8. ПРЕДУПРЕЖДЕНИЕ ВОДОРОДНОГО ОХРУПЧИВАНИЯ ВОЗДЕЙСТВИЕМ НА ВОДНО-ХИМИЧЕСКИЙ РЕЖИМ
Основные требования к водно-химическому режиму, направленные на предотвращение водородного охрупчивания и его начальной стадии — «первичной» коррозии поверхности парогенерирующих труб, сводятся к обеспечению поддержания защитной пленки магнетита на указанной поверхности в неповрежденном состоянии, а также к быстрому и эффективному залечиванию» оголенных участков металла стенки труб при повреждении слоя магнетита. Необходимо, кроме того создать условия, которые препятствовали бы чрезмерному росту этого слоя до той критической величины, при которой происходит его разрушение, а также предотвращали бы образование как пористых осадков, так и малотеплопроводных отложений либо их комбинаций.
Целесообразно проанализировать, обеспечивают ли существующие традиционные докотловые и внутрикотловым водно-химические режимы выполнение перечисленных требований. Как уже отмечалось, без учета фактора тепловой нагрузки и других показателей, характеризующих критические условия, ответить на этот вопрос затруднительно. Практика эксплуатации свидетельствует о том, что применительно к котлам, использующим твердое топливо, существующие водно-химические режимы не вызывают ощутимых затруднений в работе. Экранная же система мазутных котлов высокого и сверхвысокого давлений при тех же режимах часто оказывается не защищенной от внутренней коррозии и водородного охрупчивания металла. Поскольку такая коррозия проявляется и при высоком, нормируемом ПТЭ [83] качестве питательной воды и поскольку отдельные затруднения в проведении оптимального докотлового режима в конечном счете лишь усугубляют проблемы, стоящие перед режимом внутрикотловым, целесообразно рассмотреть недостатки, особенности и пути улучшения внутрикотловым водно-химических режимов мазутных котлов высокого и сверхвысокого давлений. Рассмотрение этого должно быть проведено под углом зрения соответствия указанным выше требованиям предотвращения внутренней коррозии и наводороживания металла экранных труб.
Фосфатирование продолжает оставаться практически единственным методом коррекционной внутрикотловой обработки для отечественных барабанных котлов независимо от их параметров и вида топлива, хотя недостатки этого метода применительно к мазутным котлам высокого и сверхвысокого давлений известны [84, 85]. Обычно применяется щелочно-солевой режим либо режим чистофосфатной щелочности. В [86] отмечались преимущества коррекции водного режима фосфатированием для котлов среднего давления, но считался совершенно неоправданным механический перенос такой коррекции на котлы высокого и особенно сверхвысокого давления, поскольку фосфатирование не устраняет железоокисного и медного накипеобразования, может усилить отложения цинка и магния в виде фосфатов и способно вызвать железофосфатное накипеобразование.
В работе [3] отмечались трудности поддержания режима чистофосфатной щелочности на мазутных котлах из-за образования в зоне высоких тепловых нагрузок пористых феррофосфатных отложений.
По данным ВТИ, повреждения в зоне высоких тепловых нагрузок парогенерирующих труб котлов давлением 155 кгс/см2 происходили по причине образования в этих трубах легкорастворимых отложений, которые в значительной степени состояли из тринатрий- и динатрийфосфатов. При этом избыток фосфатов в продувочной воде составлял, как правило, 30—50 мг/л и менее. Однако растворимость фосфатов натрия при температурах более 120°С резко снижается и при давлении 140—155 кгс/см2 и соответствующей температуре насыщения (около 350°С) она незначительна (0,15%), хотя и существенно превышает фактические избытки фосфатов. Выпадение фосфатов на поверхности нагрева объясняется глубоким упариванием котловой воды в пристенном слое при высоких локальных тепловых нагрузках (явление «прятания фосфатов»). При этом, как уже отмечалось нами, возможно разрушение защитной пленки магнетита. Повреждения экранных труб котлов ТП-82 Ленинградской ГЭЦ-14 из-за отложений Na3PO4 и Na2HPO4 происходили по причине вялой циркуляции в ряде контуров в растопочном режиме и связанном с этим обстоятельством глубоком упаривании котловой воды. Экранные трубы повреждались непосредственно после пуска котлов.
Титц и Вернер более 20 лет назад отмечали воздействие фосфатных отложений на защитную пленку магнетитa [87]. Они полагали, что в котловой воде при высоких температурах протекают следующие обратимые реакции:
Образование железофосфатных соединений начинается при температуре 250°С, прогрессирует с ростом температуры и прямо зависит от избытка фосфатов в котловой воде. По данным ВТИ, при повышенном содержании фосфатов в котловой воде пониженной щелочности и высоких нагрузках возникает опасность отложений кислых фосфатов![]() ,
,
которые взаимодействуют с защитной пленкой магнетита, разрушают ее и могут вызвать коррозию металла стенки трубы [88]. С точки зрения предупреждения отложений на теплонапряженной поверхности экранных труб растворимых солей и снижения скорости коррозионных процессов неоднократно отмечались преимущества уменьшенного фосфатирования или бесфосфатного режима. Однако переход на такой режим привел во многих случаях к появлению почти безбуферной котловой воды в первой ступени испарения котлов давлением 155 кгс/см2. При отсутствии 100%-ной очистки конденсата внутрикотловой режим оказался труднорегулируемым, нестабильным, со значительными колебаниями pH котловой воды. По результатам обследования ряда ТЭС был сделан вывод, что режимы чисто фосфатной щелочности и солефосфатный (при малом избытке фосфатов), поддерживаемые дозировкой тринатрийфосфата или смеси его с кислыми фосфатами (гексаметафосфат, триполифосфат), при эксплуатации котлов с давлением более 100 кгс/см2 не могут быть выдержаны и приводят к внутренней коррозии разных труб [89].
Эти неожиданные результаты пытались объяснить воздействием на защитную пленку магнетита кислот, получающихся в результате следующих предполагаемых реакций:
Исследования ЦКТИ показали, что реализация чисто- фосфатного или щелочно-фосфатного режима с использованием ранее часто применяемой в практике смеси тринатрийфосфата и гексаметафосфата натрия приводила на участках с максимальным теплонапряжением к железофосфатным отложениям и к интенсивной язвенной коррозии экранных труб в результате протекания следующих предполагаемых реакций [91]:
а) термического разложения в пристенном пористом слое отложений на теплонапряженных трубах ионов
![]() до ионов пирофосфорной кислоты
до ионов пирофосфорной кислоты
![]() (13)
(13)
б) последующего разрушения защитной магнетитной пленки
![]() (14)
(14)
в) коррозии металла под поврежденной пленкой магнетита
![]() (15)
(15)
Имеется также много сведений, что режим чистофосфатной щелочности не исключает образования трещин в барабанах котлов высокого давления из стали марок 22К и 16ГНМ.
Нельзя отрицать, что в последние годы применительно к современным котлам давлением 155 кгс/см2 на недостатки фосфатирования как коррекционного метода внутрикотловой обработки неоднократно обращалось внимание. Если ранее нормы ПТЭ не ограничивали избыток фосфатов в продувочной воде, то такое ограничение было установлено: в IX издании ПТЭ —100 мг/л, в XII издании — 75 мг/л, в новых нормах [83] — не более 30 мг/л для мазутных котлов и не более 50 мг/л для котлов, работающих на других видах топлива. На основании проведенных испытаний мазутных котлов давлением 155 кгс/см2 Союзтехэнерго рекомендовал во многих случаях еще меньший избыток РО в продувочной воде (20 мг/л). Нами установлено, что на таких котлах в зоне высоких локальных тепловых нагрузок не удается избежать железофосфатных отложений в экранных трубах и при избытке РО — в солевом отсеке всего в 12 мг/л. Из изложенного следует, что рекомендуемые [83] как безагрессивные режимы чистофосфатной щелочности и солефосфатный во многих практических ситуациях эксплуатации котлов высокого и сверхвысокого давлений, особенно работающих на нефтяном топливе, не только не предотвращают отложений на внутренней поверхности парогенерирующих труб и их коррозии, но часто оказываются коррозионно-активными. Оба режима направлены на предупреждение межкристаллитной коррозии («каустической хрупкости»), которая, как известно, приводила к частым повреждениям элементов котлов с вальцованными и заклепочными соединениями. Однако, как указывалось в § 1, неправомочность механического переноса условий протекания «каустической хрупкости» в котлах низкого и среднего давлений на современные цельносварные котлы высоких параметров очевидна. Если опасения по поводу «каустической хрупкости» элементов котлов высокого и сверхвысокого давлений из-за повышенной относительной щелочности котловой воды вызывают серьезные сомнения и не подтверждаются длительной практикой эксплуатации, то, напротив, имеется немало данных о том, что на указанных котлах к отрицательным результатам в части водородных повреждений экранных труб приводит именно отсутствие или недостаток «свободной» щелочи в котловой воде.
