Аппаратура во взрывонепроницаемом исполнении
Как указывалось выше, ремонт взрывозащищенной аппаратуры в общем мало чем отличается от ремонта общепромышленной.
Особенностью является ремонт элементов, обеспечивающих взрывонепроницаемость оболочки, к которым, как известно, относятся стыки оболочек и различные перегородки в них, проходные изоляторы и вводные устройства для кабелей.
Поэтому перед началом ремонта необходимо хорошо ознакомиться по чертежам завода-изготовителя со средствами, обеспечивающими взрывонепроницаемость оболочки аппаратуры, и проверить на соответствие ПИВЭ. По результатам рассмотрения определяют методы проведения ремонта изделия.
Так, проверка прочности взрывонепроницаемой оболочки должна проводиться гидравлическим способом, аналогичным тому, как это проводится во вновь изготовляемом изделии. Гидравлическому испытанию подвергаются все отремонтированные пли заново изготовленные детали оболочки, а также детали, не проходившие ремонта, но имеющие видимые следы механических повреждений.
При гидравлических испытаниях избыточное давление жидкости внутри испытуемой оболочки должно быть не менее указанного в табл. 8.

Рис. 59. Пример проведения гидравлических испытаний оболочек: а — в оболочке имеется отверстие для выхода воздуха при заполнении водой: б — в оболочке нет такого отверстия. 1 — резиновые прокладки; 2 — испытуемые оболочки; 3 — отверстие для выхода воздуха; 4 — трубка для предварительной заливки оболочки водой; 5 —насос; 6 — манометр; 7 — стендовая плита; 8 —дополнительная трубка для выхода воздуха.
Особое внимание должно быть обращено на закрепление испытуемой детали: она должна быть закреплена только в местах, предусмотренных конструкцией оболочки, в противном случае может оказаться так, что основную нагрузку от давления будут нести не элементы конструкции оболочки, а вспомогательные крепежные приспособления (струбцины, зажимные болты и другие элементы установки для проведения гидравлических испытаний).
Ремонтное предприятие должно получить с завода-изготовителя ремонтируемого изделия инструкции на проведение гидравлических испытаний особо сложных по конфигурации элементов, а ОТК должен строго следить за правильностью проведения испытаний. Некоторые примеры закрепления оболочек при гидравлических испытаниях приведены на рис. 59. Результаты испытаний деталей взрывонепроницаемого электрооборудования заносят в журнал, после чего детали с клеймом ОТК поступают на сборку. При этом ставить клеймо на взрывозащитных поверхностях запрещается.
Ремонт вводных устройств КИА и АА не имеет каких либо особенностей и сводится, как правило, к замене уплотнительного кольца для кабелей или изготовлению новых крепежных деталей для замены деталей с изношенной резьбой. Естественно, весь ремонт и в этом случае должен быть выполнен строго в соответствии с чертежами изделий.
Сложнее обстоит вопрос с ремонтом изоляторов, особенно во взрывозащищенной КИА и АА, где по условиям работы применяется дугостойкая изоляция. Изоляторы для этой аппаратуры изготовлены из дугостойкого пресс-материала, восстановление или изготовление их в условиях ремонтного предприятия чрезвычайно сложно и дорого, если учесть небольшое число требуемых изоляторов. В этом случае целесообразнее получать их с завода- изготовителя аппаратуры. ОТК предприятия должен проводить замеры получаемых изделий и сличать их с ремонтными чертежами.
Ремонт взрывонепроницаемых соединений рассмотрим более подробно, так как они обеспечивают взрывозащиту изделия. Чистота поверхности (ГОСТ 2789—59) взрывонепроницаемого соединения должна соответствовать требованиям, приведенным в ремонтных чертежах, но во всех случаях быть не ниже значений, указанных в табл. 10.

Рис. 60. Определение не плоскостности стыков.
1 — контролируемая оболочка; 2 — контрольная линейка; 3— измеряемый зазор.
Длина щели и допустимые зазоры должны соответствовать чертежам и удовлетворять требованиям табл. 11 и 12. Изменять каким бы то ни было способом конфигурацию взрывонепроницаемого соединения, «упрощать» ее, например, исключать указанные в чертежах завода-изготовителя какие-то проточки, буртики и т. п. не следует.
В связи с тем, что параметры взрывозащиты аппаратуры для сред 4 категории удовлетворяют индивидуальным требованиям, ремонт ее необходимо проводить строго в соответствии с чертежами завода-изготовителя.
Контроль основных параметров взрывонепроницаемых соединений производят путем измерений, диаметров цилиндрических поверхностей для цилиндрических соединений (косвенный метод) и с помощью контрольных щупов (ГОСТ 882—64) с точностью до 0,02 мм — для плоских соединений в собранной оболочке (прямой метод).
В отдельных случаях для плоских соединений применяют косвенный метод определения величины зазоров с помощью измерения не плоскостности (рис. 60), т. е. определение высоты зазора между одной из сопрягаемых плоскостей и поверочной плоскостью. Величина получаемого при этом зазора не должна превышать половины высоты зазора, указанной в табл. 11 и 12.
