ГЛАВА ЧЕТЫРНАДЦАТАЯ
СВАРОЧНОЕ ЭЛЕКТРООБОРУДОВАНИЕ НА СТРОИТЕЛЬСТВЕ
§ 14.1. Общие сведения
Из многочисленных видов сварочного электрооборудования, применяемого в промышленности, на строительных площадках используется небольшое количество видов, главным образом оборудование для дуговой электросварки, а именно: сварки на переменном токе — сварочные трансформаторы, сварки на постоянном токе — генераторы постоянного тока (вращающиеся преобразователи тока^ и сварочные выпрямители. Наибольшее распространение получило сварочное оборудование переменного тока вследствие простоты и дешевизны устройства и меньших эксплуатационных расходов по сравнению с оборудованием, работающим на постоянном токе.

Рис. 14.1. Внешние характеристики источников питания сварочной дуги
Источники питания сварочной дуги должны обеспечивать легкое зажигание и устойчивое ее горение, создавая необходимое напряжение и ток сварочной цепи. Свойства источника питания сварочной дуги определяются прежде всего зависимостью между напряжением U на зажимах машины и током 1, называемой внешней характеристикой. Эта зависимость, являясь постоянной для каждой машины данного типа, определяется конструкцией и электрической схемой.
На рис. 14.1 приведены внешние характеристики источников питания сварочной дуги четырех типов: 1 — крутопадающая; 2 — пологопадающая, 3 — жесткая и 4 — полого возрастающая.
При ручной сварке наиболее приемлемыми являются источники питания с крутопадающей характеристикой типа 1. Они обеспечивают устойчивое горение при различной длине дуги. При падающих внешних характеристиках напряжение холостого хода источника питания выше рабочего напряжения дуги, что облегчает ее зажигание.
При автоматической и полуавтоматической сварке плавящимся электродом более приемлемы источники питания с пологопадающими характеристиками типа 2. При сварке на постоянном токе в защитных газах более подходит жесткая, типа 3 или полого возрастающая типа 4 внешняя характеристика.
§ 14.2. Сварочные трансформаторы
На строительстве преимущественно применяются сварочные трансформаторы для ручной сварки. Они подразделяются на две основные группы: группа I — трансформаторы с дроссельными катушками и группа II — трансформаторы с увеличенным магнитным рассеянием.
Дроссели — индуктивные катушки со стальным сердечником у трансформаторов первой группы включаются в сварочную цепь для регулирования сварочного тока.
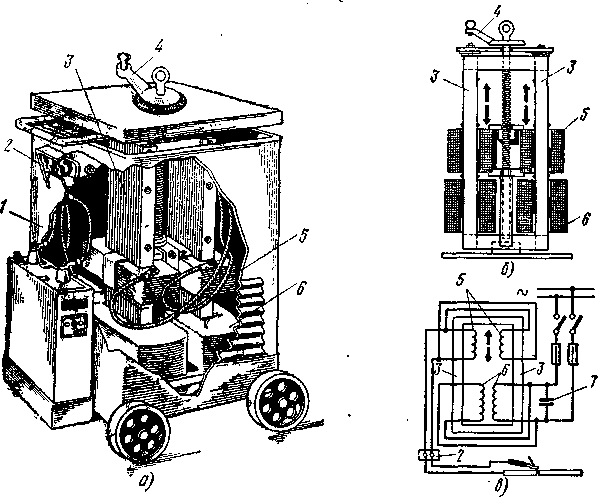
Рис. 14.2. Сварочный трансформатор типа ТСК:
а — общий вид; б — сердечник с катушками; в — схема включения
Магнитным потоком рассеяния у трансформаторов называется часть магнитного потока, создаваемого первичной обмоткой, которая замыкается не через стальной магнитопровод (сердечник) трансформатора, а через окружающее воздушное пространство. У силовых трансформаторов, рассмотренных в гл. 9 в силу их конструкции (см. рис. 9.2), лоток рассеивания мал; не велик он и у сварочных трансформаторов группы I, у II же группы сварочных трансформаторов — особая конструкция, поток рассеяния у них специально увеличен и его изменением регулируется сварочный ток.
Трансформаторы группы II являются более современным оборудованием. Сюда относятся типы ТС, ТСК и СТШ.
