7-4. НЕПОЛАДКИ ПРИ ЭКСПЛУАТАЦИИ
Анализируя надежность работы оборудования АЭС, отметим высокую степень использования АЭС. Так, например, в США в первом квартале 1975 г. коэффициент использования установленной мощности составил для АЭС — 72%, для угольных ТЭС — 57%, для ТЭС на нефти — 43%. Несмотря на большое число работающих на АЭС паровых турбин общий анализ надежности их отсутствует, а имеются лишь отдельные сведения по итогам эксплуатации ряда установок. В то же время довольно широко публикуются сведения о коэффициентах готовности блоков АЭС. В частности, много сведений по коэффициентам готовности имеется в [99, 140]. После достаточно длительного периода наладки оборудования АЭС имеют высокие коэффициенты готовности (в отдельные годы для ряда блоков доходящие до 90% и выше). По большому числу блоков АЭС с водоохлаждаемыми реакторами в США приводится сравнение коэффициентов готовности для АЭС и ТЭС (табл. 7-3).
Интересны итоги первого периода работы блока А на АЭС «Библис» (ФРГ) с ВВРд мощностью Рэ=1200 МВт [146], пущенного в эксплуатацию в августе 1974 г. (табл. 7-4).
За 1976 г. неплановые простои этого блока составили 32,0% времени года и были обусловлены удлинением периода ревизии и ремонта, дополнительными инспекциями и т. п., главным образом по турбинной установке [86].
Очевидно, что при переходе к серийному оборудованию и по мере накопления опыта эксплуатации период наладки сократится и коэффициенты готовности станут не только высокими, но и стабильными.
Таблица 7-3
Коэффициенты готовности для АЭС и ТЭС США

Таблица 7-4
Итоги работы АЭС «Библис» (блок А)
Время работы | Время использования, ч | Выработано электроэнергии (брутто), 106 кВт-ч | Коэффициент готовности по времени, % | |
всего блока | реакторной части | |||
С 25 VIII 1974 г. по 23 IV 1976 г. | 10 947 | 12 395 | 75,1 | 85,5 |
С 26 II 1975 г. по 23 IV 1976 г. | 9119 | 10 710 | 89,8 | 94,5 |
В настоящее время в СССР, США, ФРГ, Японии (см. гл. 5) турбинные агрегаты АЭС в основном выпускаются сериями. В то же время очень многие блоки АЭС, особенно серийные блоки второго, а тем более третьего поколения, проработали еще недостаточно и поэтому еще преждевременно судить об их длительной надежности.
Поскольку речь идет о турбинных установках, то здесь даже в серийных блоках происходит некоторое изменение параметров, типоразмеров и других характеристик, которое может сказаться на надежности. Укажем тенденции в развитии турбинных установок для АЭС с водоохлаждаемыми реакторами и проанализируем влияние их на надежность оборудования.
- Наблюдается некоторое повышение начальных параметров. У нас в стране произошел переход от давления р0=3 МПа к р0= 4,3 МПа и для третьего поколения агрегатов к р0=6-6,5 МПа; в США аналогично — от р0= 4-5 МПа к р0=0,5—7,3 МПа; в серийных блоках ФРГ с ВВРд — от р0=5 МПа к р0=6,9 МПа, так, например, блок «Библис А» работает с р0=5,1 МПа, «Библис В» рассчитан на р0=5,4 МПа, а «Библис С» на р0 — 6,87 МПа.
Повышение начального давления ведет к нежелательному увеличению влажности в последних ступенях ЦВД и на входе в сепаратор; увеличиваются число ступеней и длина ротора ЦВД. Если одновременно с ростом р0 повышается и разделительное давление рразд, то возрастает влажность в последних ступенях ЦНД, увеличивается число ступеней в ЦНД, размеры его корпуса и ротора.
Применение начального перегрева пара, как уже указывалось, весьма благоприятно сказывается на надежности турбины: снимаются проблемы эрозии клапанной системы ЦВД и первых его ступеней, уменьшается влажность в конце ЦВД и на входе в СПП.
Показатели готовности турбин ХТГЗ
Опыт АЭС «Окони» показал, однако, значительное увеличение времени наладки парогенератора с перегревом, но сроки эксплуатации этого теплообменника еще не столь велики, чтобы можно было делать окончательные выводы о его работе.
- Во многих странах все большее число турбин АЭС работает с оборотным водоснабжением, следовательно, с повышенным конечным давлением. Поскольку обычно число потоков в ЦНД выбирается исходя из объемного пропуска пара Gкvк, то массовые расходы Gчерез ступени увеличиваются и вместе с ними возрастают изгибающие напряжения во всех ступенях ЦНД, что особенно неблагоприятно может сказаться на надежности лопаток последних ступеней (при обычно принятой унификации ЦНД).
- Увеличение мощности турбин приводит к росту усилий, действующих на лопатки, начиная с первой ступени ЦВД и кончая обычно и так перегруженной последней ступенью.
- С увеличением числа АЭС в энергосистемах блоки АЭС все чаще будут эксплуатироваться при частичной нагрузке и чаще останавливаться, что отрицательно скажется на надежности работы турбин.
Хотя число поломок в одном турбоагрегате имеет тенденцию к снижению, оно все же велико. Так, по [99], из 122 внеплановых остановок, произведенных в 1972 г. на 8 блоках АЭС США, 32 относятся к турбоагрегату, и именно они дали наибольшее время простоя блоков: 2059 ч (без учета остановок из-за конденсаторов) из общего числа 4457 ч. В 1971 г. из 34 блоков с легководными реакторами 10 имели внеплановые остановы, связанные с работой турбинных установок, в том числе в трех случаях из-за неполадок в СПП. В 1972 г. на 39 блоках того же типа было 27 внеплановых остановов, из которых 11 — из-за неполадок в турбинах.
