Припои представляют собой специальные сплавы, применяемые при лайке. Их основные характеристики приведены в табл. 2.12. В процессе пайки места соединения и припой нагревают. Расплавленный припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. Металл и припой образуют прослойку, которая после застывания соединяет детали в одно целое.
Таблица 2,12. Основные характеристики припоев
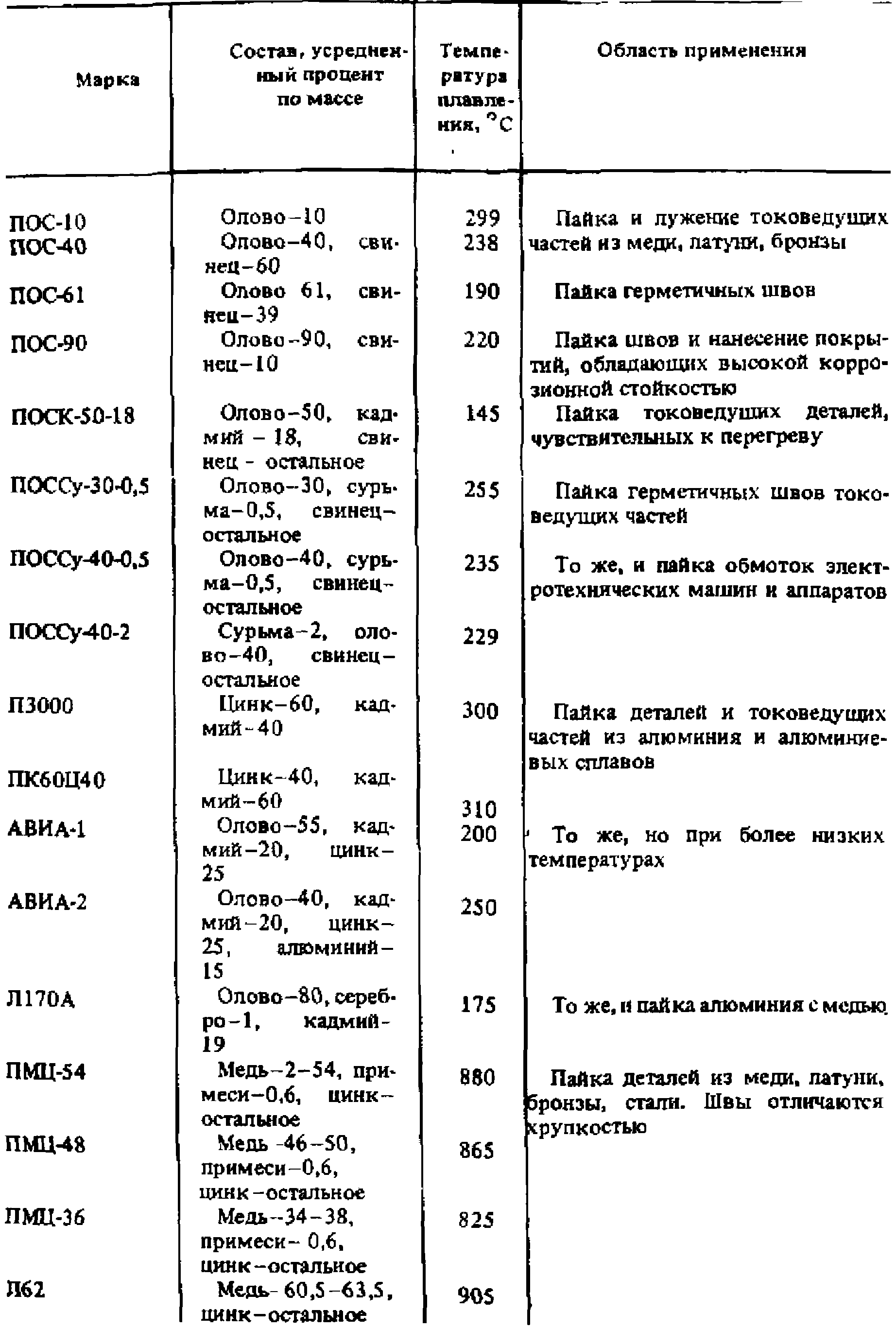
Продолжение табл.2.12

Припои принято делить на две группу: мягкие и твердые. К мягким относятся припои с температурой плавления до 400 С, а к твердым - с температурой плавления свыше 500 С. Тип припоя выбирают сообразуясь с родом спаиваемых металлов или сплавов, требуемой механической прочностью, а при пайке токоведущих частей и удельным электрическим сопротивлением припоя.
Мягкими припоями являются в основном оловянно-свинцовые (марка ПОС). Наибольшее распространение среди твердых припоев получили медно-цинковые (ПМЦ) и серебряные (ПСр) .Оловянно-свинцовые припои широко распространены из-за своей относительной дешевизны и способности к большой жидкотекучести при температуре плавления, что обеспечивает хорошее заполнение шва при пайке. Обозначаются они ПОС-10, ПОС-40, ПОС-61, ПОС-90. Цифра указывает процентное содержание олова.
Таблица 2.13. Основные характеристики флюсов

Сурьмянистые оловянно-цинковые припои обеспечивают хорошую герметичность шва; их применяют при пайке тонких швов обмоток электрических машин и аппаратов. Последняя цифра в обозначении припоя указывает процентное содержание сурьмы.
Мягкие припои также бывают с присадками кадмия, висмута; они обеспечивает надежную пайку соединений, чувствительных к повышенному нагреву.
Из твердых припоев наиболее широко используются медно-цинковые. Процент содержания меди указывается в марке припоя. Медно-фосфоритные припои обеспечивают малое удельное электрическое сопротивление швов, но очень хрупки и подвержены вибрации. Медно-серебряные припои образуют механически прочные и корроэиесгойкие швы, имеющие, однако, малое удельное электрическое сопротивление.
Флюсы, основные свойства которых представлены в табл, 2.13, очищают поверхности спаиваемых деталей от окислов и других загрязнений, а также предохраняют их от окисления в процессе пайки. По действию, оказываемому на металл, подвергаемый пайке, флюсы делят на несколько групп.
Активные или кислотные флюсы изготавливают на основе соляной кислоты, хлористых и фтористых соединений металлов и т. п. Эти флюсы интенсивно растворяют оксидные пленки на поверхности металла, что обеспечивает высокую механическую прочность спая. Их следует применять только в том случае, когда возможна тщательная промывка места спая и удаление остатков флюса. При монтажной пайке электротехнических изделий применение активных флюсов недопустимо.
К бескислотным флюсам относят канифоль и др. флюсы на ее основе с использованием неактивных веществ спирта, глицерина и т. п.
Активированные флюсы изготавливают также на основе канифоли, но для увеличения их активности добавляют активаторы - небольшие количества солянистого анилина, салициловой кислоты, солянокислого диэтиламина и т. п. Применение активированных флюсов позволяет производить пайку и без предварительного удаления окислов после обезжиривания спаиваемых поверхностей.
Антикоррозийные флюсы имеют в своем составе фосфорную кислоту и различные органические соединения и растворители. Их остатки не требуется удалять, так как они не вызывают коррозии.