Трансформаторы типа ТС и ТСК—однотипны: оба с подвижными (раздвижными) обмотками. Трансформатор типа ТСК представлен на рис. 14.2; он отличается от типа ТС только наличием встроенного конденсатора для повышения коэффициента мощности (cos φ) [см. § 4.8].
Регулирование сварочного тока у трансформаторов ТСК и ТС достигается перемещением вверх и вниз катушек 5 вторичной обмотки, которые выполнены подвижными. Перемещение катушек производится с помощью вертикального винта с ленточной резьбой, имеющего рукоятку 4. Гайка винта скреплена с катушками 5 вторичной обмотки и перемещается вместе с нею при вращении винта рукояткой 4. При сближении катушек 5 и 6 магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а сварочный ток увеличивается. При удалении катушек друг от друга большая часть магнитного потока рассеивается, т. е. проходит неполностью по стальному сердечнику 3 магнитопровода, а частично идет по окружающему их воздушному пространству. Это увеличивает индуктивное сопротивление обмоток, что приводит к уменьшению напряжения, индуктируемого во вторичной обмотке, и уменьшению сварочного тока.
На крышке корпуса 1 около рукоятки 2 расположена шкала, показывающая приближенную величину тока при соответственном положении рукоятки.
Трансформатор типа СТШ (рис. 14.3) — это сварочный трансформатор с магнитным шунтом. Обе обмотки у него—первичная 3 и вторичная 2 — неподвижны, а в окне магнитопровода 1 помещены два подвижных, набранных из листовой трансформаторной стали пакета 4. Они и носят название магнитных шунтов. При их повороте изменяется соотношение между основным магнитным потоком, пронизывающим вторичную обмотку, и потоком рассеяния, что в свою очередь вызывает изменение величины сварочного тока. Поворот шунтов осуществляется винтовым механизмом.
Трансформаторы типа ТС и ТСК выпускаются на сварочные токи 300 и 500 А, мощностью соответственно 20 и 32 кВА. Трансформаторы СТШ — на токи 250 и 500 А, мощностью 16,5 и 33 кВА. Кроме того, промышленность выпускает облегченные сварочные трансформаторы, выполняемые по той же схеме, как ТС, типа ТСП на токи 160 и 300 А, мощностью 11,4 и 19,4 кВА.
К группе I относятся сварочные трансформаторы типа СТН, СТЭ и ТСД (последний для автоматической сварки). Трансформаторы типа СТН и СТЭ (особенно последний) в течение ряда лет широко применялись на строительно-монтажных работах. В настоящее время оба типа трансформаторов сняты с производства, но так как на стройках находится еще много таких трансформаторов, приведем краткое описание их конструкции.
У трансформатора типа СТН дроссель, регулирующий сварочный ток, имеет с трансформатором общий магнитопровод. Упрощенная электрическая схема трансформатора СТН показана на рис. 14.4, а. В верхней части магнитопровода трансформатора размещена реактивная обмотка дросселя, включенная в сварочную сеть последовательно с дугой и встречно вторичной обмотке трансформатора. Реактивная обмотка создает индуктивное сопротивление, необходимое для получения падающей внешней характеристики в цепи трансформатор — дроссель — дуга — изделие. Часть верхнего магнитопровода выполнена в виде подвижного пакета. Изменение сварочного тока достигается изменением зазора между неподвижной и подвижной частью магнитопровода с помощью винтового механизма, вращаемого рукояткой. При увеличении зазора магнитный поток в этой части сердечника уменьшается, а также уменьшается индуктивное сопротивление, вызываемое обмоткой регулятора, вследствие чего сварочный ток увеличивается. Для уменьшения сварочного тока необходимо соответственно уменьшить зазор.
