Порядок производства электромонтажных работ в распределительных устройствах (РУ) подстанций установлен СНиП Ш-И. 6—67 и «Инструкцией по монтажу комплектных распределительных устройств 6 (10) кВ с камерами КСО и КРУ»![]()
Для монтажа электрооборудования в распределительных устройствах подстанции заказчик должен передать электромонтажной организации техническую документацию в полном объеме. В состав ее входят: рабочие чертежи; схема первичных и вторичных соединений, планы установки камер и щитов с соответствующими разрезами и отдельными узлами, чертежи прокладки силовых и контрольных кабелей с кабельными журналами, чертежи и сети заземления, освещения и строительные задания на установку закладных конструкций, а также пояснительная записка, сметы и спецификации на материалы и оборудование для электромонтажной организации.
Монтаж электрооборудования закрытого РУ осуществляется в две стадии: на первой выполняют прокладку внутреннего и наружного контура сети заземления, установку закладных конструкций, прокладку труб для ввода кабелей и проводов и сеть общего освещения; на второй — установку конструкций, укрупненных блоков и узлов электрооборудования, присоединение кабелей, проводов, шин, прокладку вторичной коммутации, установку и подключение аппаратов и приборов, их регулировку и наладку.
Электромонтажные работы второй стадии должны выполняться после полного окончания штукатурных работ, чистовой побелки и черного пола. В период подготовки производства работ заказчик обязан передать в соответствии с проектом все электрооборудование для укрупненной сборки и наладки в МЗУ электромонтажной организации.
При монтаже электрооборудования в закрытых РУ бригада подстанционщиков состоит из 6—8 рабочих, обладающих несколькими специальными профессиями — такелажника, коммутатчика и другими.
Индустриальный способ монтажа оборудования РУ. Наиболее эффективным способом монтажа оборудования РУ является индустриальный. Применяя его, при надлежащей инженерной подготовке производства работ можно достигнуть наибольшего эффекта роста производительности труда. Так, рационализаторы треста Электромонтаж-1 разработали специальные макеты для укрупненной сборки оборудования (рис. 4).
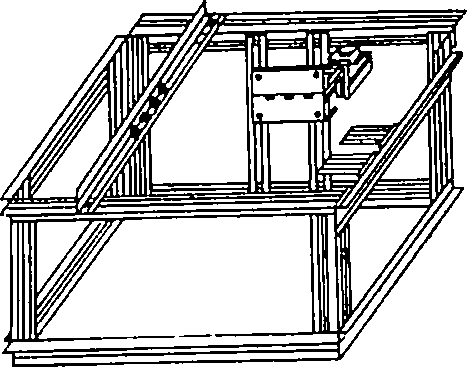
Рис. 4. Макет для укрупненной сборки оборудования камеры трансформатора подстанции.
Макеты нашли широкое применение при монтаже городских подстанций с силовыми трансформаторами мощностью до 630 кВА. Моделирование подстанций на макетах-стендах теперь производится непосредственно в МЗУ не только по эскизам замерщиков, но и по фактическим размерам электрооборудования. Макет представляет собой раздвижной стенд, позволяющий выполнять монтаж и сборку электрооборудования любой городской подстанции.
Предварительная сборка оборудования РУ из укрупненных блоков производится на макетах-стендах в МЗУ электромонтажной организации. В настоящее время взамен камер КСО-2УМ изготавливают камеры КСО-266, камер КСО-3 модернизированные камеры КСО-366. В конструкциях новых камер предусмотрены заземляющие ножи, обеспечивающие безопасность производства ремонтных работ, а также установку соответствующих перегородок, ограждений и блокировки для безопасного обслуживания камер.
Сборку камер КСО в блоки производят на специальных площадках на металлической раме, изготовленной из швеллера № 12. При сборке блоков, состоящих из 2—8 камер, необходимо вначале установить раму строго в горизонтальном положении, а затем согласно схеме коммутации, указанной в проекте, поставить на нее камеры. Камеры следует выставлять по уровню и отвесу.
После сбалчивания смежных камер необходимо выполнить приварку каждой камеры в двух местах сплошным швом длиной 100—200 мм к верхней плоскости рамы. Затем выполняют ошиновку камер сборными шинами. Ответвленные шипы рекомендуется присоединять сваркой. При сборке камер КСО на макетах-стендах производят не только сборку в укрупненные блоки камер КСО или ЩО, но и проверку качества монтажа выключателей, разъединителей, рубильников, автоматов, блокировочных устройств, а также дополнительную регулировку и наладку. Проверка качества монтажа выключателей и разъединителей в камерах КСО должна производиться с использованием ручного привода после снятия с него консервирующей смазки и подготовки для опробования. Перед проверкой качества монтажа разъединителя необходимо выявить правильность его заводской сборки, прочность крепления изоляторов и тяг, целостность и состояние фарфоровых частей.
При обнаружении трещин, скола и повреждений глазури их необходимо заменить. При осмотре токоведущих частей необходимо произвести подготовку деталей и подтяжку болтовых соединений.