По данным Международного агентства по атомной энергии [140], в течение первого года эксплуатации АЭС с легководным теплоносителем из общего числа часов, вызванных внеплановыми остановками, на собственно турбину падает 8,4 %, а на вспомогательное оборудование (конденсационную установку, систему подогрева питательной воды, СПП) — 15,4%. В последующие же годы эксплуатации соответственно 38,7 и 4,9%.
Отмечаются поломки и повреждения в различных элементах турбины и турбинной установки. В основном они касаются рабочих лопаток, диафрагм, корпусов турбин, уплотнений, элементов парораспределения и регулирования, эрозии различных трубопроводов, пожаров в масляной системе, конденсаторов, СПП и их дренажных баков.
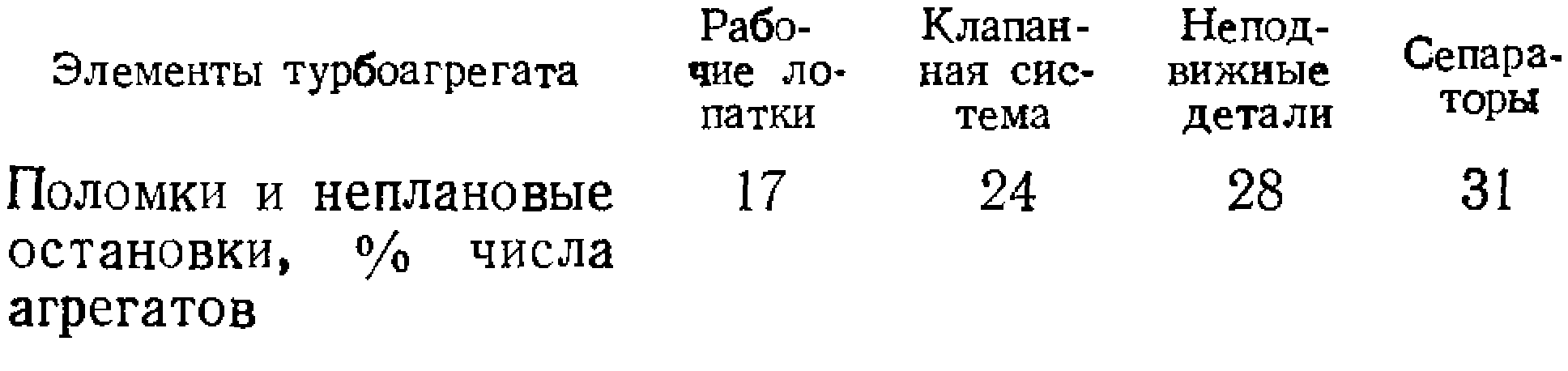
Качественный анализ выхода из строя и внеплановых остановок по элементам турбины приводит фирма ДЭ [148] за период от пуска до 1/I 1973 г. по результатам работы 13 агрегатов:
В [104] приведены результаты анализа работы 29 турбин насыщенного пара, из которых следует, что в 21 из них эксплуатация столкнулась с серьезными неполадками.
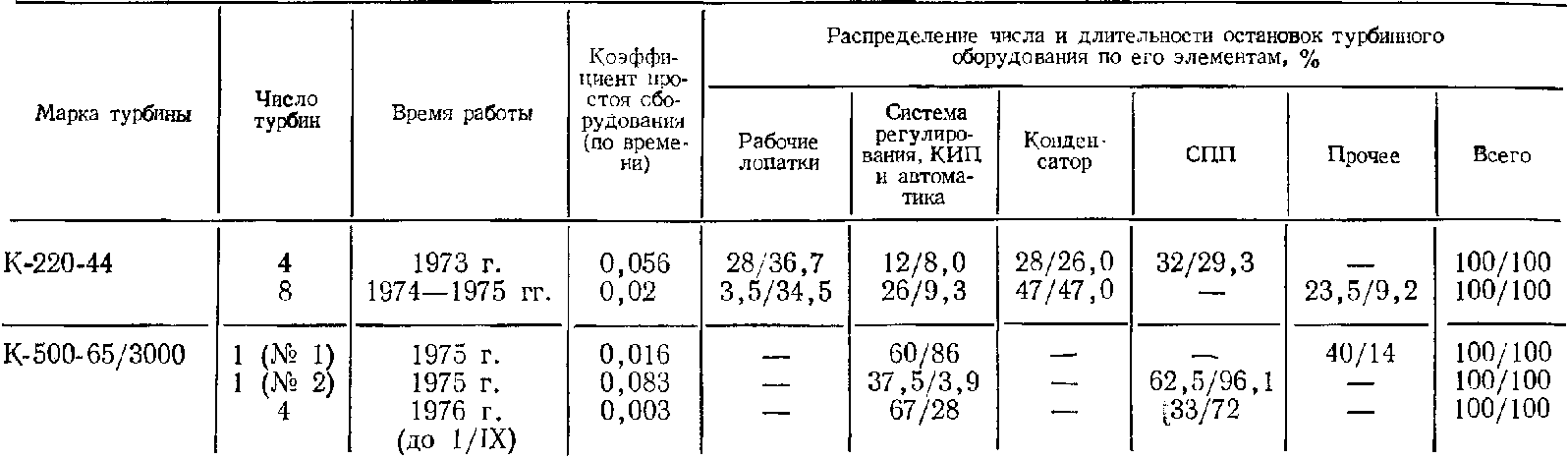
Общая характеристика работы и характер основных причин неплановых остановов быстроходных турбин ХТГЗ иллюстрируются данными, приведенными в табл. 7-5. Готовность была высокой с первого года эксплуатации. Коэффициент простоя Кпр (по времени), учитывающий только внеплановые простои турбинного оборудования рассматриваемых агрегатов за 1973—1976 гг., был в худшем случае равен 0,083 (одна из установок К-500-65 в первый год эксплуатации —1975 г.).
