Бандажирование.
При вращении роторов и якорей электрических машин возникают центробежные силы, стремящиеся вытолкнуть обмотку из пазов и отогнуть ее лобовые части. Чтобы противодействовать центробежным силам и удержать обмотку в пазах, используют расклиновку и бандажирование обмоток роторов и якорей.
Применение способа крепления обмоток (клиньями или бандажами) зависит от формы пазов ротора или якоря. При полуоткрытой и полузакрытой формах пазов используют только клинья, а при открытой — бандажи или клинья. Пазовые части обмоток в сердечниках якорей и роторов закрепляют при помощи клиньев или бандажей из стальной бандажной проволоки либо стеклоленты, а также одновременно клиньями и бандажами; лобовые части обмоток роторов и якорей — бандажами. Надежное крепление обмоток имеет важное значение, поскольку необходимо для противодействия не только центробежным силам, но и динамическим усилиям, воздействию которых подвергаются обмотки при редких изменениях в них тока. Для бандажирования роторов применяют стальную луженую проволоку диаметром 0,8 — 2 мм, обладающую большим сопротивлением на разрыв.
Перед намоткой бандажей лобовые части обмотки осаживают ударами молотка через деревянную прокладку, чтобы они ровно располагались по окружности. При бандажировании ротора пространство под бандажами предварительно покрывают полосками электрокартона, чтобы создать изоляционную прокладку между сердечником ротора и бандажом, выступающую на 1 — 2 мм по обеим сторонам бандажа. Весь бандаж наматывают одним куском проволоки, без паек. На лобовых" частях обмотки во избежание их вспучивания накладывают витки проволоки от середины ротора к его концам. При наличии у ротора специальных канавок проволоки бандажа и замки не должны выступать над канавками, а при отсутствии канавок толщина и расположение бандажей должны быть такими, какими они были до ремонта.
Скобки, устанавливаемые на роторе, следует размещать над зубцами, а не над пазами, при этом ширина каждой из них должна быть меньше ширины верхней части зубца. Скобки на бандажах расставляют равномерно по окружности роторов с расстоянием между ними не более 160 мм.
Расстояние между двумя соседними бандажами должно быть 200—260 мм. Начало и конец бандажной проволоки заделывают двумя замочными скобками шириной 10—15 мм, которые устанавливают на расстоянии 10 — 30 мм одна от Другой. Края скобок завертывают на витки бандажа и. запаивают припоем ПОС 40.
Полностью намотанные бандажи для увеличения прочности и предотвращения их разрушения центробежными усилиями, -создаваемыми массой обмотки при вращении ротора, пропаивают по всей поверхности припоем ПОС 30 или ПОС 40. Пайку бандажей производят электродуговым паяльником с медным стержнем диаметром. 30 — 50 мм, присоединяемым к сварочному трансформатору.
В ремонтной практике нередко проволочные бандажи заменяют выполненными стеклолентами из однонаправленного (в продольном направлении) стеклянного волокна, пропитанного термореактивными лаками. Для наматывания бандажей из стеклоленты применяют то же оборудование, что и для бандажирования стальной проволокой, но дополненное приспособлениями в. виде натяжных роликов и укладчиков ленты.
В отличие от бандажирования стальной проволокой ротор до наматывания на него бандажей из стеклоленты прогревают до 100 °С. Такой прогрев необходим потому, что при наложении бандажа на холодный ротор остаточное напряжение в бандаже при его запекании снижается больше, чем при бандажировании нагретого.
Сечение бандажа из стеклоленты должно не менее чем в 2 раза превосходить сечение соответствующего бандажа из проволоки. Крепление последнего витка стеклоленты с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитана стеклолента. При бандажировании обмоток роторов стекло- лентой не применяют замки, скобки и подбандажную изоляцию что является преимуществом этого способа.
Балансировка.
Отремонтированные роторы и якоря электрических машин подвергают статической, а при необходимости и динамической балансировке в сборе с вентиляторами и другими вращающимися частями. Балансировку производят на специальных станках для выявления неуравновешенности (дисбаланса) масс ротора или якоря, являющейся частой причиной возникновения вибрации при. работе машины.
Ротор, и якорь состоят из большого количества деталей и поэтому распределение масс в них не может быть строго равномерным. Причины неравномерного распределения масс — разная толщина или масса отдельных деталей, наличие в них раковин, неодинаковый, вылет лобовых частей обмотки и др. Каждая из деталей, входящих: в состав собранного ротора или якоря, может быть неуравновешенной вследствие смещения ее осей инерции от. оси вращения. В собранном роторе и якоре неуравновешенные массы, отдельных деталей в зависимости от их расположения могут суммироваться или взаимно компенсироваться. Роторы и якоря, у которых главная центральная ось инерции не совпадает с осью вращения, называют неуравновешенными.

Рис. 155.Способы статической балансировки роторов и якорей:
а — на призмах, б — на дисках, в - на специальных весах; 1 — груз, 2 — грузовая рамка, 3 — индикатор, 4 — рама, 5 — балансируемый ротор (якорь)
Неуравновешенность, как правило, складывается из суммы двух неуравновешенностей — статической и динамической.
