Глава 3. РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
§ 1, Дефектация
Дефектация машин производится перед ремонтом. Она необходима для определения состояния электрических машин и объема предстоящего ремонта,
Дефектацию начинают с внешнего осмотра машины, во время которого проверяют комплектность, т. е. наличие всех ее элементов и узлов. При осмотре для определения состояния основных узлов обращают внимание на внешние проявления дефектов - течи масла, следы поврежденной изоляции или проводников и т. п. Одновременно проверяют состояние креплений как самой машины, так и отдельных ее узлов - шкивов, муфт, а также таких ее частей, как смотровые лючки, крышки, вентиляционные сетки и т. д. После внешнего осмотра измеряют осевой разбег ротора, зазоры между якорем (ротором) и статором, а также зазоры в подшипниках.

Рис. 3.1. Измерение осевого разбега ротора
Для измерения осевого разбега ротора последний сдвигают в одну сторону до упора. С той же стороны крепят приспособление 2 (рис. 3.1). на которое устанавливают индикатор 3 так, чтобы его наконечник упирался в торец 4 вала машины I, а стрелка находилась против нулевого деления шкалы. Затем якорь смещают в сторону индикатора и по его показанию определяют значение осевого разбега, которое должно быть не менее 0,2 мм, Верхний предел разбега определяется конструкцией подшипника.

Рис. 3.2. Щуп для измерения больших зазоров
Воздушный зазор между ротором и статором в машинах с явно выраженными полюсами измеряют 3-4 раза иод серединой каждого полюса с обеих сторон машины, каждый раз поворачивая ротор (якорь) на 90. Средним зазором в каждой данной точке будет среднее арифметическое всех результатов измерений. При измерениях щуп должен проходить параллельно оси машины и нe попадать на базовый клин или бандаж крепления обмотки. По данным Р. Г. Ремке наибольшие отклонения измеренных зазоров не должны превышать следующих значений:
При наименьшем зазоре до 0,5 мм..................................................................... . . . ± 10%
При среднем зазоре: от 0,6 до 10,0 мм. ................................................................... ± 10%
ОТ 10 до 20 мм ........................................................................................ ...................... . . ± 1 мм
более 20 мм ........................................................................................................................ ±5%
При измерениях зазоров используют стандартные наборы удлиненных пластинчатых щупов. Процесс измерения заключается в подборе такого набора пластин, который входил бы с некоторым усилием в измеряемый зазор. После этого для контроля набор пластин сперва уменьшают, исключая самую тонкую пластинку (0,01 мм или 0,03 мм в зависимости от типа щупа), а затем увеличивают, добавляя также самую тонкую пластинку. Щуп уменьшенной толщины должен входить в измеряемый зазор свободно, а увеличенной толщины входить не должен. После проверок размер считают равным набору пластин, входящему с усилием.
Для измерения зазоров можно использовать также набор коротких пластинчатых щупов, закрепив их на стержне требуемой длины (примерно 1/3 длины стали статора). Порядок измерения при этом аналогичен описанному выше.
Для контроля зазоров более 5 мм следует применять проволочные щупы, один из которых показан на рис. 3.2. На каждый размер необходима изготовить щупы двух размеров - для максимально допустимого и для минимально допустимого зазоров. Щуп изготавливают из проволоки диаметром 2-3 мм, а размер контрольной части проверяют штангенциркулем. Для контроля зазора щуп вводят в него плашмя, параллельно оси машины, а затем поворачивают его на 90.
Таблица 3.1. Допустимые значения зазора между статором к ротором асинхронных электродвигателей
Мощность электродвигателя, кВт | Зазор, мм | |
Частота вращения, мин-1 | ||
500-15 00 | 3000 | |
До 0,2 | 0,20 | 0,25 |
0,2-1,0 | 0,25 | 0,30 |
1,0-2,5 | 0,30 | 0,35 |
2,5-5,0 | 0,35 | 0,40 |
5,0-10,0 | 0,40 | 0,50 |
10,0-20,0 | 0,40 | 0,65 |
20,0-50.0 | 0,50 | 0,80 |
50,0-100,0 | 0,65 | 1,00 |
100,0-200,0 | 0,80 | 1,25 |
200,0-300,0 | 1,00 | 1,50 |
Размер контролируемого зазора находится в пределах допуска в том случае, если контрольная часть щупа минимального размера свободно входит в зазор, а контрольная часть щупа максимального размера в него не входит. Если же щуп минимального размера не входит в зазор, то размер контролируемого зазора меньше допускаемого значения. Когда в зазор входит щуп максимального размера, то размер контролируемого зазора превышает допускаемый.
В табл. 3.1. приведены ориентировочные допустимые значения зазоров между ротором и статором асинхронных электродвигателей.