Практика показывает, что ограничение относительной щелочности котловой воды и поддержание pH только за счет ввода аммиака и гидразина во многих случаях не позволяет создать надежный внутрикотловой водно-химический режим мазутных котлов высокого и сверхвысокого давлений. При этом могут возникать следующие отрицательные обстоятельства: пониженная стойкость защитных пленок магнетита и повышенная скорость коррозии стали; опасность образования малотеплопроводных отложений; повышенный вынос кремниевой кислоты с паром; малая «буферность» котловой воды и возможность практически одновременных хрупких повреждений экранных труб на нескольких агрегатах, например, вскоре после нарушения водного режима [85]. Если ранее для отечественных котлов давлением 100 кгс/см2 и выше относительная щелочность котловой воды ограничивалась нормой не более 10%, то затем [83] это ограничение справедливо ослабляется (20%) и разрешается превышение этой нормы для котлов давлением 13—100 кгс/см2 с условием применения пассиваторов. Однако указанные изменения ПТЭ продолжают по данному вопросу не соответствовать действующим «Правилам устройства и безопасной эксплуатации паровых и водогрейных котлов», которыми допускается при принятии мер по предупреждению межкристаллитной коррозии превышение относительной щелочности котловой воды более 20% независимо от давления. Следует также подчеркнуть, что ПТЭ по-прежнему разрешается поддержание pH питательной воды исключительно за счет летучих, но не «твердых» щелочей. В работах [84, 85] нами отмечалось, что такой подход во всех без исключения случаях не является правомерным и технически оправданным и что превышение нормируемой относительной щелочности и применение для поддержания pH «нелетучей» щелочи следовало бы допускать, когда эти меры оказываются необходимыми для обеспечения надежного водно-химического режима.
По данным подкомитета по коррозии американского общества инженеров-механиков, в период с 1955 по 1970 г. характер повреждений парогенерирующих труб котлов высокого давления США изменился от преимущественно язвенных на хрупкие (водородные), что совпадает по времени с отказом от щелочной обработки и переходом к пониженной щелочности с применением фосфата натрия и летучих оснований [4]. В результате представляющие наибольшую опасность хрупкие разрушения на котлах США давлением 168 кгс/см2 достигли 65% числа всех коррозионных повреждений.
Представляет интерес опыт эксплуатации мазутных котлов давлением 136 кгс/см2 ТЭС Маннгейм в ФРГ. Экранные, трубы этих котлов диаметром 57,0X4,5 выполнены из жароустойчивой стали 45,8 по стандарту ФРГ VDE17175. Питательная вода обрабатывалась только «летучей» щелочью (гидразин, аммиак) до pH, равной 9,1—9,5; содержание в ней соединений железа не превышало 10 мкг/л, соединений кремниевой кислоты (в пересчете на SiO2) — менее 10 мкг/л; электропроводимость колебалась в пределах 4— 6 мкСм/см. Отложения в парогенерирующих трубах располагались преимущественно на 1/3 периметра, обращенного в топку, и состояли в основном из окислов железа. В зоне высоких тепловых потоков [примерно 393 000 ккал/(м2-ч)] неоднократно происходили хрупкие повреждения экранных труб. Было высказано предположение, что обработка питательной воды только летучей щелочью, уходящей с паром, приводит к невозможности образования защитной пленки магнетита по реакции Шикорра (6) из-за недостаточной концентрации гидроксил-ионов либо времени реакции в пристенной зоне интенсивного кипения и сильной турбулизации потока вследствие высокой тепловой нагрузки. Было принято решение с целью обеспечения и ускорения указанных реакций использовать для подщелачивания нелетучие щелочные вещества. Дозировкой в питательную воду NaOH (70 мкг/л) либо КОН (20 мкг/л) удалось в дальнейшем полностью избежать хрупких повреждений экранных труб. В результате был сделан вывод о принципиальной возможности решения проблемы коррозии этих труб в котлах высокого давления с естественной циркуляцией путем соответствующей дозировки «твердых» щелочей.
Имеется немало аналогичных сообщений из опыта ФРГ. Здесь в последние годы известны неоднократные случаи хрупких разрушений парогенерирующих труб мазутных котлов в зонах высоких тепловых нагрузок, одной из главных причин их полагают именно отсутствие либо недостаточность подщелачивания питательной воды нелетучими щелочами. Применительно к таким котлам считают недостаточным и неэффективным подщелачивание летучими веществами (аммиак, гидразин) из-за невозможности поддержания в пограничном слое в условиях интенсивного кипения требуемого водородного показателя для образования защитной пленки магнетита. Так, при эксплуатации двух мазутных котлов (давление 142 кгс/см2) применялось, кроме летучих, подщелачивание питательной воды едким натром до pH=9,5, и в течение двух лет не было ни одного повреждения экранных труб. Вскоре после прекращения применении «твердых» щелочей на обоих котлах в зоне высоких тепловых нагрузок произошли тяжелые повреждения парогенерирующих труб вследствие обезуглероживания металла вплоть до выкрашивания eго кусков, т. е. произошли массовые типичные водородные разрушения. В другом случае интенсивную коррозию экранов двух мазутных котлов давлением 130 кгс/см2 обнаружили уже через 1000—2000 ч эксплуатации и только применение твердых подщелачивающих веществ позволило прекратить коррозию и предотвратить аварийные последствия.
Представляет интерес опыт Англии, где применительно к барабанным котлам давлением 180/165 кгс/см2 конденсационных блоков. 300—500 МВт электростанций, находящихся в ведении государственного энергетического управления, применяется, как правило, режим чистогидратной щелочности. Коррекция осуществляется дозировкой только одного реагента NaOH или LiOH, количество которого зависит от содержания в котловой воде хлоридов, так что соблюдается отношение![]()
Дозировку аммиака и гидразина не производят, полагая, что они не обеспечивают поддержание требуемых значений pH котловой воды на участках с высокой тепловой нагрузкой. Известно, что во Франции для барабанных котлов давлением 140—180 кгс/см2 относительная щелочность котловой воды непосредственно не нормируется, но фактически в практике эксплуатации она часто поддерживается на уровне 20—25% [92].
Необходимо подчеркнуть, что рекомендации по повышению pH питательной и котловой воды нелетучими щелочами нельзя считать универсальными для всяких водно-химических режимов и даже для одних и тех же котлов при разных состояниях внутренней поверхности экранных труб и уровня теплового напряжения.
Как уже отмечалось, наличие пористых отложений и высокой тепловой нагрузки способны привести в конкретных условиях к чрезмерно высокой концентрации едкого натра в пристенной зоне и ускорению повреждения магнетитной пленки. Поэтому в общем случае не будет ошибочным признать, что применение нелетучей щелочи может в одних условиях предотвратить развитие коррозии парогенерирующей системы, а в других, напротив, интенсифицировать эту коррозию в нейтральной воде, менее устойчивы к коррозии и эрозии, чем пленки, образованные в слабощелочных растворах. Котлы, работающие на «чистой» воде, не избавлены от коррозии в зонах «напряженного» металла. Разрушения экранных труб предотвращали путем простого увеличения содержания свободных гидроксильных групп в котловой воде. Когда созданы условия для чрезмерного концентрирования нелетучих щелочей, наблюдается достаточно быстрое достижение критической толщины защитного слоя магнетита и его разрушение с последующей коррозией металла стенки трубы.
Выводы американских специалистов, проводивших в 1966— 1969 гг. стендовые исследования внутренней коррозии котлов высокого давления, сводятся, в частности, к следующему: при достаточно чистой внутренней поверхности парогенерирующей трубы наличие свободной гидроокиси натрия не вызывало коррозии, а при понижении pH из-за присосов в конденсаторе предотвращало коррозию. Однако наличие загрязненной поверхности нагрева в тех же условиях приводило к щелочной коррозии. В ФРГ при испытании промышленного мазутного котла давлением 80 кгс/см2 пришли к выводу, что обработка питательной и котловой воды только летучими щелочами оказалась возможной при удельной электропроводимости Н-катионированной пробы котловой воды не более 3 мкСм/см (при высоких тепловых потоках). Подщелачивание «твердыми» щелочами позволило и при снижении требований к качеству котловой воды обеспечить защиту от коррозии испарительной части котла. В то же время испытания показали, что при наличии отложений в экранных трубах переводу в режим обработки едким натром должна предшествовать химическая очистка [94].