Коэффициент простоя Кпр представляет собой отношение времени неплановых простоев к суммарному времени работы турбоагрегата и неплановых простоев.
Для агрегатов К-220-44 в последние годы работы коэффициент простоя был меньше 0,02, а по четырем эксплуатировавшимся в 1976 г. турбинам К-500-65 он составил 0,003 [26],
Следует, однако, отметить, что часть неполадок в турбинах, не вызвавшая их остановки, устранялась во время их плановых ремонтов, а также при ремонтах и ревизии другого оборудования энергоблока. Так, за восемь месяцев 1976 г. по четырем агрегатам с учетом остановов на планово-предупредительный ремонт Кпр=0,09. Высокую надежность показали турбины К-500-65 второго энергоблока, которые в первый период эксплуатации (восемь месяцев) имели коэффициент Кпр по плановым и неплановым остановам, равный 0,0047. Все эти данные относятся к конденсационной установке.
Рабочие лопатки. При анализе работы 29 турбин насыщенного пара (к середине 1972 г.) в 5 турбинах были обнаружены поломки или вынужденные замены рабочих лопаток [104].
Отмечается [61] большое число аварий, вызванных поломками лопаток регулирующих ступеней на турбинах как насыщенного, так и перегретого пара, что связано с большими объемными пропусками пара в этих ступенях при парциальном подводе и недостаточно освоенными конструкциями турбин. Упоминается большое число аварий лопаток, причины которых в основном усталостного характера. Так, на турбине насыщенного пара АЭС «Гарильяно» Рэ=160 МВт, изготовленной фирмой «Ансальдо», во время первой ревизии были обнаружены трещины в корневой части семи лопаток двадцатой ступени (а также три трещины на диске этой ступени). Вибрацией были вызваны поломки лопаток и бандажей в ЧНД турбины Рэ=124 МВт АЭС «Шинон» № 2 (Франция). Упоминаются поломки лопаток на турбинах перегретого пара (Рэ=80 МВт) АЭС «Беркли» и (Рэ=150 МВт) АЭС «Трансфайнд» (Англия).
В ЦВД К-70-30 на АЭС «Райнсберг» были вибрационные поломки лопаток [61], причина которых не выяснена. Видимо, она связана с течением влажного пара, так как после изменения системы дренажа больше поломок не было, как не было их на тех же турбинах на НВАЭС.
Летом 1970 г. во время плановой ревизии турбины АЭС «Линген» (Рэ=250 МВт), работавшей с высоким начальным перегревом, были обнаружены поломки восьми лопаток второй ступени ЦНД во всех четырех потоках. До ревизии эксплуатационный контроль не сигнализировал об этой аварии. Причина аварии не указывается.
На турбине насыщенного пара АЭС «Гундреминген» (Рэ=250 МВт) было несколько аварий, в том числе в течение короткого отрезка времени подряд три поломки лопаток первых ступеней ЦНД. Первая авария произошла после 6300 ч работы. В связи с этими поломками суммарный простой электростанции составил 145 дней, и длительное время она работала с существенно пониженной нагрузкой. Поломки Т-образных хвостов лопаток имели усталостный характер, хотя обычные вибрационные испытания не показывали возможности аварии.
После этого на турбине были проведены подробные аэродинамические и вибрационные исследования, в частности в ресивере между ЦВД и ЦНД и на входе в ЦНД были измерены скорости и поля влажности. Эти измерения показали, что распределение влажности очень неравномерно по площади: при средней влажности на входе в ЦНД у2=3% локальная влажность достигала 12%, причем наблюдалась явно выраженная водяная струя, которая наряду с единичными вторичными струями была причиной этих аварий.
Исследование распределений импульсов по окружности колеса показало, что эти струи влаги дают дополнительные многократно усиленные импульсы вынужденных колебаний. В связи с этим лопатки и диски этих ступеней были заменены, причем лопатки усилены и отстроены в вакуумной камере при вращении с номинальной частотой. Кроме того, в ресивере, между ЧВД и ЧНД был установлен дополнительный сепаратор.
На ряде первых турбин К-220-44 ХТГЗ после 2—8 тыс. ч работы были выявлены повреждения рабочих лопаток регулирующей ступени при сопловом парораспределении турбины. В четырех случаях трещины были обнаружены в период капитальных ремонтов. Характер повреждения во всех случаях усталостный. Непосредственной причиной повреждения рабочих лопаток явилось предварительное разрушение выходных кромок сопловых лопаток в результате воздействия влаги (см. рис. 7-16,а).
Для исключения подобных повреждений регулирующей ступени был предпринят ряд мер: перевод на дроссельное парораспределение, увеличение толщины выходной кромки сопловых лопаток, двухшиповое крепление накладного бандажа рабочих лопаток. Длительная надежная работа ступени после модернизации подтвердила правильность принятых решений [26].
