономичности машин, работающих на. насыщенном паре, следует проверить возможность перевода их на работу перегретым паром, а у машины перегретого пара — возможность повышения температуры перегрева. При переводе машин насыщенного пара на работу перегретым паром достигается снижение расхода пара в среднем на 10—25%. При этом для всех
типов машин экономия возрастает с увеличением температуры пара.
При клапанном парораспределении и при цилиндрических золотниках температура пара может быть повышена без опасения до 250—275° С. Если в конструкции клапана материал распределен неравномерно, то лучше ограничиться температурой 230— 250 градусов.
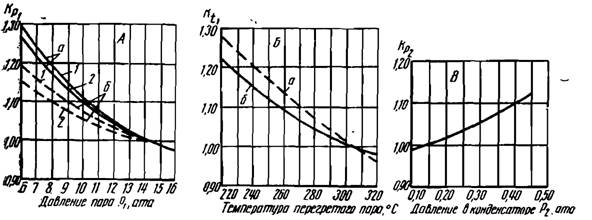
Рис. 82: А. Поправочный коэффициент КР1 при изменении давления пара перед машиной: 1—для перегретого пара; 2 — для насыщенного пара;
а — машины тройного расширения; б — машины двойного расширения.
Б — поправочный коэффициент Кр1 при изменении температуры свежего пара перед машиной; а—машины двойного расширения; б—машины тройного расширения.
В — поправочный коэффициент Кр2 при изменении давления в конденсаторе.
В машинах с распределением плоскими золотниками, а также с плоскими двойными золотниками применять пар с температурой выше 220° С не следует. Если по конструкции золотники представляют собой отливку с неравномерным распределением металла, то и эту температуру рекомендуется снизить. Выбор температуры пара должен быть также увязан с конструкцией цилиндра. Для цилиндров простой конструкции можно допускать температуру 250—275° С. Для цилиндров сложной конструкции, особенно имеющих паровую рубашку, применять температуру выше 220—230° С нужно с особой осторожностью.
При повышении температуры перегрева необходимо употреблять для сальников хорошо прографиченную асбестовую набивку или асбестовую набивку с медной проволокой. Можно также рекомендовать переделать набивку на металлическую (рис. 83). Внутренние кольца, прилегающие к штоку, выполняются из баббита или никелина, внешние — из чугуна или из бронзы состава: 87—88% меди, 9,5—10,5% олова, 2% свинца, 0,3% фосфора и не более 0,4% примесей или из сплава — 50% меди и 50% свинца. Кольца разрезаются на половинки с зазором 2—5 мм. Зазоры не должны совпадать по одной линии. Число колец — от трех до шести, в зависимости от давления пара. Кольца имеют резьбовые отверстия для их вытаскивания.
Сальники штоков клапанов выполняются, как лабиринтовые. Штоки для перегретого пара желательно азотировать.
При переводе машин на работу перегретым паром надо употреблять смазочное масло с вязкостью Е100= 4,5—7,0° и с повышенной температурой вспышки tвсп=300—310° С. Этим требованиям удовлетворяют масла марок: вапор по ГОСТ 788—43 и цилиндровое «6» ГОСТ 3190—46.
Кроме того, необходимо проверить, чтобы термический зазор в замках поршневых колец был не меньше
t = 0,045 Dц (tn — 20) мм,
где: Dц — диаметр цилиндра, м; tn — температура пара, ° С.
Вредное явление начальной конденсации может быть, помимо введения перегрева пара, уменьшено также тщательной изоляцией
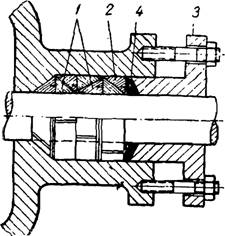
Рис. 83. Сальник машины, работающий перегретым паром:
1 и 2 — полукольца металлической набивки; 3 — нажимная втулка; 4 — мягкая набивка.
цилиндров паровой машины и обогревом паровой рубашки цилиндров достаточным количеством пара. Однако, поскольку коэффициент теплопередачи перегретого пара в несколько десятков раз меньше коэффициента теплоотдачи насыщенного пара, и перегретый пар при охлаждении, прежде чем конденсироваться, сравнительно медленно отдает свою теплоту перегрева, повышению температуры перегрева пара следует отдать предпочтение. Существенное значение для экономичности работы машины имеет, наконец, обеспечение нормального вакуума в конденсаторе: изменению давления на 0,1 ат соответствует изменение экономичности примерно на 4% (см. рис. 82).