Целесообразно еще раз подчеркнуть тот факт, что традиционные и во многом справедливые опасения по поводу отрицательного воздействия избыточного едкого натра в котловой воде на сохранность от коррозии парогенерирующей системы существенно затруднили и задержали применение нелетучей щелочи и в тех случаях, когда была необходимость такого применения именно для предотвращения коррозии. Вследствие этой «щелочебоязни» металл мазутных котлов давлением НО- 155 кгс/см2 при высоком уровне локальных тепловых потоков и отсутствии «буферности» котловой воды оказался не защищенным от коррозии. Известно немало практических случаев, когда повышение относительной щелочности котловой воды с 10 до 20—24% оказывалось достаточным для решительного уменьшения скорости коррозии парогенерирующей системы мазутных котлов Мы располагаем 20-летним опытом эксплуатации котлов ТП-230-2, работающих на питательной воде с pH 9,6+10,5 (60-100% добавка, приготовленного по схеме Na-катионирования) без существенных затруднений с точки зрения коррозии экранной системы. Такие же котлы, работающие в аналогичных условиях, но на питательной воде гораздо более высокого качества по солесодержанию и щелочности, оказались значительно уязвимее к внутренней коррозии испарительной системы. Таким образом, нельзя отрицать необходимость индивидуального подхода к организации безагрессивного щелочного режима, в том числе и к возможности применения нелетучей щелочи для котлов высокого и сверхвысокого давлений.
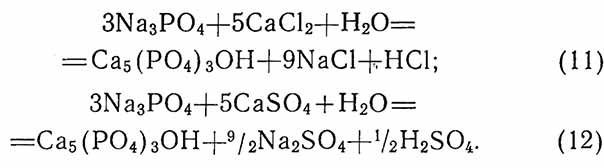
Что касается узких пределов нормирования pH питательной воды (9,1+0,1) за счет дозировки исключительно летучей щелочи, то такое нормирование, по-видимому, не является достаточным и целесообразным, во всяком случае для котлов с естественной циркуляцией. Защита докотлового тракта, т. е. тракта с однофазной средой, возможна в довольно широком диапазоне значений pH, тогда как важным условием предотвращения коррозии парогенерирующей системы является обеспечение строго определенных для конкретных режимов эксплуатации значений pH котловой воды, как правило, больших, чем pH питательной воды. Согласно ПТЭ значение pH при 25°С для котлов со ступенчатым испарением должно быть: в первой ступени испарения не ниже 9,3, в продувочной воде солевых отсеков не выше 10,7. При поддержании в питательной воде требуемого значения pH только с помощью аммиака pH котловой воды может быть даже ниже, чем pH питательной воды. Непосредственно в пристенной зоне интенсивного кипения, где «уходит» летучая щелочь и отсутствует раствор «твердой» щелочи, фактически может возникать не щелочная, а кислая среда. Это положение иллюстрируется показанной на рис. 36 и рис. 37 зависимостью значений pH чистой воды, обработанной аммиаком, от температуры. Полагают, что при pH выше 12 будут происходить утолщение и растрескивание магнетита.
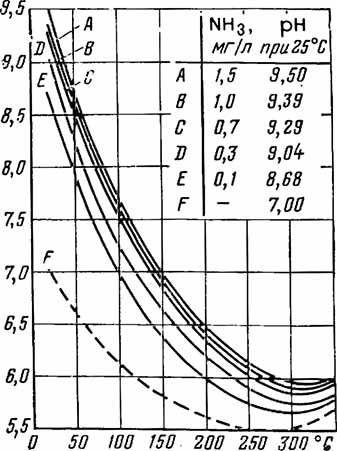
Рис. 36. Зависимость pH от температуры при различном содержании аммиака в водном растворе.
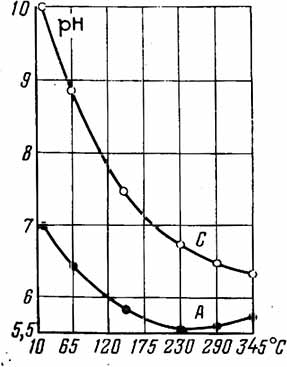
Рис. 37. Зависимость pH от температуры.
А — вода; С — водный раствор ΝΗ3, содержащий 11,2 мг/л.
В новых руководящих указаниях VGB по качеству питательной и котловой воды для водотрубных котлоагрегатов давлением выше 64 кгс/см2 отмечается, что для котлов с естественной циркуляцией недостаточное подщелачивание котловой воды является одной из главных причин многочисленных коррозионных повреждений экранных труб; применение только летучих щелочей не обеспечивает поддержания требуемого водородного показателя в граничном кипящем слое; для питательной воды должно обеспечиваться pH>9; pH котловой воды целесообразно корректировать применением «твердых» щелочей. Наш опыт эксплуатации отечественных мазутных котлов давлением 155 кгс/см2, испарительная поверхность которых испытывает высокие тепловые нагрузки, показал возможность и целесообразность применения для подщелачивания кроме аммиака также и едкого натра с поддержанием pH котловой воды в первой ступени испарения в пределах 9,8—10,3, во второй — 10,5—11,0. В частности, этого оказалось достаточно для предотвращения водородных повреждений экранных труб котлов ТГМ-96 Волгоградской ТЭЦ-2.
Дозировка твердой щелочи и уточненные пределы значений pH котловой воды зависят от ряда конкретных обстоятельств. Важнейшими из них являются: уровень критических условий, необходимых для отхода от режима устойчивого пузырькового кипения (тепловой поток, давление, массовая скорость, паросодержание в «кризисных точках»); качество питательной воды и особенности поведения ее составляющих в котле, в пристенном слое кипения; режимы коррекционной до- и внутрикотловой обработки.
Поскольку «регулирование» пограничного слоя пока не поддается расчету, для предотвращения водородных повреждений и «первичной» коррозии экранных труб необходимо проведение испытаний. Целью их является определение дозы твердой щелочи и уровня pH котловой воды при различных условиях по дозировке летучей и нелетучей щелочи и месту их ввода. На основании опыта эксплуатации должны уточняться качественные характеристики питательной и котловых вод.
Критериями интенсивности коррозионных процессов могут быть: содержание водорода в парах и оценка интенсивности и характера накипеобразования коррозии по вырезкам наиболее теплонапряженных участков экранных труб. Как отмечалось в § 7, нарушение устойчивого режима кипения и наличие теплосмен на парогенерирующей поверхности может быть предотвращено различными методами снижения максимума локальной тепловой нагрузки, повышением надежности естественной циркуляции и другими теплогидродинамическими средствами. В результате может быть обеспечена сохранность защитной пленки магнетита в парогенерирующих трубах при эксплуатационном водно-химическом режиме и отпадает необходимость в его изменении. Таким образом, мы еще раз обращаем внимание на важность комплексного подхода к предотвращению водородной коррозии путем воздействия на связанные друг с другом как «внутренние» водно-химические, так и теплогидродинамические факторы. Необходимо также учитывать, что дозировка нелетучей щелочи, как правило, не отменяет коррекцию водного режима аммиаком и гидратном, а дополняет ее. При этом необходимые дозы аммиака и гидразина могут быть подсчитаны из условия связывания соответственно углекислоты и кислорода в докотловом тракте, тогда как требуемая доза твердой щелочи должна обеспечить оптимальный внутрикотловой щелочной режим.