Аналогичные неполадки были обнаружены при ревизии турбины первого блока АЭС «Библис» (Рэ= 1200 МВт, n=25 с-1)· Несмотря на дроссельное парораспределение и малые теплоперепады в реактивного типа первой двухпоточной ступени, были сильно повреждены сопловые лопатки, а на рабочих лопатках оторвались шипы и бандажные ленты [146]. Причиной повреждения сопловых лопаток называется неустановившийся, турбулизированный поток в подводящих пар участках. К моменту ревизии турбина проработала 11 тыс. ч.
В 1970 г. на двух турбинах насыщенного пара фирмы «Вестингауз» (Рэ=772 МВт) на n=30 с-1 произошла поломка усталостного характера лопаток длиной 355 мм, потребовавшая их замены. В лопатках пришлось ужесточить периферийную часть. В связи с этим агрегат не работал 84 дня.
На турбине Рэ=450 МВт, n=30 с-1 АЭС «Сан Онофр» из-за осевого сдвига в ЦВД произошли поломки 21 лопатки в ЦВД (как сопловых, так и рабочих), а также в ЦНД. Фирма «Вестингауз» была вынуждена существенно модифицировать последние лопатки длиной 1016 мм [158]. В этих лопатках при пониженных объемных пропусках пара обнаружились автоколебания и относительно большие динамические напряжения. Эта проблема не является специфической для турбин насыщенного пара, но в связи с большими размерами лопаток в таких турбинах она может оказаться весьма серьезной для многих турбоагрегатов АЭС.
В [99] упоминаются поломки лопаток на нескольких канадских АЭС: в турбине Рэ=22 МВт, в турбине Рэ=220 МВт на n=30 с-1 (АЭС «Дуглас Пойнт» с ТТР) и в турбинах Рэ=540 МВт на n=30 с-1 (АЭС «Пикеринг» с ТТР). Причины этих поломок не указываются.
Рис. 7-15. Поверхность излома в роторе ЦНД1 турбины (Рэ=660 МВт) АЭС «Вюргасен» (n=25 с-1).
1 — надпил; 2 — полный остаточный излом; 3 — поверхность излома.
На шведских АЭС установлены турбины с ЦВД типа Юнгстрем и ЦНД осевого типа с реактивным облопачиванием по проектам фирм «Стал-Лаваль» и ББЦ. На турбине АЭС «Оскархам 1» (Рэ=460 МВт) трижды возникали поломки внутренних колец лопаток ЦНД, вызвавшие остановы турбин всего на 214 дней. На турбине № 2 этой же АЭС (Рэ=600 МВт) во время ревизии летом 1975 г. на лопатках всех ступеней ЦНД, кроме первой, были поставлены демпферные проволоки. На двух турбинах фирмы ЕЕ на АЭС «Рингхалс-1» мощностью каждая 400 МВт были обнаружены вибрационные поломки лопаток четвертой ступени ЦВД. Несмотря на их замену, аварии повторились [92].
Следует отметить, что кроме неспецифических для турбин насыщенного пара поломок лопаток возможны повреждения, связанные с неудачной формой подводящих каналов, где локальная концентрация влаги может быть весьма значительной, например в сопловых коробках турбины с сопловым парораспределением. Образующиеся при этом струи могут повредить выходную часть сопловых лопаток и тем самым вызвать дополнительный импульс, действующий на рабочие лопатки. Другой причиной может быть нестационарный характер конденсации влаги, отмеченный в § 2-2. В [138] указывается на возможность образования импульсов и, следовательно, динамических напряжений в лопатках, находящихся в зоне перехода от перегретого к влажному пару.
Эрозия рабочих лопаток, которую ожидали при создании турбин насыщенного пара, оказалась в агрегатах АЭС не столь значительной. Специальные меры, предпринимаемые всеми турбостроительными заводами (§ 3-4), оказались достаточно эффективными. Эрозия рабочих лопаток в ступенях высокого давления даже при влажности более 10—13% практически нигде не наблюдалась.
Роторы.
В ряде турбин в роторах ЦВД были обнаружены неопасные следы эрозии в разгрузочных отверстиях дисков, в пазах лабиринтовых уплотнений, в балансировочных пазах и грузах [26, 61, 65]. Имеются сведения о двух крупных авариях с роторами низкого давления на АЭС «Саисуэлл» (Рэ=325 МВт) и «Хинкли Пойнт А». На электростанции «Хинкли Пойнт А» на одной из шести турбин (Рэ=93,5 МВт) при срабатывании автомата безопасности при п=53,3 с-1 (расчетная частота срабатывания п=55 с-1) был разрушен ротор низкого давления и поврежден весь ЦНД. При этом были пробиты корпус турбины и крыша здания и пострадали три человека.
На турбине (Рэ=660 МВт п=25 с-1) на АЭС «Вюргасен» с ВВРк на обоих роторах низкого давления были обнаружены трещины (рис. 7-15). Простой блока в связи с заменой роторов составил 14,5 мес. Эти трещины были обнаружены в зоне паровпуска в ЦНД при повышенной вибрации ротора и подшипников во время одного из пусков агрегата (при переходе через критическую частоту). Ревизия агрегата, проводившаяся через 3 мес., показала, что на роторе ЦНД 2 в том же месте также имелись риски, однако меньшего размера, чем в первом роторе. Эти трещины, обнаруженные со стороны первого по потоку диска (на стороне генератора) (см. рис. 5-20), имели усталостный характер (рис. 7-15). Как причина возникновения трещин исключается качество материала [86]. Указывается, что, скорее, образование трещин началось с взаимосвязанного влияния распределения напряжений, сложности многороторного валопровода, состояния наружной поверхности ротора и воздействия влаги (в установке не предусмотрен промперегрев, поэтому на входе в ЦНД пар влажный). Кроме того, в роторах в местах посадки дисков были обнаружены небольшие и неглубокие радиально направленные риски. Причиной их образования называется перенапряжение при посадке дисков.