Рычажной привод разъединителя должен быть установлен так. чтобы при верхнем положении его рукоятки ножи разъединителя были полностью включены. При перемещении рукоятки рычажного привода сверху вниз должно происходить полное отключение разъединителя, а снизу вверх — включение. В обоих положениях штифт привода должен свободно входить в отверстие сектора рычага и запирать привод во включенном и отключенном положениях.
При регулировке разъединителя требуется довести до нормативных требований центровку ножей, правильность их вхождения в неподвижные контакты, угол открывания, одновременность включения, плотность прилегания контактов и давление контактных пластин на ножи разъединителя. При проверке качества монтажа выключателей нагрузки особое внимание следует обращать на его контактную систему. Необходимо помнить, что при включении выключателя нагрузки сначала замыкаются его дугогасительные контакты, так как их ножи длиннее главных, а при отключении — сначала размыкаются главные контакты, а затем дугогасительные.
Выключение и отключение выключателя нагрузки производится ручным приводом ПР-17 или ПРА-17, предусматривающим дополнительное автоматическое отключение. При включении привода ПР-17 (ПРА-17) рукоятка должна плавно поворачивать секторный рычаг и заводить пружину выключателя, удерживая механизм свободного расцепления. При отключении выключателя этот механизм срабатывает и отсоединяет рукоятку от секторного рычага. В связи с тем, что выключатель нагрузки устроен аналогично трехполюсному разъединителю, его ревизия и регулировка производится так же, как и разъединителя. Дополнительно выполняют ревизию дугогасительной камеры, предохранителей, а для выключателя типа ВНП-17 — ревизию механизма автоматического отключения при перегорании предохранителей.
При проверке качества монтажа масляного выключателя типа ВМП-10 необходимо обращать внимание на его крепление к раме основания и строго вертикальную установку, подключение шин и соединение выключателя с приводом при помощи регулируемой тяги, обеспечивающей при положении привода «Включено» зазор между рамами и упорным болтом буфера выключателя в пределах, установленных паспортом.
Для ревизии внутренней части выключателя необходимо снять с каждого полюса нижнюю крышку с неподвижным контактом, удалить распорный цилиндр и камеру. Выключатель заливают чистым, сухим трансформаторным маслом до уровня маслоуказателя.
При проверке качества монтажа предохранителей тщательно выверяют установку рамы или цоколя по уровню и отвесу, следя за равномерным затягиванием гаек, чтобы оси изоляторов одной фазы совпали по вертикали с продольной осью патрона и контактных губок с допуском ± 0,5 мм. Патроны должны входить в губки без перекоса от нажатия одной руки, а контактные зажимы должны плотно охватывать цилиндрическую головку патрона или ножи патрона.
При проверке качества патрона измерительных трансформаторов необходимо проверить их симметричную расстановку по отношению к другим аппаратам и затянуть болты. После тщательной проверки качества монтажа электрооборудования и доведения его до норм, указанных в ПУЭ, производится окраска мест сварки блоков и выполнение надписей на камерных или щитах согласно проекту и ПУЭ.
Аналогично производится сборка укрупненных блоков распределительных щитов низкого напряжения только на металлической раме, изготовленной из швеллера № 8 или 10. При сборке блоков распределительных щитов также производится проверка качества заводского монтажа оборудования, аппаратов и приборов. При проведении ревизии и регулировки оборудования необходимо добиться, чтобы контактные поверхности губок и ножей рубильника и трубчатого предохранителя легко и плотно входили на свои места и не имели перекосов, зазоров и других дефектов.
В аппаратах со скользящим контактом должен быть обеспечен надлежащий нажим подвижных контактов на неподвижные по всей длине их хода. Приборы должны быть установлены вертикально.
В МЗУ собираются блоки из камер КСО и панелей ЩО. При большом количестве камер и панелей их стыкуют и только после этого производится ошиновка. После ошиновки в месте стыка сборные шины разрезают и блоки расставляются. Соединение разрезанных сборных шин на объекте производится после установки блоков с помощью накладок на болтах. Блоки, собранные в МЗУ, после пусконаладочных работ доставляются на объект специальным контейнером на трайлере.
Монтаж доставленных на объект укрупненных блоков и узлов электрооборудования РУ подстанции осуществляется на открытой площадке подстанции с помощью башенного или автомобильного крана.
При монтаже блоков электрооборудования подстанции, находящейся внутри здания, все блоки подают башенным краном через монтажные проемы. Монтане укрупненных блоков электрооборудования на открытой площадке сводится к установке их па фундаменты.
После окончания сварки укрупненных блоков подстанции в помещении РУ и проведения пусконаладочных работ производится ввод и присоединение силовых кабелей к камерам и панелям РУ. Присоединение концевых заделок силовых кабелей к камерам и щитам можно производить только после окончания всех электромонтажных работ в РУ и сдачи подстанции в эксплуатацию.