Следует особенно подчеркнуть роль едкого натра при встречающихся в практике эксплуатации нарушениях качества питательной воды на ТЭЦ с промышленным отбором пара. Водно-химический режим таких ТЭЦ несравненно тяжелее, чем на конденсационных электростанциях и ТЭЦ с чисто отопительным отбором пара (КЭС) на те же параметры и вид топлива. В отличие от КЭС, на ТЭЦ с производственным отбором пара приходится восполнять значительные потери конденсата в цикле путем эксплуатации водоприготовительных схем и устройств, не позволяющих, как правило, осуществлять обезжелезивание больших количеств добавочной воды до норм ПТЭ. По опыту Мосэнерго, обессоленная вода характеризуется содержанием остаточного железа (в пересчете на Fe) от 50 до 150 мкг/л. В ряде случаев при сложных режимах предочистки положение еще хуже. Понятно, что содержание окислов железа в питательной воде будет определяться главным образом добавком обессоленной или химочищенной воды. На КЭС такой добавок составляет 0,5—7% и роль его незначительна, тогда как на ТЭЦ с промышленным отбором пара часты добавки в размере 20—70%, при которых обеспечить нормируемое содержание окислов железа практически невозможно. Компенсация потерь пара производится частично за счет «возвратных» производственных конденсатов, содержание в них продуктов коррозии стали и других конструкционных материалов допускается действующими нормами [95] до 500 мкг/л. Фактически же во многих случаях бывают и худшие показатели. В обычно применяемых устройствах для очистки производственных конденсатов (сульфоугольные либо целлюлозные фильтры) обеспечить обезжелезивание их до требуемого уровня не удается. Кроме того, в производственных конденсатах могут присутствовать вещества, вызывающие интенсивную коррозию парогенерирующих труб. Очистка же от них, а также обезжелезивание внутристанционных конденсатов, нормами [95] не предусматривается В результате качество питательной воды ТЭЦ часто нарушается, причем нарушения происходят внезапно, кратковременно, однако приводят к резкому ухудшению водно-химического режима и при отсутствии автоматических сигнализаторов обнаруживаются в основном с опозданием. В этих случаях процессы коррозии протекают с достаточно высокой скоростью, так что период времени от нарушения водного режима до коррозионного повреждения парогенерирующей трубы может исчисляться несколькими сутками, а иногда и часами. Особая опасность, при этом заключается в возможности практически одновременного аварийного выхода из работы по причине повреждения экранных труб нескольких котлов, использующих питательную воду одного качества из общего коллектора (как это обычно и осуществляется на ТЭЦ с поперечными связями). Последствия таких случаев бывают тяжелыми, они приводят к ограничению потребителей в тепловой и электрической энергии, требуют выполнения большого объема ремонтных работ по замене нескольких, а иногда — десятков и сотен экранных труб.
Опыт эксплуатации многих промышленных ТЭЦ сверхвысокого давления показывает, что надежность работы их котлов при использовании нефтяного топлива требует не только обезжелезивания, но и полной очистки, т. е. обессоливания, как конденсата, возвращаемого с производства, так и внутристанционных потоков конденсата.
Согласно ПТЭ в производственном конденсате недопустимо присутствие веществ, не находящихся в отпускаемом потребителям паре и способных вызывать коррозию оборудования и трубопроводов или образование отложений на их внутренней поверхности. На практике это требование часто нарушается. Все эти обстоятельства отражают трудности эксплуатации ТЭЦ высокого давления с промышленным отбором пара. Остается также открытым вопрос, какие именно примеси производственного конденсата и в каком количестве являются опасными. Следует отметить, что во многих случаях исходные данные для проектирования установок по очистке производственного конденсата, выдаваемые соответствующими проектными организациями промышленных предприятий — потребителей пара ТЭЦ, оказываются непредставительными. По этой причине конденсатоочистительные установки ТЭЦ не могут справиться с очисткой производственных конденсатов от фактических загрязнений. В этих условиях отсутствие достаточного резерва производительности основных схем подготовки обессоленной или химочищенной воды ставит ТЭЦ с большим промышленным отбором пара в тяжелые условия.
Приведем примеры. На ТЭЦ с мазутными котлами давлением 155 кгс/см2 типа ТГМ-84 в результате нарушения водно-химического режима, связанного с кратковременным попаданием в питательный тракт соединений кальция, в течение 2 сут. были повреждены экранные трубы на пяти котлах из восьми работающих. Количество отложений в экранных трубах было сравнительно невысоким (150—300 г/м2), причем нижний слой из пористых железоокисных осадков был покрыт тонкой, прочной пленкой солей кальция. В пересчете на СаО их количество в отложениях составило 15—28%. Поврежденные и неповрежденные агрегаты работали в равных условиях по паропроизводительности, качеству питательной воды, топливу и т. д., кроме одного — поврежденные котлы с 6 горелками имели примерно на 30% больший уровень локальных тепловых нагрузок, чем неповрежденные с 18 горелочными устройствами. Это обстоятельство, очевидно, оказалось решающим как для осаждения малотеплопроводной накипи именно в зонах высоких локальных теплонапряжений, так и последующего повышения температуры стенки труб с нарушением нормального режима кипения и возникновения теплосмен. Эти факторы привели к растрескиванию защитной пленки магнетита, усиленному наводороживанию металла в узкой зоне по образующей, наиболее выступающей в топку, и в результате к хрупким повреждениям металла.
На другой ТЭЦ с мазутными котлами давлением 155 кгс/см2 (типа ТГМ-96) в течение 1,5 сут. произошли хрупкие повреждения экранных труб на трех котлах по причине попадания в котлы повышенного количества соединений кремния. Важно подчеркнуть, что поврежденные агрегаты со времени пуска в эксплуатацию проработали различное время (3,5 года, 2 года и 1,5 мес), имели разный уровень железоокисных отложений в экранных трубах (от 300 до 30 г/м2), т. е. решающим оказалось кратковременное нарушение водно-химического режима, которое и привело к водородным повреждениям. Особую опасность с точки зрения водородного охрупчивания труб представляют загрязнения, которые быстро разлагаются с образованием кислых резко снижающих pH котловой воды и интенсивно корродирующих парогенерирующую систему.
По данным ВТИ, к таким загрязнения могут относиться органические вещества, содержащие галоиды, например дихлорэтан, хлороформ, бромоформ, четыреххлористый углерод и т. п., затем серу либо фосфорсодержащие, а также азотсодержащие вещества, такие, например, как меркаптаны, нитросоединения и т. п. Скорость распада упомянутых веществ зависит от температуры, а степень их распада при данной температуре определяется фактором времени, так что именно эти обстоятельства объясняют пассивный характер «скрытых» загрязнений в докотловом тракте и их высокую агрессивность в котлах (температура кипящей котловой воды, как известно, значительно выше, чем питательной, а время присутствия примеси в котле с естественной циркуляцией в десятки раз больше, чем в питательной воде). Очевидно, важное значение имеет также возможность концентрирования агрессивных примесей в пористых (железоокисных, железофосфатных) отложениях на обогреваемой части экранных труб. Попадание «скрытых» загрязнений в питательный тракт наиболее вероятно на ТЭЦ с промышленным отбором пара за счет производственных конденсатов. Известны случаи загрязнения и исходной воды, поступающей на водоприготовительные установки, потенциально кислыми органическими веществами, которые не задерживались водоочистками и попадали в питательный тракт. Так, в результате совместного исследования ВТИ Ленэнергоналадки в 1972—1973 гг. было установлено, что щелочность исходной воды для ряда ТЭС Ленэнерго обусловлена не только бикарбонатами, но и солями слабых органических кислот (гуматная щелочность), причем последняя существенно зависит от времени года и погодных условий и составляет 0,2—0,6 мг-экв/л. Увеличивалось количество окислов железа и железофосфатных соединений, осаждаемых в котле. Поддержание кремниевых соединений в растворимой форме в виде силикатов натрия становилось невозможным, и происходило образование отложений кремния на экранных трубах. Обработка питательной воды аммиаком и гидразином, естественно, не могла устранить все эти отрицательные последствия попадания потенциально кислых продуктов в котлы. Эта задача была решена только путем коррекции режима нелетучей щелочью, а именно, путем ввода едкого натра.
Аналогичные результаты были получены и на электростанции Норд ФРГ. Пока в схему водоподготовки (полное химобессоливание) поступала вода артезианских скважин, каких-либо неприятностей с котлами не было. Показатель pH питательной воды поддерживался на уровне 9,5 с помощью аммиака и гидразина. Повреждения экранных труб начались после того, как в качестве исходной начали применять также (до 50%) речную (рейнскую) воду. При этом обнаружилось падение pH котловой воды, которое предварительно объясняли наличием в речной воде «органики ИКС», проходящей через водоочистительную установку в питательный тракт и разлагающейся в котлах с образованием кислых продуктов. Первоначально было неясно, что представляет из себя «органика ИКС», но в результате проведенных исследований удалось установить, что ее разложение, начинающееся при температуре деаэрации 102°С, резко усиливается при температуре 210°С и продолжается в котле. Интенсивность этого разложения зависит от температуры, а полнота разложения — от продолжительности нагревания. При концентрировании анионных продуктов разложения на ионообменных смолах были обнаружены «остатки» гетероорганических производных хлора, серы и фосфора в виде соответствующих неорганических кислот (соляной, серной и фосфорной). Окончательные выводы исследований были сформулированы следующими положениями. При использовании питательной воды с примесью потенциально кислых органических соединений аммиачная обработка неэффективна независимо от дозы аммиака. В пристенной зоне интенсивного кипения при аммиачной обработке не удается избежать аномальной среды, ведущей к чередующимся процессам разрушения и восстановления магнетитовых слоев. Образующийся в результате этих процессов толстый слоистый магнетит защитными свойствами не обладает, является пористым, стимулирует концентрирование в порах примесей котловой воды, способствует возникновению достаточно высокого парциального давления водорода и ускоренному наводороживанию металла экранных труб с обогреваемой стороны. Наиболее эффективным практическим методом предотвращения аварийных повреждений экранных труб является повышение концентрации гидроксильных ионов в зоне кипения дозировкой нелетучих щелочей (например, едкого натра) с поддержанием pH котловой воды на уровне 10.