Через полтора года после ввода в эксплуатацию АЭС «Раджастан» после нескольких остановок, вызванных вибрацией и реконструкцией подшипников, произошла поломка ротора ЦВД турбины насыщенного пара фирмы ЕЕ (Рэ=220 МВт на n=50 с-1).
Сопловые лопатки.
Кроме случайных поломок сопловых лопаток наблюдались упомянутые выше повреждения их в регулирующих ступенях, а также сильный износ выходных кромок и вообще поверхностей профиля лопаток первых ступеней турбин с дроссельным парораспределением. Одной из причин этого износа, имеющего абразивный характер, является плохое качество пара, поступающего в турбину.
В § 3-5 приведены примеры эрозии бандажей над сопловыми лопатками турбин ХТГЗ (см. рис. 3-36, 3-37,в и 3-39,б).
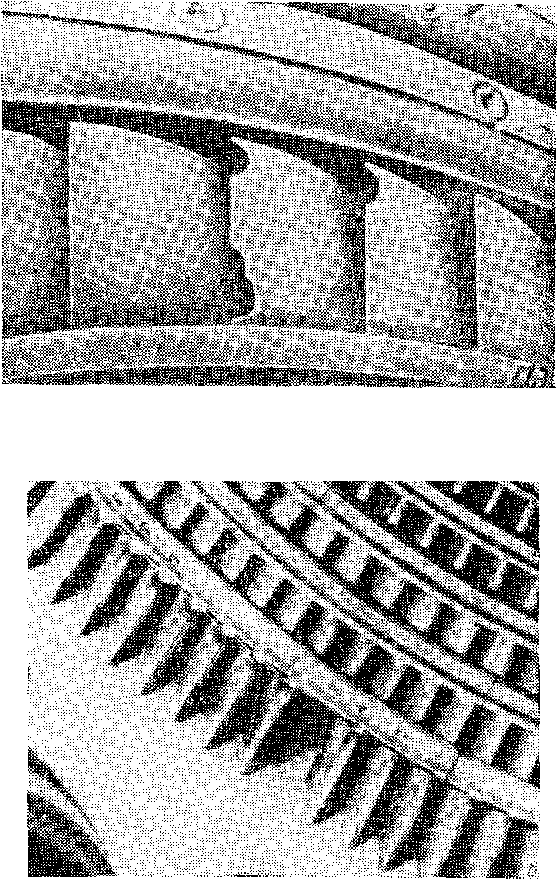
Рис. 7-16. Повреждение выходных кромок сопловых лопаток регулирующей ступени турбины ХТГЗ К-220-44 (а); первой ступени турбины фирмы КВУ 1200 МВт на n=25 с-1 (б).
Повреждение выходных кромок сопловых лопаток регулирующей ступени ряда первых турбин К-220-44 ХТГЗ видно на фотографии рис. 7-16,а. Состояние сопловых лопаток первой ступени (при дроссельном парораспределении) турбины КВУ на АЭС «Библис А» видно из рис. 7-16,б.
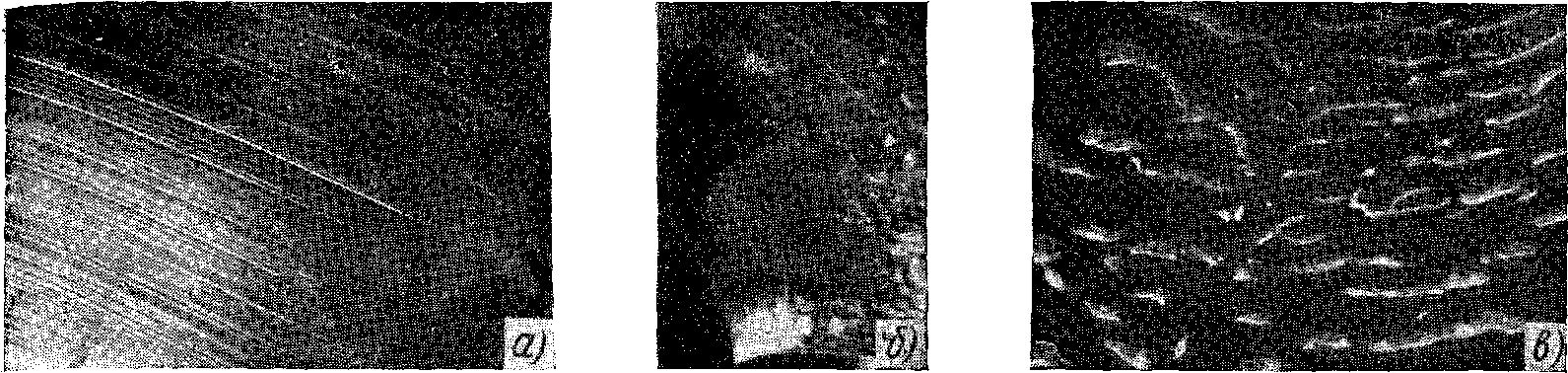
Рис. 7-17. Корпус ЦВД турбины насыщенного пара Рэ=660 МВт на n=25 с-1 после 10 тыс. ч работы. а — фланец внутреннего корпуса; б — фланец наружного корпуса; в—перепускной ресивер.