После внешнего осмотра и измерения зазоров необходимо осмотреть внутреннюю часть машины. При этом обращают внимание на состояние рабочей поверхности коллектора, колец, бандажей, креплений обмоток, лобовых частей обмоток, щеткодержателей и самих щеток. Если конструкция электропривода или машины допускает такую возможность, то якорь (ротор) поворачивают вручную.
При удовлетворительном состоянии машины ее подключают к электросети и запускают. Подшипники должны работать без стука с характерным ровным шумом и не должны перегреваться. Наблюдая за работой машины, обращают также внимание на характер вибраций, отсутствие „задеваний” ротора о статор, другую часть машины или о посторонний предмет.
Дефекты, выявленные при работе машины, могут иметь либо механический, либо электрический характер. Некоторый из наиболее типичных и часто встречающихся дефектов электрических машин приведены ниже. Если этот перечень не поможет вам установить причину дефекта в том или ином конкретном случае, то рекомендуем обратиться к фундаментальной книге [3], в которой приведен исчерпывающий перечень дефектов электрических машин, их проявлений и способов устранения. На основании материалов этой книги составлен данный перечень.
Неполадки асинхронных электродвигателей. Двигатель вхолостую вращается, а под нагрузкой останавливается.
Прежде всего необходимо измерить токи во всех фазах. При равенстве токов во всех трех фазах причинами дефекта могут быть: пониженное напряжение сети, ошибочное включение обмотки статора звездой вместо треугольником или слишком большое сопротивление в цепи фазного ротора. Последнее может быть вызвано в роторах, залитых алюминием, обрывом одного или нескольких стержней; в фазных роторах - распайкой хомутиков или плохими контактами в щеточном аппарате. Если токи в фазах неодинаковы и работа двигателя сопровождается шумом и вибрацией, то причиной дефекта может быть обрыв в одной из фаз обмотки статора при соединении фаз треугольником.
При включении двигатель гудит, а ротор медленно разворачивается. Токи в линейных проводах различны и даже при холостом ходе превышают нормальные значения. Причина такого дефекта заключается в том, что концы одной из фаз статора соединены неправильно по отношению к двум другим фазам обмотки (фаза „перевернута”). Для устранения дефекта определяют начала и концы всех фаз, производят их маркировку и выполняют правильное соединение обмоток (в соответствии с методикой 4 главы 1).
Неисправности синхронных маши и пониженное напряжение на выводах генератора при холостом ходе может быть обусловлено снижением частоты вращения ротора, дефектами возбудителя или обрывом (неправильным соединением) обмоток статора. Частоту вращения ротора измеряют тахометром или частотомером, подключенным на напряжение генератора. Напряжение на возбудителе проверяют вольтметром. Отсутствие обрывов в цепи возбудителя и проводах, идущих к ротору, устанавливается с помощью вольтметра или контрольной лампы. Обрыв обмотки статора определяют ранее описанными способами.
Причиной понижения напряжения на зажимах синхронного генератора под нагрузкой кроме снижения частоты вращения ротора ниже синхронной может быть включение нагрузки с низким значением коэффициента мощности.
Неравенство между фазных напряжений синхронного генератора под нагрузкой чаще всего обусловливается неравномерностью распределения последней между фазами. Реже причиной его может быть неправильное соединение катушечных групп или обрыв в одной из фаз обмотки статора (обычно вследствие плохой распайки контактных соединений).
Причиной медленного разворота синхронного двигателя при включении может быть пониженное напряжение сети или обрывы в стержнях пусковой обмотки.
Синхронный двигатель выпадает из синхронизма по следующим причинам: слишком большая механическая нагрузка на валу, пониженное напряжение питаю· шей сети, недостаточный ток возбуждения, дефект в обмотке ротора.
Повышенная вибрация синхронной машины в генераторном режиме при разомкнутой цепи возбуждения большей частью происходит из-за нарушения балансировки ротора вследствие смешения катушек под действием центробежной силы. Если вибрация наблюдается только при включенной цепи ротора, то причиной ее служит витковое замыкание в обмотке одной из катушек ротора. При неустойчивом замыкании вибрация появляется периодически.
Неполадки машин постоянного тока. Отсутствие напряжения w выводах генератора может быть обусловлено: неправильным чередованием полярности полюсов, недостаточной величиной тока возбуждения и, наконец, неполадками в работе первичного двигателя. Недостаточный ток возбуждения может быть в результате большого сопротивления реостата, включенного в цепь возбуждения. Напряжение на генераторе может отсутствовать вследствие неисправности щеточного аппарата или неправильной установки траверсы щеткодержателей, а также при потере машиной остаточного магнетизма. Дня восстановления последнего ее отключают от сети, после чего через катушки возбуждения в соответствии со схемой машины пропускают постоянный ток. У первичного двигателя необходимо прежде всего проверить направление и частоту вращения.