Для предотвращения малотеплопроводных отложений кремния в парогенерирующих трубах целесообразность применения «твердой» щелочи не вызывает сомнений. По данным ряда исследователей, обработка «летучими» щелочами (рН=8,6-9) приводит к отложениям значительных количеств кремния, тогда как в присутствии едкого натра кремний на теплопередающей поверхности практически не выпадает (менее 1%), поскольку образуются его растворимые соединения. Отечественные ТЭЦ располагают многолетним опытом надежной эксплуатации котлов давлением 100 кгс/см2 (ТП-230, ТП-170, ТГМ-151 и др.), работающих на щелочной питательной воде (за счет добавки Na-катионированной воды) с содержанием кремниевой кислоты в пересчете на SiО2 до 1000—1200 мкг/л. В то же время опыт эксплуатации мазутных котлов высокого и сверхвысокого давлений, использующих для компенсации потерь конденсата высококачественную обессоленную воду, а для поддержания pH — только аммиак, выявил большие затруднения, связанные с отложениями в экранных трубах соединений кремниевой кислоты. Особое внимание при этом заслуживает нерастворимая, «нереакционноспособная» кремнекислота, которая обычно не фиксируется оперативным аналитическим контролем. Как известно, при таком контроле определяется только растворимая форма кремнекислоты по методике, основанной на образовании окрашенного кремнемолибденового комплекса. По данным Уралтехэнерго, в котловой воде чистого отсека содержание неопределяемой обычным способом, т. е. «нереакционноспособной», кремнекислоты может составлять 25—30% общего кремнесодержания, причем с увеличением pH более 9,5 разница между определяемой и общей кремнекислотой уменьшается.
В условиях Волгоградской ТЭЦ-2 после подщелачивания едким натром наблюдался рост содержания определяемой кремнекислоты в обессоленной воде, производственном конденсате и в питательной воде на 5—40%. Очевидно, это происходило за счет перехода нерастворимой формы кремнекислоты в растворимую, определяемую форму. Аналогичные сведения дает и зарубежный опыт. Так, на одной из электростанций ФРГ при содержании в обессоленной воде двуокиси кремния, активной к реакции с молибдатом, в количестве 10 мкг/л, в питательном тракте при температуре 250°С обнаруживался рост содержания кремнекислоты до 70 мкг/л за счет гидротермального разложения силикатов и перехода их в растворимую форму. С учетом современных представлений об электростатическом и магнитном механизме.
Осаждения взвешенных частиц на теплоотдающей поверхности наибольшую опасность представляет именно нерастворимая форма кремнекислоты. Даже незначительное содержание ее в котловой воде должно приводить к образованию малотеплопроводных отложений кремния, особо опасных прежде всего с точки зрения водородного охрупчивания экранных труб. Таким образом, применение едкого натра может предупреждать отложения соединений кремния и при наличии в питательной воде растворенной формы кремнекислоты, и в случаях попадания в питательный тракт «неопределяемой» ее формы.
При выборе места ввода нелетучей щелочи необходимо учитывать следующее: точка ввода ее должна располагаться за деаэрационными установками, в противном случае удаление углекислоты в деаэраторах будет затруднено; отбор питательной воды (конденсата) на впрыск для регулирования температуры пара должен производиться до ввода в нее нелетучей щелочи; допустима дозировка щелочи в барабан при условии хорошего перемешивания и исключения местной передозировки. В этом смысле, а также с целью защиты кипящей части водяного экономайзера предпочтительным является ввод твердой щелочи в трубопровод питательной воды непосредственно перед котлом, например в сниженный узел питания.
На основании изложенного можно сделать следующие выводы. Традиционные способы коррекции водно-химического режима за счет использования только летучих аминов в докотловом тракте и фосфатирования в котлах не способны во многих случаях предупреждать водородные повреждения экранных труб мазутных котлов давлением 110—155 кгс/см2. Применение режима чистофосфатной щелочности может усилить опасность водородного охрупчивания. Ограничение относительной щелочности котловой воды во всех без исключения случаях необоснованно.
Применение твердых щелочей способно предотвратить либо существенно ослабить угрозу водородных повреждений экранных труб как в условиях высококачественной питательной воды, так и в условиях загрязнения ее потенциально кислыми соединениями либо примесями, дающими малотеплопроводные отложения. При этом применение нелетучих щелочей требует конкретного подхода в каждом отдельном случае, и ему должна предшествовать химическая очистка парогенерирующей системы, особенно от пористых отложений.
С точки зрения предупреждения водородного охрупчивания требует дополнительного рассмотрения и вопрос о допустимом уровне отложений в экранных трубах и сроках периодической очистки парогенерирующей системы. Как показывает практика эксплуатации мазутных котлов высокого и сверхвысокого давлений, в зонах высоких тепловых нагрузок отложения образуются даже при использовании питательной воды исключительно высокого качества.
На основании 15-летнего (1955—1970 гг.) исследования процессов накипеобразования и коррозии в котлах специалистами был сделан вывод, что полностью предотвратить докотловую коррозию в тепловом цикле ТЭС невозможно, и что единственным практическим методом поддержания чистоты котловых поверхностей является периодическая химическая их очистка. Для установок высокого давления при этом полагают нормальным проведение такой очистки по одним данным 1 раз ,в 3 года, по другим — через 2—7 лет при хорошо налаженном водно-химическом режиме. При этом не установлено, какими количественными и качественными факторами определяется допустимый уровень отложений и какова связь этих факторов с внутрикотловым коррекционным режимом. Отечественными директивными материалами [96] предусматривается классификация загрязненности экранной системы в зависимости от уровня тепловой нагрузки. Например, поверхность требует очистки, если количество загрязнений составляет 200—300 г/м2 при тепловом напряжении до 100 000 ккал/(м2-ч) или в 2 раза меньше (100—150 г/м2) при тепловом напряжении более 400 000 ккал/(м2-ч). В работе ι[97] необходимость химической очистки экранной системы предлагается устанавливать на основании измерения температуры металла труб при достижении предельных ее значений по температурным вставкам, а при отсутствии температурных вставок — по предельным значениям количества отложений на огневой стороне труб. При этом для газомазутных барабанных котлов давлением 100—140 кгс/см2 предельная загрязненность выражается цифрой 400 г/м2 независимо от уровня тепловой нагрузки. Результат химической очистки котлов считается хорошим, если после нее количество оставшихся отложений на огневой стороне, определенное методом катодного травления, не превышает 70 г/м2.
По зарубежным данным (ФРГ), химическая очистка парогенерирующей системы должна проводиться до того, как будет достигну га критическая толщина собственно магнетитного защитного слоя и произойдет его растрескивание.
С другой стороны, обращается внимание на опасность удаления качественной магнетитной пленки в процессе, химической очистки, так как при этом возрастает скорость коррозии экранных труб. По другим сведениям (Англия), предлагается не устанавливать жесткие правила относительно допустимого количества отложений, учитывая большую разницу в теплопроводности у почти бесконечного числа вариантов химического состава и структурных особенностей отложений. Все же отмечается, что наличие отложений в экранной трубе, составляющее примерно 165—220 г/м2, как правило, свидетельствует о необходимости очистки котла. Для сравнения в таблице указаны полученные на основании многолетней практики эксплуатации предельные значения загрязнений огневой стороны экранных труб отечественных мазутных котлов в Белглавэнерго и Волгоградэнерго.
Предельные значения загрязнений огневой стороны экранных труб, г/м2
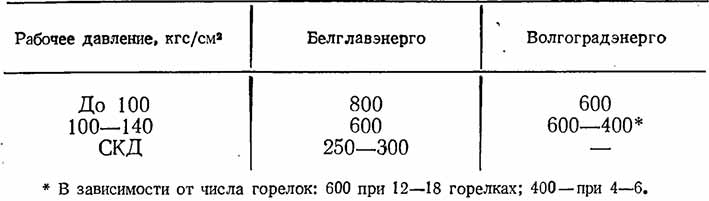
Для сравнения укажем, что степень загрязнения экранных труб котлов США предлагалось оценивать по трехбалльной системе: один балл — количество отложений не превышает 150 г/м2, очистка не требуется; два балла — количество отложений 150—400 г/м2 (котлы давлением 125 кгс/см2 и более), требуется периодическая химическая очистка; три балла — очень грязные котлы, требующие срочной очистки, количество отложений более 400 г/м2. В энергетике Японии принята следующая классификация интенсивности загрязнений парогенерирующей системы (за 7000 ч работы): первый класс — котлы мощностью 125 МВт со скоростью отложений около 42 г/м2 за год; второй класс — котлы мощностью 156—226 МВт со скоростью накипеобразования около 100 г/м2 за год; третий класс — котлы блоков 250—375 МВт со скоростью роста отложений 140 г/м2 за год. Интервалы очистки котлов: каждые 5—6 лет для первого класса, 3—4 года — для второго класса и каждые 2 года — для третьего класса. Напомним, что среднегодовой нормируемый прирост отложений для отечественных барабанных мазутных котлов давлением 100—140 кгс/см2, работающих на питательной воде нормального качества, составляет 200—250 г/м2 за 6000—7000 ч работы, а нормируемый межпромывочный период — 3—3,5 года [97].