При ревизии была обнаружена «потеря» нескольких лопаток и изъедание многих других. Причинами повреждений сопловых лопаток первых ступеней ЦВД могут быть и неустановившийся характер конденсации пара, и плохо организованный подвод пара к ступени.
Диафрагмы, обоймы, корпуса.
Повреждения этих деталей в цилиндрах высокого давления турбин насыщенного пара связаны с эрозионно-коррозионным воздействием (§ 3-5). С этим столкнулись все заводы и фирмы, изготавливающие такие турбины, — ХТГЗ [26, 51], ББЦ [128], «Парсонс» [134], КВУ [86, 104, 146], «Вестингауз» [158], ДЭ [106, 148]. Причем несмотря на то, что эрозионно-коррозионное изъедание стыков, зазоров, фланцевых соединений было обнаружено сравнительно давно, с этим явлением сталкиваются и в турбинах второго, а в отдельных случаях и третьего поколения.
На рис. 7-17 представлены фотографии внутреннего и внешнего корпусов ЦВД, а также перепускного паропровода турбины фирмы КВУ (Рэ=660 МВт). Эта турбина на n=25 с-1 проработала 10 тыс. ч на АЭС «Штаде» с ВВРд при р0=5 МПа. Внутренний корпус не имеет следов эрозионного износа, так как выполнен из 12 %-ной хромистой стали. В то же время в наружном корпусе ЦВД, а также на ресиверах, изготовленных из нелегированных сталей, видно характерное изъедание поверхностей.
Значительные перепады давления и большие скорости привели на разъеме корпуса к заметному повреждению фланцев. Во время перегрузки реактора на этом месте наружного корпуса ЦВД плазменным способом [61] был нанесен для пробы слой на хромо-никелевой основе. После 6 тыс. ч работы не было обнаружено ни эрозионно-коррозионного износа, ни отделения этого слоя от основного материала. Испытания в лаборатории показали, что избежать изъедания можно также применением стали с 2,25% хрома. На другой турбине фирмы КВУ [146] мощностью Рэ=1200 МВт предохранение от эрозии неподвижных частей ЦВД производилось нанесением защитного слоя из метколоя (60% Ni, 15% Сr, 25% Fe) толщиной 0,5—0,8 мм. На рис. 7-17,в показан также прямой участок ресивера после 10 тыс. ч работы. В ресивере было обнаружено небольшое изъедание глубиной 0,1—0,2 мм. За последующие 6 тыс. ч эксплуатации этот износ поверхности практически не возрос. Серьезные эрозионные повреждения были у компенсатора ресивера ЦНД турбины АЭС «Библис А» [146].
Случаи эрозии неподвижных элементов турбин ХТГЗ подробно см. рис. 3-36—3-38. После выполнения деталей турбины ХТГЗ, подвергавшихся эрозионному воздействию, из нержавеющих сталей или покрытия этих поверхностей наплавками из нее темп эрозионного размыва заметно снизился, а в отдельных случаях эрозия прекратилась. Не было эрозии во многих деталях ЦВД турбин К-500-65/3000, с самого начала выполненных из нержавеющей стали.
На ряде турбин наблюдалась протечка воды в некоторых местах фланцев и крепежа в ЦВД. Протечка была через ничтожные неплотности разъема, причем пропаривания в этих местах не было. В связи с этим кое-где была выполнена обнизка (пазы вокруг крепежа) с отводом влаги из нее [26].
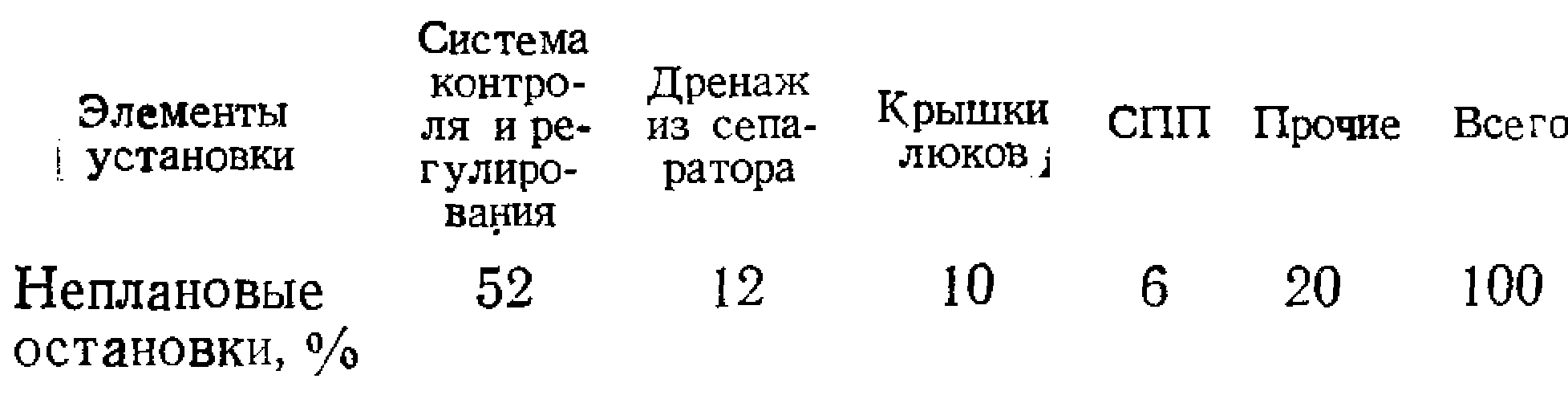
Из других случаев повреждения неподвижных элементов турбин насыщенного пара, не рассмотренных выше, а также в § 3-5, укажем на неплотности в крышках люков ЦНД турбин фирмы ДЭ [148].