Наиболее вероятной причиной низкого напряжения при холостом ходе генератора является пониженная частота вращения. При номинальной частоте причиной могут быть дефекты обмотки якоря или возбудителя. Причиной более вероятной для машины, вышедшей из ремонта, может быть увеличенный зазор между якорем и полюсами.
Причиной значительного снижения напряжения на выводах генератора под нагрузкой может быть неправильное включение обмоток последовательного возбуждения, которое приводит к ослаблению основного магнитного потока. То же самое происходит и при сильном сдвиге щеток с нейтралей
Электродвигатель при включении не вращается или медленно разворачивается.
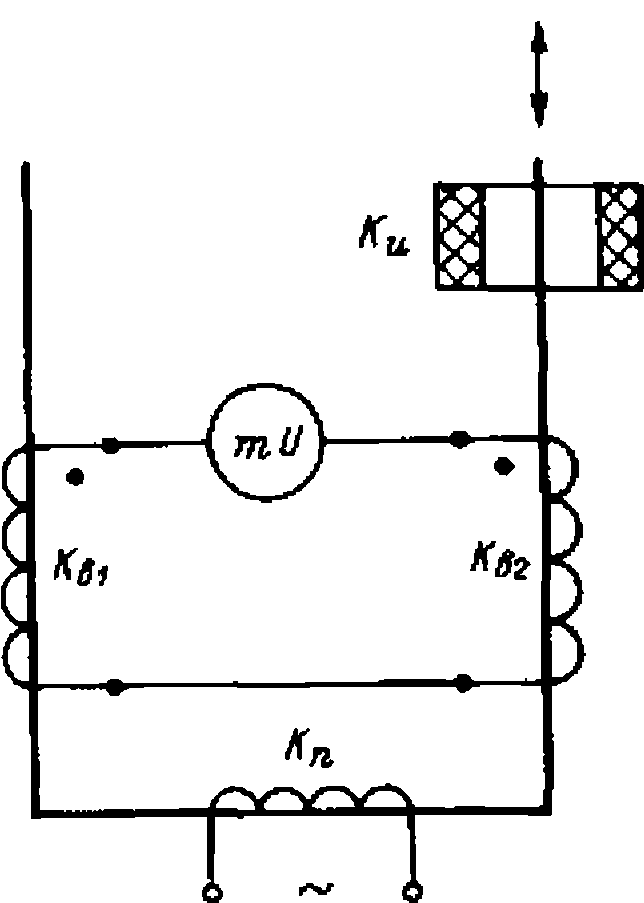
Рис. 3.3. Схема для определения наличия короткозамкнутых витков
При исправной внешней цепи причиной этого дефекта у двигателя с параллельным возбуждением может быть включение пускового реостата в его общую цепь. С увеличением нагрузки увеличивается падение напряжения на пусковом реостате, что приводит, в свою очередь, к снижению напряжения на обмотке возбуждения. Для устранения этого дефекта необходимо и обмотку возбуждения, и реостат включать непосредственно на внешние выводы электрической машины.
Причины тех или иных дефектов далеко не всегда можно обнаружить визуально, поэтому для их поиска применяют специальные методы. В § 4 главы 1 были рассмотрены методы проверки полярности обмоток и целости электрических цепей. Рассмотрим еще ряд методов поиска дефектов.
Наличие короткозамкнутых витков в различных обмотках можно определить, использовав схему, показанную на рис. 3.3, которая описана в работе [2]. На незамкнутом сердечнике расположены основная катушка К и две вспомогательные катушки, имеющие одинаковое число витков» но включенные встречно. Поэтому при подаче напряжения в катушку Кп ЭДС, наводимые во вспомогательных катушках, равны по величине и противоположны по направлению, и стрелка прибора устанавливается против нулевой отметки. Если в проверяемой катушке Ки есть короткозамкнутые витки, то симметрия потоков в стержнях, а следовательно, и ЭДС вспомогательных катушек нарушается. Стрелка прибора отклоняется от нулевого положения, сигнализируя о наличии короткозамкнутых витков.
Состояние контактных и паяных соединений проверяют, нагревая их протекающим через них током. При исправном соединении показания амперметра стабильны, а нагрев всех частей цепи, по которым протекает этот ток, одинаков. Непостоянство показаний амперметра и неравномерный нагрев в отдельных местах указывают на дефектную пайку или плохое соединение. Продолжительность пропускания тока 8- 10 мин. Значения испытательного тока, как правило, равны кратному току установившегося режима работы электрической машины.