В результате проведенного МЭИ исследования железоокисных отложений показано, что основной характеристикой их, определяющей надежность работы металла, является теплопроводность, на которую в рабочих условиях существенное влияние оказывают пористость и структура отложений, а также условия теплообмена, причем пористость отложений отрицательно воздействует на теплопроводность.
Имеющаяся многолетняя практика эксплуатации отечественных котлов высокого и сверхвысокого давлений и наши наблюдения показывают: на котлах, сжигающих твердое топливо, во многих случаях не вызывал осложнений уровень загрязненности 800—1500 г/м2, на мазутных котлах — 400—600 г/м2,· тогда как на последних при давлении 155 кгс/см2 в зоне максимальных тепловых потоков опасными оказывались даже незначительные отложения — 50—100 г/м2. На таких котлах часто отложения располагались в виде узкой (до 10 мм) полоски только вдоль образующей, наиболее выступающей в топку. Понятно, что относить величину подобных отложений на всю поверхность, соответствующую внутреннему периметру экранной трубы, бессмысленно, она должна быть отнесена на «огневую» половину поверхности, обращенную к топке, либо только на поверхность, покрытую узкой полоской отчетливых отложений. Количественная оценка недостаточна для определения допустимого уровня загрязненности экранных труб мазутных котлов высокого и сверхвысокого давлений. В ряде случаев, как это ни парадоксально, при одинаковом тепловом напряжении парогенерирующие трубы с большим слоем отложений не имели повреждений в отличие от труб с меньшим количеством отложений, что объясняется качественными характеристиками отложений. Поскольку в реальном мазутном котле тепловая нагрузка по ширине и высоте топочных экранов весьма различна (§ 7), соответственно на разных участках парогенерирующей системы различными будут и уровни допустимых отложений. С точки зрения предотвращения хрупких водородных повреждений для конкретных условий эксплуатации уровень допустимого количества отложений должен устанавливаться по контрольным вырезкам образцов экранных труб из их участков, работающих в наиболее трудных тепловых и гидродинамических условиях. Этот уровень может колебаться в самых широких пределах от 50 до 400 г/м2 и должен уточняться практикой эксплуатации. Учитывая возможную высокую скорость наводороживания, целесообразно в указанных участках для контроля роста температуры стенки устанавливать термовставки (§ 7).
Наконец, требуют краткого рассмотрения те перспективные водно-химические режимы, направленные на предотвращение водородного охрупчивания, которые предусматривали бы не только снижение интенсивности за грязнений парогенерирующих труб окислами железа, но и поддержание защитного магнетитного слоя в неповрежденном состоянии либо образование устойчивой, достаточно теплопроводной пленки отложений, препятствующей повреждению этого слоя, тормозящей коррозионные процессы на внутренней поверхности металла экранных труб или подавляющей такие процессы. Характерно, что в [98], где дается обзор по коррозии и теплопередаче применительно к самым различным процессам, аппаратам и рабочим телам, приведен не вызывающий каких- либо сомнений вывод, что коррозионное разрушение теплопередающих поверхностей может быть значительно уменьшено не только путем улучшения качества пассивирующей пленки, но также за счет качества коррозионных отложений.
Этому отвечает предложенный Т. X. Маргуловой метод коррекции водного режима паровых котлов с помощью комплексонов [99]. Здесь целесообразно обратить внимание на следующие особенности комплексонного режима: он лишен недостатков, присущих фосфатированию; при давлении 155 кгс/см2 непрерывная дозировка комплексона в питательный тракт позволяет «связать» примеси питательной воды (соединения железа, меди, кальция) в растворимые комплексы, которые затем в котлах при температуре 250°С и более претерпевают термический распад. В результате термолиза комплексонов железа на внутренней поверхности экранных, а также экономайзерных труб образуется равномерная по толщине пленка магнетита, обладающая высокими защитными свойствами против внутрикотловой коррозии. Эта пленка покрывает как обогреваемую, так и необогреваемую поверхность парогенерирующих труб, а также коллектора и барабаны, толщина ее меньше, чем обычных железоокисных отложений. Важными качествами «трилонатной» пленки являются ее высокая теплопроводность (по данным ЦКТИ, в 3—5 раз больше, чем обычных железоокисных отложений), устойчивость против температурных колебаний, компактность. Применительно к котлам высокого и особенно сверхвысокого давления о комплексонном режиме можно сказать, что он является бесшламовым, но накипным, причем здесь умышленно создаются отложения магнетита, обладающие высокой теплопроводностью и термической устойчивостью, которые предотвращают либо подавляют внутрикотловую коррозию.
Трилон «Б» для коррекционной обработки был применен (с мая 1972 г.) на мазутном котле давлением 115 кгс/см2 [100]. Котел типа ΤГΜ-151 эксплуатируется (с 1964 г.) на питательной воде низкого качества (жесткость до 3 мкг-экв/л, содержание кремниевой кислоты 500—1000 мкг/л, солесодержание 100—200 мг/л, содержание соединений железа 40—70 мкг/л, содержание меди 5 мкг/л, pH=9,5-10,3). Коррекционная обработка питательной воды проводилась путем ее амминирования и ввода гидразина (в соответствии с ПТЭ), а котловой воды — фосфатами. При этом первоначально применялся тринатрийфосфат, затем — смесь его с гексаметафосфатом в (соотношении 1:1 и 1:2) и, наконец, на основании положительных результатов проверки с учетом высокой щелочности питательной и котловой вод — только гексаметафосфат. Низкое качество питательной воды объясняется значительным и изменяющимся отбором пара ТЭЦ на промпредприятия, низким качеством возвращаемого производствами конденсата (соединений железа до 600 мкг/л), схемой подготовки добавочной воды (известкование, коагуляция, магнезиальное обескремнивание в осветлителях, двухступенчатое Na-катионирование), отсутствием (в соответствии с проектными решениями) установок по обезжелезиванию производственного конденсата и очистке турбинного конденсата и конденсата подогревателей. На этой же питательной воде эксплуатировались еще пять котлов типа ТП-230-2, топливо — ΑШ. Если на угольных котлах при проведении простейших химических очисток методом «травления» один раз в 2—3 года повреждения экранных труб не наблюдались, то на мазутном котле, несмотря на более тщательные химические очистки (раз в год) и меньшую загрязненность труб, происходили довольно частые хрупкие и в меньшей мере вязкие повреждения парогенерирующей системы. Перед применением трилонной обработки на котле типа ТГМ-151 было решено не удалять образовавшиеся к тому времени значительные отложения в экранной системе (до 800—1000 г/м2 на наиболее теплонапряженных участках труб третьей ступени испарения). Отложения состояли на 68% из окислов железа, на 6,5% из кремниевой кислоты в пересчете на SiO2, на 14% из фосфатов. Раствор трилона приготавливался на химочищенной воде и подщелачивался каустиком до pH~9,0. Расходный бак был изготовлен из обычной углеродистой стали и имел покрытие на основе эпоксидной смолы. Применявшиеся дозы трилона «Б» — 0,8— 1,2 г/т питательной воды, его концентрация в расходном баке — до 1,6%. С переходом на коррекцию водного режима трилоном «Б» обработка питательной воды аммиаком и гидразином не прекращалась, схема питания не позволяла выделить мазутный котел на раздельную от угольных агрегатов работу по питательной воде. Через 20514 ч работы в период капремонта были произведены вырезки образцов экранных труб всех трех ступеней испарения, а также образцов водяного экономайзера на различных участках тракта, осмотрены барабан, коллекторы экранов и экономайзера, участок питательного трубопровода в месте ввода раствора трилона. Столь длительный период до осмотра контрольных образцов труб объясняется условиями эксплуатации и тем обстоятельством, что после ввода трилона при сохранившихся без изменений качестве питательной воды, виде топлива и паровых нагрузках на испытуемом котле прекратились всякие повреждения парогенерирующей системы. Осмотр образцов показал, что загрязненность экранной системы не возросла, что можно было бы ожидать исходя из теоретических предпосылок. Напротив, количество отложений на наиболее теплонапряженных участках экранных труб уменьшилось до 650—800 г/м2. Существенно изменилась и структура отложений. Если ранее, при фосфатном режиме, наблюдались рыхлые, зачастую чешуйчатые железоокисные и железофосфатные отложения толщиной до 2 мм, расположенные с огневой стороны трубы, под которыми металл имел коррозионные язвы, то теперь отложения представляют прочную пленку магнетита толщиной до 0,3 мм, располагавшуюся практически равномерно по периметру трубы, причем под этой пленкой новых коррозионных язв не оказалось, а имевшиеся раньше не получили развития. Перерождение отложений фактически привело к защите внутренней поверхности экранных труб от дальнейшей коррозии. Трилонатные отложения состояли на 91,8% из окислов железа и содержали только около 9,0% кремниевой кислоты. Следует указать, что методом катодного травления отложения снимались с большим трудом.