Незначительные по размерам пороки литья (раковины, чернота и т. п.), а также следы механических повреждений (забоины, вмятины, задиры и т. п.), обнаруженные на поверхностях фланцев или расточек после окончательной обработки, подлежит обязательной заделке. На взрывозащитных поверхностях оболочек после их обработки допускается пористость, не превышающая значений, указанных в табл. 9.
Указанные выше дефекты устраняют путем запайки припоями: ПОС-40 для раковин диаметром не более 2,0 мм и глубиной 1,0 мм в стальных деталях, медью — для чугунных деталей, металлизацией — для деталей из алюминиевых сплавов, а также различными термореактивными компаундами. Заделка свинцом не допускается. Перед запайкой или металлизацией должна быть произведена разделка до здорового металла в соответствии с требованиями: при разделке пороков литья (рис. 61) — по табл. 39; при разделке следов механических повреждении (рис. 62) — по табл. 40.
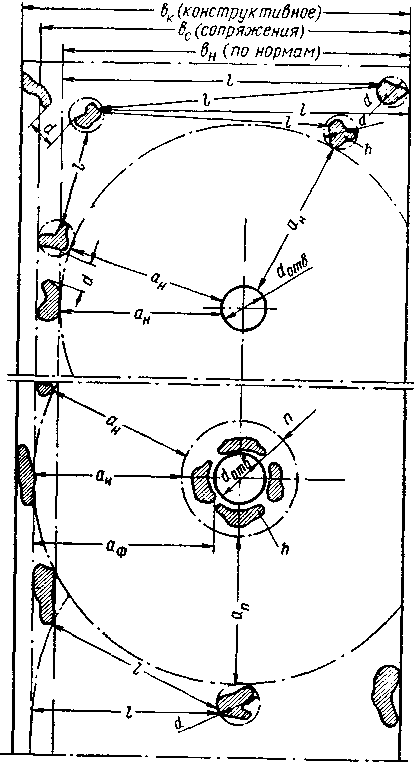
Рис. 61. Разделка пороков литья (см. табл. 39).
Таблица 39
Требования при разделке пороков литья (см. рис. 61)
Нормально допустимая по ПИВЭ длина щели между поверхностями прилегания на поверхности bн, мм | Максимально допустимая по ПИВЭ длина щели между поверхностями прилегания от кромки отверстия под болт до кромки оболочки на поверхности ан, мм | Кратчайший непрерывный путь по здоровой поверхности между разделками в пределах bн, мм (не менее) | Диаметр окружности, описанной вокруг разделки, мм (не более) | Глубина разделки, мм (не более) |
25 | 10 | 10 | 5 | 4 |
15 | 8 | 8 | 3 | 3 |
18 | 5 | 5 | 2 | 2 |
Размеры и расположение разделок на поверхности вне Вн не нормируются, однако расстояния от них до ближайших разделок, расположенных полностью или частично в пределах Вн должно составлять не менее 8 мм или С. В пределах зоны длиной L вокруг отверстия запайка или металлизация не допускаются. Заделка мест повреждений в расточках втулок для валиков управления также не допускается. Детали с такими повреждениями должны быть расточены с последующей установкой вновь изготовленных втулок.
В случае повреждений смотровых стекол, имеющихся на взрывонепроницаемой оболочке, особое внимание при ремонте обращают на материал, идущий на изготовление смотрового стекла. Если по условиям работы аппарата или прибора возможна его установка в агрессивных взрывоопасных средах, изготовление стекол из оргстекла не допускается. Ясно, что во всех остальных случаях размеры изделий, изготовляемых из оргстекла, должны строго соответствовать чертежам.
Рис. 62. Разделка следов механических повреждений (см. табл. 40).
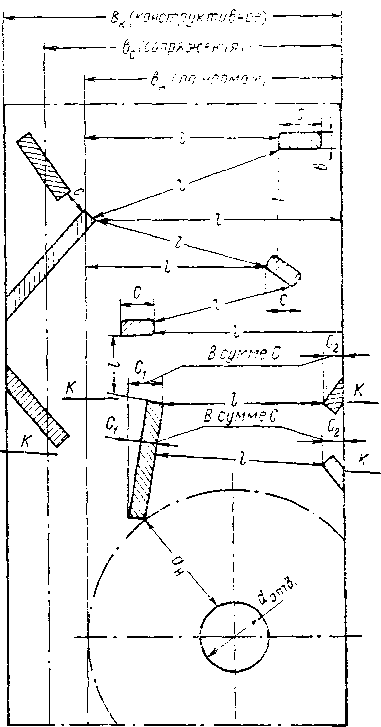
Таблица 40
Требования при разделке механических повреждений
(см. рис. 62)
Минимально допустимая по ПИВЭ длина щели между поверхностями прилегания на поверхности b , мм | Кратчайший неповрежденный путь по здоровой поверхности между разделками в пределах Cн, мм (не менее) | Проекция разделки на размерную линию длины поверхности С, мм (не более) | Суммарная проекция разделок в местах пересечения с линией К—К, совпадающей с размерной линией (C1-C2), мм (не более) | Ширина разделки | Глубина разделки, мм (не более) |
25 | 10 | 5 | 5 | 2 | 2 |
15 | 8 | 3 | 3 | 1,5 | 1,5 |
8 | 5 | 2 | 2 | 1,0 | 1,0 |
В остальных случаях стекла необходимо получать с заводов-изготовителей изделий. Изношенные уплотнительные эластичные прокладки также должны быть заменены принятыми в ремонтируемом изделии.