Многократно наблюдались повреждения концевых и промежуточных уплотнений (см. также § 3-5). В первых турбинах К-500-65/3000 ХТГЗ пришлось заменить латунные уплотнения ’в ЦВД на выполненные из нержавеющей стали.
Клапанная система.
В двух турбинах насыщенного пара фирмы КВУ [104] была отмечена пульсация в клапанах, индуцированная потоком проходящего пара, которая через некоторое время привела к относительно сильному износу поверхностей в системе.
На рис. 3-35,а показаны детали регулирующего клапана турбины 300 МВт АЭС «Обригейм» после 11 тыс. ч работы. В местах повреждения были выполнены покрытия из антиэрозионного сплава — стеллита (стеллит-6 и 12). В сочетании с азотированием поверхности удалось обеспечить нормальную работу клапана. Однако в дальнейшем была принята аэродинамически более совершенная форма клапана, которая, по мнению фирмы [104], позволила существенно снизить динамические силы в клапанах и тем самым ликвидировать опасность износа седел и других элементов клапанной системы. Случаи эрозии седел клапанов встречались и в турбинах насыщенного пара фирмы ДЭ [106, 148]. Фирма «Вестингауз» указывает на ненормальности при работе турбины с пониженной нагрузкой. Большие сверхзвуковые скорости пара и скачки уплотнения приводили здесь к вибрации трубопроводов и повышенному шуму в клапанной системе. Избежать этого удалось лишь после реконструкции системы (см. рис. 5-32) путем придания ей более аэродинамической формы [82, 158].
На турбине АЭС «Библис» (Рэ=1200 МВт) были обнаружены неплотности в трубопроводе свежего пара — между стопорным клапаном и корпусом турбины. Причиной оказались пороки литья, которые пришлось заваривать.
Сепараторы-промперегреватели.
При анализе итогов эксплуатации все фирмы уделяют много внимания СПП. Несмотря на относительную простоту конструкции большинства СПП, отсутствие вращающихся частей, сравнительно небольшие напряжения в его деталях, невысокие температуры, не превышающие 280— 285°С, а также широкое использование решений, нашедших применение в различных аппаратах обычной энергетики, СПП оказались- таким оборудованием турбинной установки АЭС, которое доставило чуть ли не наибольшие неприятности при эксплуатации и ремонте. Много затруднений было и при разработке новых установок. Следует отметить, что ни одна фирма не обошлась без существенной модернизации первых своих сепараторов и сепараторов-промперегревателей. Более того, во многих случаях приходилось принципиально менять конструкцию: тип сепаратора, взаимное расположение сепаратора и последующих ступеней промперегрева, систему дренажа, распределения основного потока пара, скорости в аппарате, его расположение.
Примеры конструкций, приведенные в § 4-4, показывают, что принятые конструктивные решения СПП даже более разнообразны, чем сами турбины. В турбинах ХТГЗ, КВУ, «Вестингауз», ДЭ и других фирм сменилось несколько модификаций СПП.
Из 29 агрегатов насыщенного пара, работа которых была проанализирована, 9 имели неполадки во внешних сепараторах [99].
В добавление к некоторым данным, приведенным в § 4-4, рассмотрим примеры неполадок с сепараторами и сепараторами-промперегревателями, прежде чем сделать обобщенный их анализ.
Фирма ДЭ, применявшая сепараторы типа Пирлес (см. рис. 4-9,а), в своих первых агрегатах АЭС, работавших радиоактивным паром, столкнулась со случаями повреждения входных коллекторов, выполняемых из нержавеющих сталей, и с коррозионным растрескиванием шевронов толщиной 1,4 мм, также изготавливавшихся из нержавеющей стали [148]. После попыток улучшения данной конструкции фирма перешла к совершенно иному аппарату, представленному на рис. 4-20.
Фирма «Вестингауз» в своих первых агрегатах для уменьшения потерь давления между ЦВД и ЦНД применила вихревого типа сепараторы, а сам СПП располагался в перепускных ресиверах. Несмотря на отмеченную в [120] высокую эффективность такой конструкции обнаруженные в трех агрегатах трещины лопастей, а также в местах приварки лопастей к трубам, заставили фирму отказаться от такой конструкции. Эти трещины имели усталостный характер. Лабораторные исследования, подтвержденные опытами на натурных агрегатах, показали, что проходящий через отсечные клапаны пар возбуждал против потока колебания с частотой, близкой к собственным частотам лопастей. На оставленных в работе сепараторах такого типа пришлось заменить в лопастях углеродистую сталь на 12%-ную хромистую. Причиной этого оказалось плохое сопротивление эрозии.
На турбине ББЦ АЭС «Бецнау-I» с самого начала эксплуатации возникла опасность, что поломки пароперегревательных трубок могут привести к выходу из строя всего аппарата. Хотя полностью причины этих поломок еще не выявлены, считается, что при расчете и проектировании СПП не были учтены все особенности работы насыщенным паром [83]. Осталась неясной роль химического состава пара и материала трубок. Было установлено, что перегревательные трубки при первом же пуске деформировались (рис. 7-18,а).
Порядок пуска агрегата был признан неправильным, так как приводил к неконтролируемому подводу греющего пара на пучок труб, из-за чего возникала большая разность температур между горячей и холодной стороной пучка. Трубки длиной около 9 м заклинивало в крайних трубных досках, которые при этом изгибались с прогибом, доходящим до 50 мм (рис. 7-18,б). В отдельных участках труб, сильно деформированных и к тому же перенапряженных, появилась значительная утечка. В оребренных трубках цельной конструкции были обнаружены трещины в местах сочленения ребер с собственно трубками (рис. 7-18,б).
