Ревизию, измерения, определяющие необходимость сушки генераторов и их сушку, включая ревизию резервных агрегатов возбуждения, производят электромонтажные организации. Индивидуальное опробование смонтированного оборудования вхолостую или под нагрузкой для установления качества проведенного монтажа производится организацией, монтировавшей оборудование, с получением электроэнергии от постоянных источников электроснабжения, а при их отсутствии — от передвижных или временных источников. Монтаж, наладка и пуск системы принудительной смазки электрических машин производится организацией, осуществляющей монтаж технологического оборудования. Наладка и пуск систем смазки осуществляется этой организацией совместно с электромонтажными организациями.
1-12. Монтаж выводов
Выводные шины обмотки статора соединяют с токоведущими стержнями выводов латунными болтами, а место соединения пропаивают припоем (Г10С-40, ПСР-45); контактные поверхности соединяемых шин перед пайкой должны быть тщательно очищены от следов масла, грязи и пролужены.
После затяжки болтов в холодном состоянии соединение нагревают пламенем автогенной горелки до температуры плавления припоя. Соединительные болты вновь подтягивают и контактные соединения надежно пропаивают.
Во избежание повреждения фарфоровых рубашек, а также резиновых уплотняющих деталей при нагреве контактных соединений пламенем горелки необходимо разобрать концевой вывод. В местах, где наложена изоляция, токоведущие стержни обматывают асбестом.
Затем собирают фарфоровые рубашки, которые уплотняют относительно выводной плиты и внутренних токоведущих стержней (рис. 1-13,а). Если при испытаниях на газоплотность будут обнаружены утечки воздуха, то увеличивают натяжение пружины гайкой а при неудовлетворительном результате разбирают уплотняющие прокладки и при необходимости заменяют новыми.
Утечки проверяют мыльной пеной или течеискателем типа ГТИ-3. Появление пузырьков воздуха в пене указывает место утечек из-под прокладок или в цементной армировке.
Проверку уплотнения стержня проходного изолятора производят погружением нижнего конца изолятора в сосуд с водой. Появление пузырьков указывает на нарушение уплотнения.
На генераторах с непосредственным водородным охлаждением ротора применяются выводы несколько иной конструкции (рис. 1-13,6). Нулевые выводы охлаждаются естественным путем 5ез принудительного продува газа, изоляция стержней концевых выводов выполнена из микафолия и бакелизированной бумаги, опрессованных при соответствующей температуре.
Выводы крепят к корпусу статора латунными фланцами с уплотнением резиновым кольцом. Нижняя часть вывода закрыта фарфоровым изолятором, который уплотняется резиновым кольцом и пайкой. Выводы, полученные в собранном виде, испытывают на газоплотность одновременно со статором.
Предварительно выводы поочередно испытывают на газоплотность гидравлически давлением 3-105 Па (3 кгс/см2) в течение 1 ч и нa электрическую прочность. При удовлетворительных результатах испытаний вывод крепят к шинам статора и пропаивают.
У генераторов с водяным охлаждением Статорной обмотки применяют выводы, охлаждаемые водой (рис. 1-13, в).
Пайку контактного соединения таких выводов выполняют без разборки изолятора, испытанного давлением 5-105 Па (5 кгс/смг), при этом требуется особая осторожность, чтобы не повредить фарфор, а также уплотнение при нагреве.
При монтаже выводов генераторов с масляным охлаждением статора типов ТВМ-300, ТВМ-500 (рис. 1-13, г) выводы подготавливают следующим образом: токоведущую трубу 3 промывают бензином Б-70, испытывают ввод избыточным давлением воздуха 105 Па (1 кгс/см2) в течение 30 мин и после устранения утечек повторно испытывают давлением масла 7-10* Па (7 кгс/см*) в течение 30 мин, а затем проверяют на электрическую прочность и на ионизацию.


Рис. 1-13. Выводы обмоток.
а — вывод статорной обмотки с обычным водородным охлаждением; 6 — нулевой вывод генератора ТВФ-100-2; в — вывод генератора с водяным охлаждением; г — вывод обмотки с масляным охлаждением; 1 — изолятор; 2 — корпус статора; 3 — токоведущая труба (стержень); 4 — уплотняющая гайка;
5 — болт; 6 — втулка; 7 - кольцо уплотнительное; 8 — латунная уплотняющая шайба; 9, 11 — направляющие латунные шайбы; 10 — латунная пружина;
12 — цементная армировка; 13 — уплотняющее резиновое кольцо; 14 — уплотняющая резиновая шайба; 15 — труба охлаждающей среды.