Класс изоляции проводов, используемых при ремонте трансформаторов, электромагнитов и т.п., должен быть не ниже класса изоляции нового изделия. Кроме того, после перемотки такие изделия подлежат проверке на нагрев.
КИА и АА в искробезопасном исполнении
При ремонте такой аппаратуры основное внимание уделяют строгому соответствию между электрической схемой, приведенной в чертежах завода-изготовителя, и восстанавливаемой схемой аппарат. В искробезопасную аппаратуру при ремонтах не допускается вносить никаких изменений и дополнений. Нельзя «дорабатывать» прибор, придавая ему какие-то новые исполнительные функции, даже если это может быть оправдано условиями работы прибора.
В искробезопасной аппаратуре, в том числе и в аппаратуре общепромышленного исполнения с искробезопасными выходными цепями (например, электронные потенциометры ЭПП, ЭПД и т. д.), допускается производить смену предохранителей, электронных ламп, сухих гальванических элементов и аккумуляторов, чистку и регулировку контактов и другие виды работ, не связанных с ремонтом, переделкой деталей, обеспечивающих или влияющих на искробезопасность.
При разработке технологических инструкций на ремонт искробезопасной аппаратуры необходимо четко указывать, какие детали подлежат восстановлению, а какие должны быть получены с завода-изготовителя.
Из технических условий на прибор должны быть выбраны и переданы на контрольный участок основные электрические параметры (токи, напряжения, индуктивности, сопротивления, емкости), определяющие искробезопасность его цепей. Не маловажную роль в этом деле играют измерительные приборы, выбранные для контроля указанных параметров, способ их подключения и т. д. Нельзя допускать, чтобы какой-то параметр отличался от указанного в технических условиях на прибор.
К ремонту намоточных изделий (трансформаторов, дросселей, специальных реле и т. п.) необходимо подходить с большой осторожностью. Если они в конструкции выполнены залитыми, то ремонту они не подлежат и должны быть заменены новыми, полученными с завода-изготовителя. При не залитом исполнении ремонт должен быть выполнен строго по заводским чертежам. В инструкции по ремонту должны быть указаны не только число витков, диаметры проводов, но и способ укладки витков, применяемые изоляционные прокладки, число слоев намотки и т. д.
Залитые термореактивным компаундом блоки искробезопасной аппаратуры ремонту также не подлежат.
Наладку и регулировку искробезопасных приборов и аппаратов производят после установления соответствия параметров в искробезопасных цепях данным, изложенным в технических условиях. После накладки и регулировки аппаратура поступает на окончательный контроль.
КИА и АЛ в исполнении повышенной надежности.
Надежность работы отремонтированной КИА и АА в этом исполнении зависит от качества проделанного ремонта. Поэтому для нее особенно важна хорошая отработка технологических процессов изготовления отдельных узлов и деталей изделия, а также используемых при ремонте материалов.
Строгое соответствие между ремонтными чертежами и чертежами завода-изготовителя — второе условие высококачественного ремонта. Само собой понятно, что ни один из параметров оборудования (температура нагрева, тип использованной изоляции, марки обмоточных проводов и т. д.) не должен отличаться от предусмотренных техническими условиями аппаратуры.
КИА и АА в маслонаполненном исполнении
Основное внимание при ремонте обращается на качество выполнения уплотнений смотровых стекол, выходных отверстий валов, течи в бачках и т. п.
В случае повреждения изоляции проводов, последние должны быть заменены проводами в маслостойкой изоляции. При ремонте масло из соответствующих резервуаров нужно полностью заменять свежим, независимо от срока его заливки. Поврежденные смотровые стекла и указатели уровня должны быть заменены новыми, выполненными в соответствии с заводскими чертежами.
КИА и АА в специальном исполнении
Ремонт этой аппаратуры полностью связан с особенностями взрывозащиты. Например, узлы и детали конструкции, залитые эпоксидным или другими термореактивными компаундами, ремонту не подлежат.
В случае применения кварцевого песка ремонт самой электроаппаратуры проводят в соответствии с ремонтными чертежами, а кварцевый песок перед засыпкой подвергают специальной обработке (гидрофобизации).
В электроаппаратуре, в которой в качестве взрывозащитных устройств имеется огнепреградители (например, фильтры газовых трактов электрогазоанализаторов п т. п.), при ремонте должны быть использованы изделия, сделанные на заводе-изготовителе.
Импортная взрывозащищенная контрольно-измерительная аппаратура
Ремонтные предприятия, как правило, не располагают полным комплектом документации на эту аппаратуру. В связи с этим вопрос о выполнении ремонта в каждом конкретном случае должен решаться индивидуально.
Для консультаций по ремонту необходимо привлекать контрольные организации (Гипронисэлектрошахт, ВостНИИ).