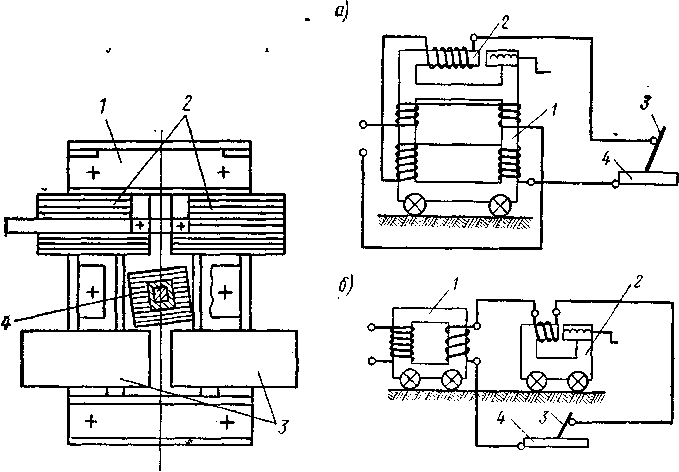
Рис. 14 3. Сварочный трансформатор типа СТШ
Рис. 14.4. Схема включения сварочных трансформаторов типа
СТН (а) и СТЭ (б):
1 — трансформатор; 2 — регулятор; 3 — сварочный электрод; 4 — плита
Трансформаторы типа СТЭ имеют отдельный регулятор-дроссель. Регулятор включается последовательно с вторичной обмоткой трансформатора в сварочную цепь (рис. 14.4, б).
Регулирование сварочного тока производится посредством изменения величины воздушного зазора в подвижной части магнитопровода дросселя (см. рис. 14.4, б) с помощью винтового механизма. Изменение воздушного зазора меняет индуктивное сопротивление дросселя и тем самым регулирует величину сварочного тока. Трансформаторы СТЭ изготовлялись, мощностью до 34 кВА со сварочным током до 500 А.
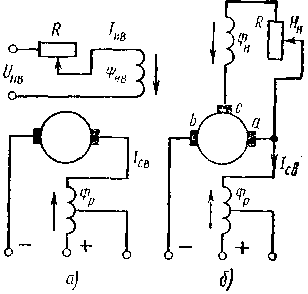
Рис. 14.5. Принципиальные электрические схемы сварочных генераторов: а —е независимым возбуждением; б^а самовозбуждением
Осцилляторы. Для обеспечения устойчивости сварочной дуги, особенно при сварке током малой величины, применяется прибор, называемый осциллятором, который преобразует ток частоты 50 Гц и напряжения 380/220 В в ток напряжением до 2500 В и частотой порядка 250 000 Гц. Осциллятор включается параллельно сварочному трансформатору. Ввиду малой своей мощности 130—150 Вт он не опасен для человека. Осциллятор находит применение для улучшения процессов зажигания и горения дуги при сварке в среде аргона неплавящимся электродом (постоянным током).
§ 14.3. Сварочные генераторы
Сварочные генераторы применяются для сварки постоянным током и представляют собой машины постоянного тока преимущественно со следующими системами возбуждения: а) независимым возбуждением и размагничивающей последовательной обмоткой; б) самовозбуждением, параллельной намагничивающей и последовательной размагничивающей обмотками.
На рис. 14.5 приведены указанные схемы. На рис. 14.5, а схема генератора с независимым возбуждением. Питание обмотки возбуждения производится отдельным источником тока, например, от местной электросети переменного тока через выпрямитель, а размагничивающая обмотка включена последовательно с обмоткой якоря, так что ее магнитный поток Фр направлен навстречу потоку Фв обмотки возбуждения. Ток обмотки возбуждения /нп, а следовательно, и величину магнитного потока ФнВ можно плавно изменять реостатом /?. При увеличении сварочного тока Iсв возрастает размагничивающий поток Фр, который, действуя встречно потоку Фнв обмотки возбуждения, уменьшает напряжение в сварочной цепи, создавая падающую внешнюю характеристику генераторов.
На рис. 14.5, б приведена схема генератора с самовозбуждением, у которого обмотка, включенная параллельно, создает намагничивающий поток Фн, а размагничивающий поток Фр создается последовательно включенной обмоткой. Ток 1В намагничивающей обмотки создается якорем самого генератора, для чего служит третья щетка с, расположенная на коллекторе посредине между щетками а и b.
§ 14.4. Сварочные агрегаты
Для привода сварочных генераторов применяются электродвигатели, если на месте работ обеспечивают их питание электроэнергией. В местах, удаленных от источников питания, применяются двигатели внутреннего сгорания — карбюраторные или дизельные.
В целом сварочный генератор вместе с приводным двигателем называется сварочным агрегатом. Агрегат, состоящий из генератора и приводного электродвигателя, обычно называют сварочным преобразователем, так как его назначение заключается в том, чтобы электроэнергию переменного тока, полученную из электрической сети, преобразовать в энергию постоянного тока в сварочном генераторе.