До контрольной сборки фарфоровые изоляторы подвергают тщательной проверке внешним осмотром на отсутствие трещин и испытанию на электрическую прочность напряжением переменного тока 60 кВ" в течение 1 мин.
Монтаж выводов
У турбогенератора типа ТВВ-800-2 перед монтажом концевые выводы разбирают, стержни промывают горячей водой и гидравлически испытывают в течение 1 ч давлением 25-105 Па (25 кгс/см2), при этом в сварных соединениях не должна появляться влага.
При испытаниях фланец изолятора обматывают фольгой и заземляют, а во внутреннее отверстие вставляют металлический стержень, который подсоединяют к испытательному оборудованию.
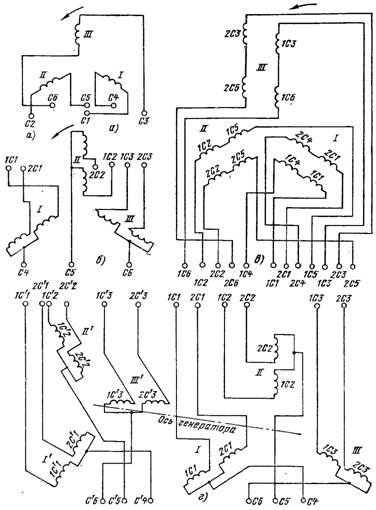
Рис. 1-14. Схемы соединений статорных обмоток с различным числом
выводов.
а —с 6 выводами; б —с 9 выводами; в — с 12 выводами; г —с 18 выводами.
Таблица 1-18
Вид изоляции | 6300 | 10 500 | 13 800 | 15 750 | 18 000 | 20 000 |
Микалента черная толщиной 0,17 мм | — | 6 | 7 | 8 | 10 | 10 |
Стеклоткань толщиной 0,2 мм | 4 | 8 | 8 | 8 | 8 | 10 |
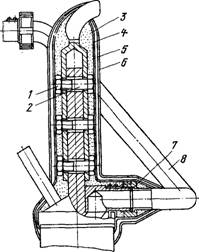
Рис. 1-15. Изолированное соединение концевого (линейного) вывода с шиной.
1 — гайка; 2 — болт; 3 — замазка; 4 — микалента черная; S — стеклоткань черная; 6 — стеклянная лента; 7 — уплотняющая шайба; 8 — винипластовая трубка.
Число слоев изоляции на контактных соединениях выводов при различном номинальном напряжении генератора, В
Концевые выводы генератора этого типа в собранном виде испытывают на газоплотность в водяном бачке, затем устанавливают и крепят к корпусу статора. Концевые выводы соединяют с шинами статора посредством гибких вставок.
Изолирование контактных соединений выполняется после уплотнения концевых выводов по отношению к выводной плите и токоведущим стержням. Перед изолированием все неровности в соединении плотно обмазывают асбестовой массой (асбестовая мука, смешанная с изоляционным лаком воздушной сушки), поверхность изолируется микалентой, стеклолентой и слоем покровной ленты, а поверх изоляции наносят слон изоляционного лака и серой эмали (табл. 1-18, рис. 1-14).
Соединение выводных шин выполняют наконечниками, которые имеют резьбовое соединение или разъемное типа хомута. До установки наконечника с резьбой последнюю очищают от масла и забоин, промывают бензином Б-70, а затем протирают насухо бязью. Установленный наконечник затягивают болтами, при этом в продольных прорезях должен остаться зазор.
Таблица 1-19
Типы экранированных токопроводов
Турбогенератор | Тип токопровода | Завод-изготовитель |
ТВ В-320-2 ТГВ-300-2 | ТЭН-300 ТЭКН-20/11000 | Московский завод «Электрощит» и завод ЭМО треста Гидроэлектромонтаж Минэнерго |
ТВФ-63-2 | ТЭКН-20/7800 | Завод ЭМО и Куйбышевский завод «Электрощит» |
ТВВ-200-2А | ТЭКН-20/200-220 ТЭКН-20/10000 | Куйбышевский завод «Электрощит» |
ТВ В-500-2 ТГВ-500-2 | ТЭКН-20/18000 ТЭН-500-У1 | Завод ЭМО и Запорожский завод специального технологического оборудования |
ТВ В-800-2 | ТЭКН-24/24000 | Завод ЭМО |
С помощью гибких компенсаторов наконечники подсоединяют к экранированным токопровода»», типы которых приведены в табл. 1-19.
Принципиальные схемы соединений обмоток статора с различным числом выводов показаны на рис. 1-15. В зависимости от мощности и типа турбогенераторы имеют 6, 9, 12 или 18 выводов.