Коррозии питательного тракта, водяного экономайзера, барабана и коллекторов обнаружено не было. Известна высокая эффективность комплексонной обработки для очистки «на ходу» котлов среднего давления. Практика показывает, что некоторые возможности в этом
Плане имеют и котлы давлением до 110 кгс/см2 включительно. По данным [101], процесс распада трилонатов в котлах протекает не мгновенно, так что в барабанных котлах высокого давления (при температуре 340°С) разложится не более 33% трилоната железа (не более 4,3% трилоната кальция, не более 5,7% трилоната магния, но полностью — трилонат меди). Что касается барабанных котлов давлением 155 кгс/см2, то снижение «на ходу» загрязненности их парогенерирующей системы за счет комплексонной обработки при отсутствии в отложениях соединений кальция, магния и фосфатов, затруднено без снижения давления. Для этих котлов, особенно при работе на жидком топливе и высоком уровне локальных тепловых нагрузок, главная задача комплексонного режима заключается в предотвращении разрушения «первичной» магнетитной пленки на внутренней поверхности экранных труб за счет покрытия ее защитным слоем продуктов термолиза трилонатов железа и за счет возможности систематического образования новых защитных слоев взамен тех, которые могут разрушиться в зонах нарушения нормального режима кипения и возникновения резких и значительных колебаний температур. Таким образом, для котлов высокого и особенно сверхвысокого давления, в отличие от котлов среднего давления, задача непрерывной комплексонной обработки состоит в предотвращении внутрикотловой коррозии парогенерирующей системы, вызывающей как «потерю» металла, т. е. утонение стенки экранных труб, так и их наводороживание. Специальное исследование непосредственного влияния обработки стали трилоном «Б» на ее наводороживание было проведено МЭИ. Оказалось, что окисная пленка, получившаяся от воздействия на металл чистого конденсата, не защищает его от наводороживания, приводящего к охрупчиванию стали. Пленка же, создавшаяся при трилонной обработке, предотвращает в определенной мере потерю сталью пластических свойств. Различная сопротивляемость этих окисных пленок диффузии водорода в металл объясняется различием и их структуре. В обычной окисной пленке кристаллы магнетита имеют большие размеры и правильную форму, т. е. относительно неплотную «упаковку» и «щели». В «трилонной» пленке кристаллы магнетита меньших размеров и неправильной формы упакованы значительно плотнее, «щели» между ними существенно меньше, т. е. выше сопротивляемость наводороживанию. Таким образом, следует предусматривать возможность двоякого положительного влияния комплексонного режима на предотвращение хрупких водородных повреждений парогенерирующих труб: за счет создания первичной плотной окисной пленки на чистом металле, обладающей повышенной сопротивляемостью диффузии водорода в сталь, и за счет предохранения этой пленки от разрушения либо непрерывного восстановления ее целостности при термолизе комплексонатов железа с образованием на внутренней поверхности труб теплопроводного, прочного и плотного слоя магнетита.
Другим перспективным водно-химическим режимом является нейтрально-кислородный режим. В настоящее время этот режим находит все более широкое применение на ТЭС с прямоточными парогенераторами СКД. Однако в перспективе следует предполагать возможность осуществления его и на барабанных котлах в условиях высокого качества питательной воды. Сущность кислородного режима заключается в поддержании определенной концентрации кислорода или окислителей типа перекиси водорода в воде высокой чистоты с нейтральной или близкой к ней реакцией. При этом на поверхности стали образуется устойчивая защитная окисная пленка, предотвращающая развитие коррозии и способствующая уменьшению загрязнения питательной и котловой воды продуктами коррозии пароводяного тракта. Как известно, в практике эксплуатации ТЭС существует твердо установившееся мнение о необходимости глубокого обескислороживания питательной воды за счет ее деаэрации и обработки кислородосвязывающими веществами. Однако проведенные К. А. Несмеяновой и другими исследователями испытания низколегированной (и нержавеющей) стали в чистой воде при температуре 300°С и давлении 140 кгс/см2 показали, что при скорости воды около 10 м/сек наличие 3—5 мг/л кислорода (против < 0,03 мг/л) не только не повышает, но, напротив, резко снижает коррозию низколегированной стали (в 13—46 раз).
Вынос рыхлых продуктов коррозии в систему уменьшается при этом в десятки раз. К. А. Несмеяновой было также установлено, что при содержании кислорода более 0,2 мг/л на поверхности железных сплавов в высоко температурных средах образуется не магнетит, a γFe2 — маггемит. Он представляет окисную пленку — значительно более плотную, тонкую, беспористую и прочно сцепленную с основным металлом, чем двухслойные пленки магнетита, образующиеся в деаэрированной нейтральной или щелочной воде при тех же параметрах. Важно, что окисные пленки, образовавшиеся в кислородсодержащей воде, более устойчивы и долговечны, чем обычный магнетит. Они не теряют защитных свойств в таких неблагоприятных условиях, как переменная влажность при доступе воздуха, низкая температура, неподвижность воды. Нейтральный режим практически был разработан и внедрен впервые в ФРГ в Гамбургской энергосистеме. Нормы VGB (1971 г.) предусматривают два совершенно различных режима: щелочной (с применением «твердых» щелочей), при котором pH питательной воды поддерживается выше 9, и нейтральный, требующий 7,0![]()
Обязательным условием нейтрального режима является чистота питательной воды, т. е. отсутствие солей, главным образом хлоридов, препятствующих формированию оксидной пленки. Образование оптимального защитного слоя возможно только в определенном диапазоне значений pH и концентраций кислорода (20—300 мкг/л), т. е. в рамках конкретных значений окислительно-восстановительного редокс-потенциала E0 (примерно 0,4 В). Хлориды при концентрации более 100 мкг/л понижают редокс-потенциал, и металл оказывается в зоне активной язвенной коррозии. Поэтому указанные выше нормы ограничивают максимальное значение электропроводимости (при 25°С) значением 0,15 мкС/см. Согласно [102] (со ссылкой на Quentin и Weil) вредное влияние хлор-иона объясняется следующим. В нейтральной и щелочной среде железо покрывается микроскопически тонким слоем гидратов трехвалентного железа в форме геля, образующегося при окислении двухвалентных ионов железа.
Далее образуется магнетит:
![]() (16)
(16)
Контакт с водой приводит к диссоциации магнетита на гидрат, двухвалентное железо и гидроксил-ион [обратимость реакции (16)]:
![]() (17)
(17)
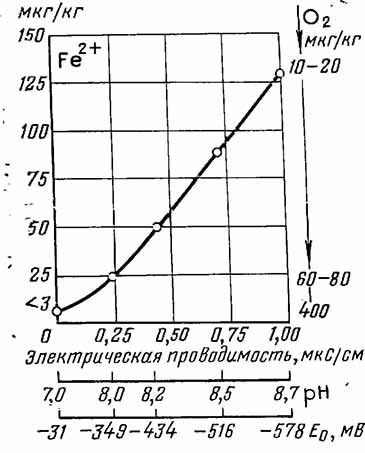
Рис. 38. Связь между концентрацией Fe2+, удельной электрической проводимостью, показателем pH и редокс-потенциалом Е0.
Из этого следует, что вывод ионов двухвалентного железа из реакционной смеси приводит к растворению магнетита.