При производстве строительно-монтажных работ преимущественно применяются сварочные преобразователи типа ПСО (рис. 14.6) на токи 300, 500 и 800 А, мощностью (электродвигателя) соответственно 14,28 и 55 кВт. При отсутствии электроэнергии (например, в полевых условиях) используются сварочные агрегаты с двигателями внутреннего сгорания типов АСБ, АСД, АСДП, ПАС и др. на сварочные токи от 300 до 500 А.
§ 14.5. Сварочные выпрямители
В последние годы для электросварки на постоянном токе вместо преобразователей все шире применяются полупроводниковые выпрямители (кремниевые и селеновые). По сравнению с вращающимися преобразователями постоянного тока полупроводниковые выпрямители имеют следующие преимущества: меньший вес и габариты, более высокий к. п. д., меньший удельный расход энергии; они требуют более простого обслуживания, а также обеспечивают устойчивое горение дуги при сварке на малых токах. В силу этих положительных свойств выпрямители постепенно вытесняют сварочные преобразователи.
Сварочный выпрямитель состоит из специального, понижающего трансформатор, выпрямительного блока, а также пускорегулирующей и защитной аппаратуры, заключенных в общий металлический кожух. Трансформаторы для данной цели применяют с увеличенным магнитным рассеянием, с подвижными катушками (сходные по принципу действия с ранее описанными сварочными трансформаторами типа ТС). Выпрямительный блок собирается из кремниевых или селеновых вентилей по трехфазной мостовой схеме (см. § 11.7). При этой схеме выпрямитель обеспечивает большую устойчивость сварочной
дуги и, кроме того, дает равномерную нагрузку всех фаз питающей сети. Подсоединяются сварочные выпрямители к сети напряжением 380/220 В. На строительных площадках применяют выпрямители, обычно на колесном ходу.
Промышленностью изготовляется ряд таких выпрямителей для ручной и автоматической сварки. Из применяемых на стройках можно назвать: сварочные выпрямители на кремниевых вентилях типа ВД-102,ВД-301, ВД-302 на токи от 125 до 300 А, типа ВКСМ-1-1000 на 1000 А, а также на селеновых вентилях типа ВСС-300, ВСУ-300, ВСУ- 500 на токи от 300 до 500 А; выпрямители ВСУ (универсальные) снабжены дросселем насыщения (дроссельной катушкой с переменной индуктивностью), что дает возможность получать различные внешние характеристики: крутопадающие, пологопадающие и жесткие.
О конструкции сварочных выпрямителей и их общем виде дает представление рис. 14.7. На нем представлен выпрямитель на селеновых вентилях типа ВСС-300. Сварочные выпрямители типа ВД имеют сходную конструкцию, но только блок селеновых вентилей у них заменен блоком вентилей кремниевых.
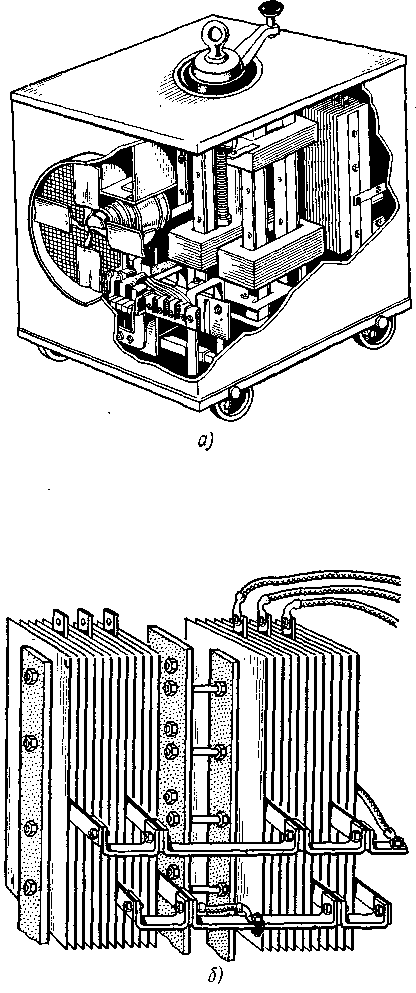
Рис. 14.7. Сварочный выпрямитель типа ВСС-300: а —общий вид; б — блок селеновых вентилей