Вращение статически и динамически неуравновешенного ротора и якоря вызывает вибрацию, способную разрушить подшипники и фундамент машины. Разрушающее воздействие неуравновешенных роторов и якорей устраняют путем их балансировки, которая заключается в определении размера и места неуравновешенной массы;
Неуравновешенность определяют статической или динамической балансировкой. Выбор способа балансировки зависит от требуемой точности уравновешивания, которой можно достигнуть на имеющемся оборудовании. При динамической балансировке получаются более высокие результаты компенсации неуравновешенности (меньшая остаточная неуравновешенность), чем при статической. Такой балансировкой можно устранить как/динамический, так и статический небаланс/ При необходимости устранения неуравновешенности (дисбаланса) на обоих торцах ротора или якоря должна производиться -только динамическая балансировка. Статическую балансировку выполняют при невращающемся роторе на призмах (рис., 155, я), дисках (рис. 155,5) или специальных весах (рис. 155, в). Такой балансировкой можно устранить только статическую неуравновешенность.
Для определения неуравновешенности ротор выводят из равновесия легким толчком; Неуравновешенный ротор (якорь) будет стремиться возвратиться в такое положение, при котором его тяжелая сторона окажется внизу. После остановки ротора отмечают мелом место, оказавшееся в верхнем положении. Прием повторяют несколько раз, чтобы проверить, останавливается ли ротор (якорь) всегда в этом, положении. Остановка ротора в одном и том же положении указывает на смещение центра тяжести.
В отведенное для балансировочных грузов место (чаще всего это внутренний диаметр обода нажимной шайбы) устанавливают пробные грузы, прикрепляя их с помощью замазки. После этого повторяют прием балансировки. Прибавляя или уменьшая массу грузов, добиваются остановки ротора в любом, произвольно взятом положении. Это означает, что ротор статически уравновешен, т. е. его центр тяжести совмещен с осью вращения. По окончании балансировки пробные грузы заменяют одним такого же сечения и массы, равной массе пробных грузов и замазки и уменьшенной на массу части электрода, которая пойдет на приварку постоянного груза. Неуравновешенность можно компенсировать высверливанием соответствующей части металла с тяжелой стороны ротора.
Более точной, чем на призмах и дисках является балансировка на специальных весах. Балансируемый ротор 5 устанавливают шейками вала на опоры рамы 4, которая может поворачиваться вокруг своей оси на некоторый угол пoboрачивая балансируемый ротор, добиваются наибольшего показания индикатора J, которое будет при условии расположения центра тяжести ротора, показанного на рисунке (в наибольшем удалении от оси поворота рамы). Добавлением к грузу 1 дополнительного груза—рамки 2 с делениями добиваются уравновешивания ротора, которое определяют по стрелке индикатора. В момент уравновешивания стрелка совмещается с нулевым делением.
Если повернуть ротор на 180, его центр тяжести приблизится к оси качания рамы на двойной эксцентриситет смещения центра тяжести ротора относительно его оси. Об этом моменте судят по наименьшему показанию индикатора. Ротор уравновешивают вторично передвижением грузовой рамки 2 по линейке со шкалой, отградуированной в граммах на сантиметр. О величине неуравновешенности судят по показаниям шкалы весов.
Статическая балансировка применяется для роторов, вращающихся с частотой, не превышающей 1000 об/мин. Статически уравновешенный ротор (якорь) может иметь динамическую неуравновешенность, поэтому роторы, вращающиеся с частотой выше 1000 об/мин, чаще всего подвергают динамической балансировке, при которой одновременно устраняются оба вида неуравновешенностей — статическая и динамическая.
Динамическую балансировку при ремонте электрических машин производят на балансировочном станке при пониженной (по сравнению с рабочей) частоте вращения или при вращении ротора (якоря) в собственных подшипниках при рабочей частоте вращения.
Для динамической балансировки наиболее удобен станок резонансного типа (рис. 156), состоящий из двух сварных стоек U опорных плит 9 и балансировочных головок.