Для нахождения места замыкания якорной обмотки на корпус применяют схему, приведенную на рис. 3.4. а. Один провод от источника GB подключается непосредственно к валу, а второй - через дополнительный резистор к любой коллекторной пластине. Вольтметр, с помощью которого ищут место замыкания, подключают следующим образом: одним проводом его соединяют с валом электрической машины, а вторым поочередно прикасаются к коллекторным пластинам. При перемещении последнего по коллектору показания прибора при приближении к пластине, которая соединена с обмоткой, замкнутой на корпус (вал), будут уменьшаться. При соединении второго провода вольтметра непосредственно с этой пластиной показания прибора будут равны кулю.
Для нахождения короткозамкнутых обмоток якоря или их частей применяется схема, показанная на рис. 3-4, б. Поиск дефектных обмоток производится следующим образом. К двум смежным коллекторным пластинам 1 через регулировочный резистор R и щупы 2 подводят ток от источника GR. Вторая пара щупов 3 служит для подключения милливольтметра PU, которым измеряют падение напряжения на этой же паре коллекторных пластин. При наличии замыкания в обмотке, подключенной к данной паре пластин, показания прибора будут меньше, чем у любой другой пары пластин. Испытательный ток выбирают равным 5-10 А. Для предупреждения повреждений милливольтметра необходимо сперва подключать щупы 2 и только затем щупы 3
Обрыв в обмотках якоря может быть обнаружен аналогичным образом. При обрыве или плохом контакте секции обмотки с петушками коллектора напряжение на дефектной паре пластин будет больше, чем на других парах.
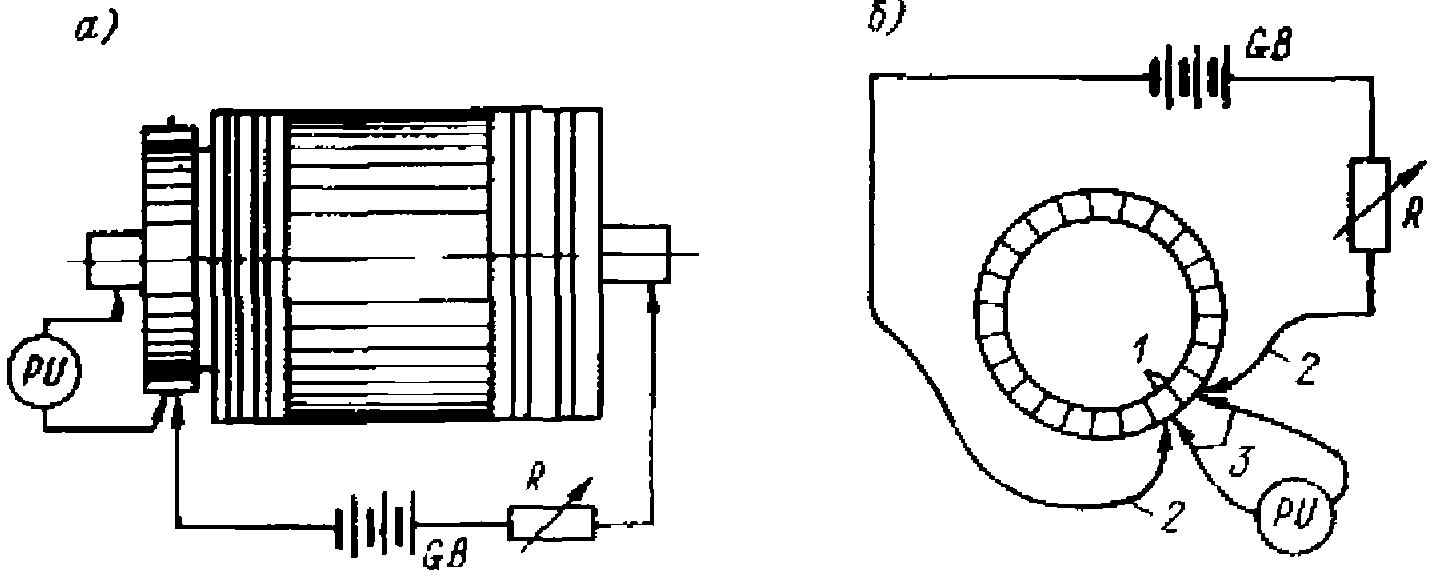
Рис. 3.4. Схемы для нахождения места замыкания обмотки якоря, а - на корпус; б - между витками
Этот же метод можно применить и для контроля качества паек обмоток. При хорошей пайке показания милливольтметра на всех парах коллекторных пластин будут одинаковы. Пайка считается хорошей, если разность показаний прибора между равными парами пластин не превышает 10% для небольших машин и 5%
для крупных машин, например гребных двигателей и генераторов. Уменьшение напряжения при неизменном токе говорит о плохой пайке. Соединения пластин с обмоткой в этом случае необходимо пропаять заново.