Известно также, что ионы Fe2+ могут (при отсутствии в воде других комплексов) создавать шестиводные комплексы [Fe(H2O)6]2+. Магнетит может находиться в равновесном состоянии как с Fe2+, так и с [Fе(Н2О)6]2+. Отрицательная роль хлоридов связана с тем, что гидратированные ионы Fe2+ образуют с хлор-ионами нестойкий комплекс (две молекулы Н2О обмениваются на ионы хлора), легко окисляемый кислородом. При этом равновесие в сторону защитного слоя Fe3O4 нарушается и металл быстро корродирует. Изложенное иллюстрируется рис. 38, где на основании практических измерений показана связь между концентрацией Fe2+, удельной электропроводимостью, pH и редокс-потенциалом Е0 (по оси абсцисс отложены электропроводимость, pH и соответствующие заданным концентрациям двухвалентного железа теоретические значения редокс- потенциала Е0 в мВ).
![]()
Из рис. 38 видно тормозящее коррозию действие кислорода. Оно связано как с образованием пленки магнетита и гематита, так и с поддержанием этого защитного слоя на внутренней поверхности элементов питательного тракта и парогенерирующих труб в процессе эксплуатации согласно реакциям
Полагают, что и на поверхности меди в присутствии кислорода образуется двойной защитный слой из куприта (Сu2О) и тенорита (СuО).
По данным [192], на блоке 500 МВт Moorburg, работавшем в нейтральном режиме, непосредственно перед котлом поддерживался повышенный против норм избыток кислорода —300 мкг/л. После 6654 ч работы без каких-либо повреждений, связанных с водным режимом, по вырезкам образцов труб на выходе испарительной части этого блока было установлено, что трубы покрыты очень тонким (менее 5 мкм), прочным, плотно прилегающим к металлу защитным слоем α-гематита. Аналогично изложенному условием сохранения защитного слоя является согласно [103] его более высокая стойкость в отношении растворимости, чем гидроокислов железа, что возможно только при окислении двухвалентного железа до трехвалентного. С этой целью необходимо иметь соответствующие условия, в том числе достаточную концентрацию гидроксильных ионов на анодных участках, а также отсутствие конкурирующих с ними других анионов (хлор-ион), которые за счет образования основных солей способны повысить растворимость трехвалентного железа. При этом целесообразна дозировка не кислорода, а перекиси водорода, создающей большее количество радикалов ОН, являющихся сильным окислителем. В [103] и других источниках отмечается, что возможность применения нейтрально-кислородного режима на котлах с естественной циркуляцией требует изучения.
В [104] сообщается об опыте применения нейтрального режима в контуре охлаждающей воды на ТЭС Gyongyos (ВНР) с сухой системой охлаждения конденсаторов (схема Геллера). Конденсационно-охладительная установка (КОУ) состоит из контактного (смешивающего) конденсатора и охладительной башни для циркуляционной воды с алюминиевыми радиаторами. Два водных контура энергоблока — питательный и циркуляционный — связаны между собой: из смешивающего конденсатора смесь охлаждающего (после градирни Геллера) и вновь образующегося (турбинного) конденсата удаляется в питательный тракт котлов (меньшая часть) и возвращается в радиаторную башню градирни (преобладающая часть). Циркуляционная вода омывает большие поверхности элементов, изготовленных в основном из алюминия. Для предотвращения их коррозии требуется поддержание рН<8,5, тогда как в барабанных котлах докритического давления этой ТЭЦ при традиционном водном режиме необходимо поддержание pH на уровне 9—10.
Внедрение нейтрального режима на четырех блоках с барабанными котлами (2X100 и 2X200 МВт) потребовало сооружения конденсатоочистки с целью снижения солесодержания питательной и циркуляционной воды до значения, не превышающего «критическое» (электропроводимость 0,15 мкС/см). При сухой системе охлаждения градирен, исключающей загрязнение конденсата подсосами сырой воды, стоимость конденсатоочистки оказалась сравнительно невысокой. Кислород в контуре охлаждающей воды поддерживался на уровне 100—200 мкг/л, pH в пределах 6,8—7. В контуре питательной воды содержание кислорода снижалось за счет термической деаэрации до 5—10 мкг/л (рН=6,8-7,2). Электропроводимость питательной и охлаждающей воды составляла 0,1—0,2 мкС/см. За счет применения указанного режима удалось улучшить качество питательной и охлаждающей воды: содержание в них взвешенных продуктов коррозии уменьшилось с 80—90 до 10 мкг/л, растворенного железа с 40—60 до 2—5 мкг/л, алюминия с 5—10 до 2— 5 мкг/л. В результате значительно улучшилось качество котловой воды: электропроводимость ее снизилась с 3—5 до 0,2—0,85 мкС/см, содержание взвешенных продуктов коррозии уменьшилось с 200— 250 до 10 мкг/л, растворенного железа с 60—80 до 2—5 мкг/л, алюминия с 20—100 до 20—40 мкг/л.
В [105] с использованием ЭВМ и математического планирования рассмотрены совокупные факторы оптимизации водного режима барабанных котлов сверхвысоких давлений, позволившие рекомендовать (в условиях применения стальных ПНД) сочетание следующих решений: подготовку добавочной воды, как обессоленной, и 100%-ную очистку конденсата; непрерывное дозирование кислорода в конденсат после конденсатных насосов; непрерывное дозирование трилона «Б» в питательную воду. Таким образом, предусматриваются создание защитной пленки и предотвращение коррозии в пределах конденсатно-питательного тракта за счет дозировки кислорода, а парогенерирующих труб — путем применения трилона «Б».
Выше был подробно рассмотрен щелочной режим и показана целесообразность применения в требуемых случаях «твердой» щелочи (NaOH, КОН), прежде всего для предотвращения водородного охрупчивания экранных труб мазутных котлов высокого и сверхвысокого давления со значительным уровнем локальных тепловых нагрузок. Использование нелетучей щелочи находит сейчас все более широкое применение как на ТЭЦ с промышленным отбором пара, так и на конденсационных электростанциях.
Наконец, с учетом изложенного нами в § 6 укажем на перспективность мероприятий, направленных на изменение величины и знака дзета-потенциала взвешенных частиц — примесей котловой воды таким образом, чтобы их осаждение на парогенерирующей поверхности за счет сил электростатического и электромагнитного воздействия оказывалось невозможным или заметно сниженным. Так, в [106] сообщается о практическом опыте успешного применения для указанных целей низкомолекулярных анионных полимеров с карбоксильными функциональными группами: полиметакрилата и карбоксиметил-целлюлозы (их химическая структура показана на рис. 39).
Полагают, что в растворе анионные полимеры диссоциируют с высвобождением отрицательно заряженных ионов, которые адсорбируются находящимися в котловой воде частицами коррозионных продуктов и теплоотдающими поверхностями, так что и те, и другие получают отрицательный заряд. В результате предотвращается процесс отложений в экранных трубах продуктов коррозии, так как указанные частицы отталкиваются друг от друга и от теплоотдающей поверхности.
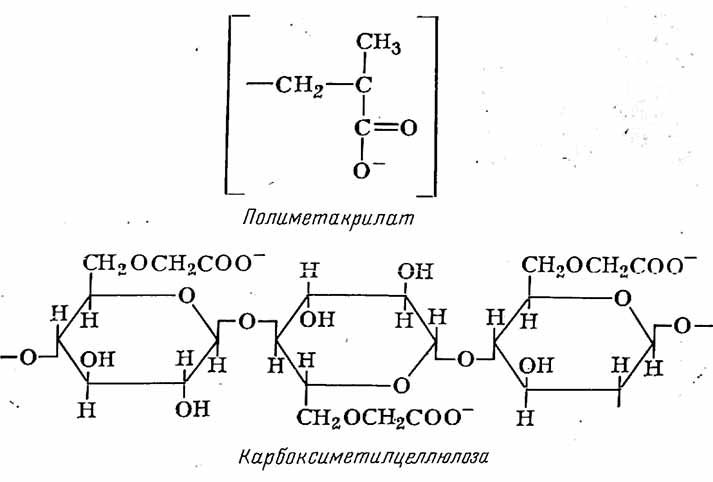
Рис. 39. Химическая структура полиметакрилата и карбоксиметил- целлюлозы.
Другая важная сторона применения полимерных диспергирующих агентов заключается в использовании их для удаления с поверхности экранных и кипятильных труб рыхлых отложений. По данным [106], котел давлением 87,5 кгс/см2 в течение ряда лет работал с большими затруднениями, поскольку приходилось использовать для его питания возвратный производственный конденсат с большим содержанием окислов железа (при кислотных промывках из котла удалялось более 2700 кг железа). Через 3 года после химической очистки предприняли обработку «на ходу» указанными выше полимерными диспергирующими веществами. Если концентрация соединений железа в продувочной воде обычно не превышала 2 мг/л, то после ввода полимеров она возросла в течение первой недели до 30 мг/л, затем до 60 мг/л и более, после чего постепенно снижалась. Вскрытие котла показало хорошее состояние внутренних поверхностей, значительное уменьшение отложений.