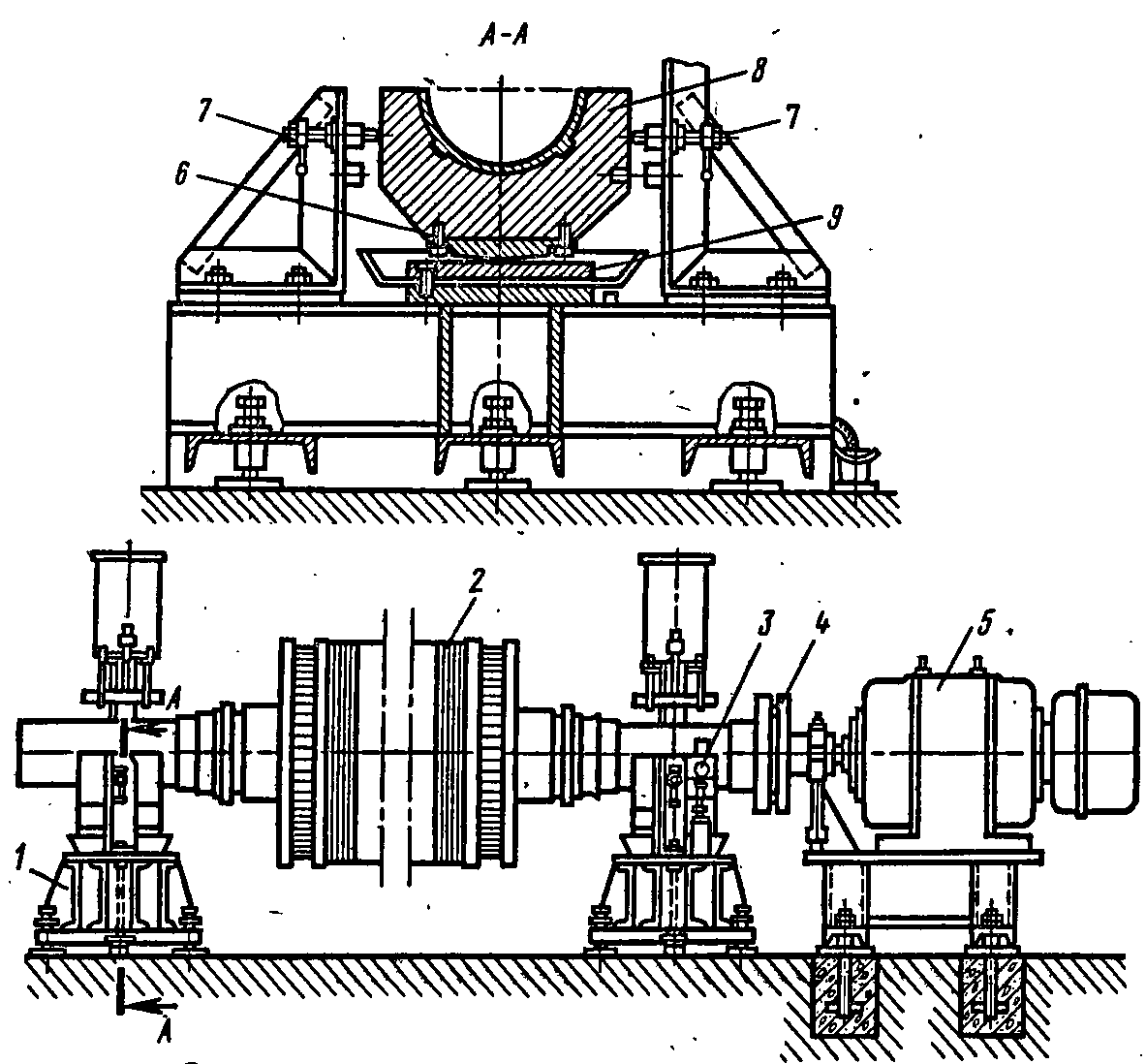
Рис. 156. Станок резонансного типа для динамической балансировки роторов и якорей
Головки, состоящие из подшипников 8 и сегментов 69 могут быть закреплены неподвижно болтами 7 либо свободно качаться на сегментах. Балансируемый ротор 2 приводится во вращательное движение электродвигателем 5, муфта расцепления 4 служит для отсоединения вращающегося ротора от привода в момент балансировки.
Динамическая балансировка роторов состоит из двух операций: измерения первоначальной вибрации, дающей представление о размерах неуравновешенности масс ротора; нахождения точки размещения и определения массы уравновешивающего груза для одного из торцов ротора.
При первой операции головки станка закрепляют болтами 7. Ротор 2 при помощи электродвигателя 5 приводится во вращение, после чего привод отключают, расцепляя муфту, и освобождают одну из головок станка. Освобожденная головка под действием радиально направленной силы небаланса
раскачивается, что позволяет измерить стрелочным индикатором 3 амплитуду колебания головки. Такое же измерение производится для второй головки.
Вторая операция выполняется методом «обхода грузом». Разделив обе стороны ротора на шесть равных частей, закрепляют в каждой точке поочередно пробный груз, который должен быть несколько меньше предполагаемого небаланса. Затем описанным выше способом измеряют колебания головки для каждого положения груза. Необходимым местом размещения груза будет точка, у которой амплитуда колебаний минимальная. Массу груза подбирают опытным путем. -
Выполнив балансировку одной стороны ротора, уравновешивают таким же способом его другую сторону. Окончив балансировку обеих сторон ротора, окончательно закрепляют временно, установленный груз путем сварки либо винтами, при этом учитывают массу сварочного шва или винтов.
В качестве груза используют чаще всего куски полосовой стали. Крепление груза должно быть надежным поскольку недостаточно прочно закрепленный груз может в процессе работы машины оторваться от ротора и вызвать тяжелую аварию или несчастный случай.
Закрепив постоянный груз, ротор подвергают проверочной балансировке и при удовлетворительных результатах передают в сборочное отделение для сборки машины.