Выбор способа оконцевания, соединения и ответвления жил изолированных проводов и кабелей зависит от материала, сечения, конструкции и изоляции этих жил, способа прокладки проводов и кабелей и ряда других условий.
Для оконцевания, соединения и ответвления алюминиевых жил применяют: механические зажимы и опрессование, электросварку методом контактного разогрева, термитную сварку, газовую сварку и пайку, а для медных жил — механические зажимы и опрессование (в редких случаях пайку).
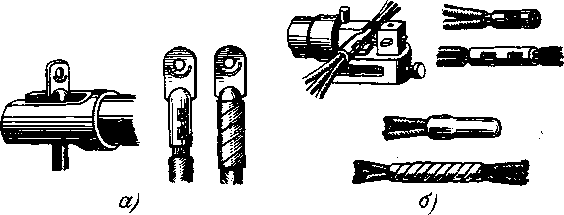
Рис. 5-24, Оконцевание и соединение алюминиевых жил опрессовкой. а — оконцевание опрессовкой алюминиевых наконечников; б — соединение опрессовкой алюминиевых гильз ГАО.
В табл. 5-16 приведена область применения наиболее распространенных методов оконцевания, соединения и ответвления жил проводов и кабелей.
Оконцевание и соединение алюминиевых жил опрессовкой показано на рис. 5-24.
В основу метода опрессовки положен принцип местного вдавливания или сплошного обжатия на шестигранник трубчатой части наконечника или соединительной гильзы, а для опрессовки медных жил малых сечений (до 2,5 мм2) — принцип гребенчатого вдавливания.
Особенностью опрессования является простота операции. При опрессовании не требуются нагревательные приборы и электроэнергия. Для опрессования запрещается применять наконечники и гильзы, не соответствующие сечению и конструкции жил, и выкусывать из них проволоки.
Таблица 5-16
Область примененная наиболее распространенных методов оконцевания, соединения и ответвления жил проводов и кабелей

Способ | Конструкция и материал жнлы | Диапазон сечений жил, мм* | Возможность применения |
| Соединение и ответвление |
| |
Термитная сварка встык с применением патронов типа ПА | Алюминиевые многопроволочные и | 16—240 | Следует применять |
алюминиевых гильз типа ГА | То же | 16—240 | Рекомендуется |
алюминиевых гильз типа ГАО | Алюминиевые однопроволочные | 2,5—10 | *** |
медных гильз типа ГМ | Медные многопроволочные | 16—240 | Следует применять |
угольным электродом | алюминиевые | 2,5—10 | Следует применять |
| медные | 1,5—4 | То же |
аппаратом (ВКЗ-1 (без флюса) | алюминиевые | 2,5—4 (суммарное сечение свариваемых жил 12,5 мм2) | Допускается |
Опрессование в фольге гребенчатыми пуансоном и матрицей | Медные многопроволочные | 2,5 | *** |
Соединение при помощи люстровых зажимов | Однопроволочные медные и алюминиевые | До 2,5 | Следует применять |
Ответвление от магистрали сжимами в изолирующем корпусе | Алюминиевые однопроволочные и многопроволочные | Магистраль 4—150; ответвление 1,5—95 | Следует применять без разрезания магистралей |
Качество контакта при опрессовании в значительной мере зависит от чистоты поверхности жилы и внутренней поверхности гильзы, а при опрессовании алюминиевых жил — также и от степени разрушения оксидной пленки. Поэтому опрессование алюминиевых жил производят с обязательным применением кварцевазелиновой пасты, твердые частицы которой способствуют разрушению оксидной пленки в процессе опрессования, а вазелин предотвращает образование пленки вновь.
Соединение и оконцевание алюминиевых жил проводов и кабелей сваркой производят в основном тремя способами: электросваркой контактным разогревом, термитной и газовой сваркой.
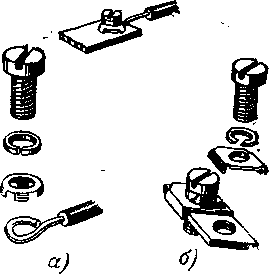
Рис. 5-25. Присоединение однопроволочных алюминиевых жил к зажимам электрооборудования.
а —кольцом, с применением ограничивающих шайб-звездочек; б — с применением П-образных ограничивающих шайб.
Электросварку контактным разогревом в основном применяют для соединения и ответвления алюминиевых проводов мелких сечений при стендовой заготовке осветительных электропроводок.
Термитная сварка относится к наиболее надежным способам соединения алюминиевых жил проводов и кабелей. Ее преимущества — высокая надежность соединений, простота технологии, малые габариты и масса приспособлений, независимость от источников энергии.
Газовую сварку алюминиевых проводов выполняют в пламени различных горючих газов — ацетилена, пропан-бутана и пропано-кислородной смеси.
При выполнении сварочных операций необходимо стремиться к максимальному сокращению времени сварки во избежание перегрева и порчи изоляции.
Пайка относится к наиболее трудоемким процессам и поэтому находит весьма ограниченное применение при монтаже осветительных электропроводок.
На рис. 5-25 показана последовательность присоединения алюминиевых однопроволочных жил сечением до 10 мм2 к зажимам электрооборудования и электроуста- новочных приборов с применением ограничивающих шайб-звездочек и П-образных ограничивающих шайб. Последние допускают присоединение без образования кольца. Перечень механизмов, приспособлений и инструментов, применяемых для оконцевания и соединения жил проводов и кабелей, приведен в § 5-13.