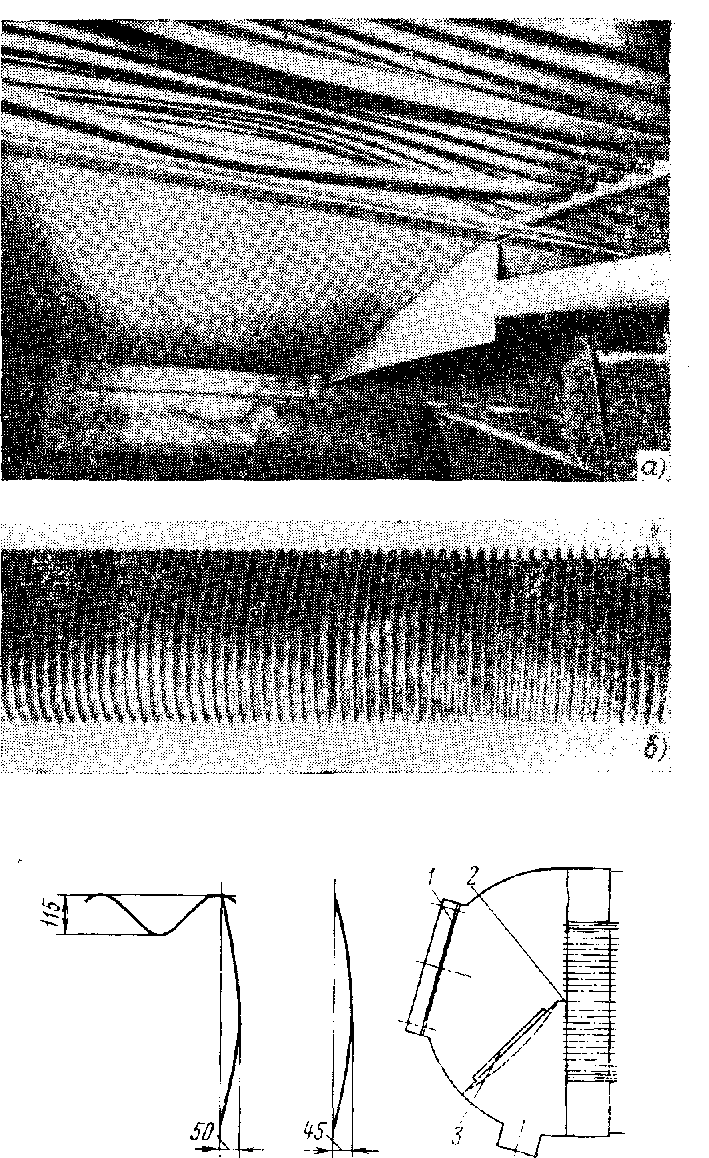
в)
Рис. 7-18. Повреждения в СПП агрегата Рэ=182 МВт АЭС «Бецнау».
а — деформируемые трубки промперегревателя; б — дефектные трубки; в — деформация трубных досок и повреждения в полусфере секции промперегревателя. 1 — мелкие трещины и дефекты уплотнительной диафрагмы; 2 — трещины до 300 мм в перегородке; 3 — прогиб разделительной перегородки (до 40 мм), неплотности.
В связи с этим на входе греющего пара был установлен дырчатый лист, благодаря чему уменьшилась неравномерность подачи греющего пара на трубный пучок.
В СПП «Бецнау» были обнаружены и другие неполадки: найдены трещины в трубных досках около сварных швов; наблюдалась пористость как самих швов, так и в непосредственной близости от них. Все это вело к утечкам. В течение длительного времени, несмотря на многократный ремонт, не удавалось избавиться от этих утечек. Пришлось в полусферической камере промперегревателя встроить ряд защитных элементов (рис. 7-18,в).
Турбины насыщенного пара фирмы КВУ имеют разные конструкции сепараторов и СПП. Последние из этих конструкций, используемые в серийных агрегатах большой мощности, приведены в § 4-4.
Рассмотрим неполадки в СПП турбины фирмы КВУ и эволюцию их конструкций. В турбине Рэ=250 МВт «Гундреминген» были установлены сепараторы простой конструкции. Промперегрев не предусматривался. Хотя с этим сепаратором, представляющим пакеты рифленых пластин, устанавливаемых в перепускных ресиверах, не было неполадок, однако эффективность его была низкой: у2=3%. Кроме того, на выходе из сепаратора влажность пара распределялась неравномерно, что привело к поломкам лопаток ЦНД. Этот же принцип сепарации (и без промперегрева) использован в другой мощной турбине. Конечная влажность при этом оказалась небольшой — 1%, однако напомним, что одна из причин образования усталостных трещин на входном участке роторов низкого давления этой турбины АЭС «Вюргасен» связывается с влажностью на входе в ЦНД [86].
В турбине АЭС «Обригейм» со спиральной конструкцией сепаратора конечная влажность за ним оказалась высокой: у2=2,5%, что, в частности, привело к эрозии трубок последующего промпароперегревателя. Конструкция сепаратора была изменена (рис. 7-19,а). В ней усилены отдельные элементы, в первую очередь патрубки, в которых производится закрутка потока в первичном участке сепаратора. После основного сепаратора, работающего, главным образом, как агломератор — собиратель влаги в крупные капли и струи, дополнительно установлен радиальный циклон.
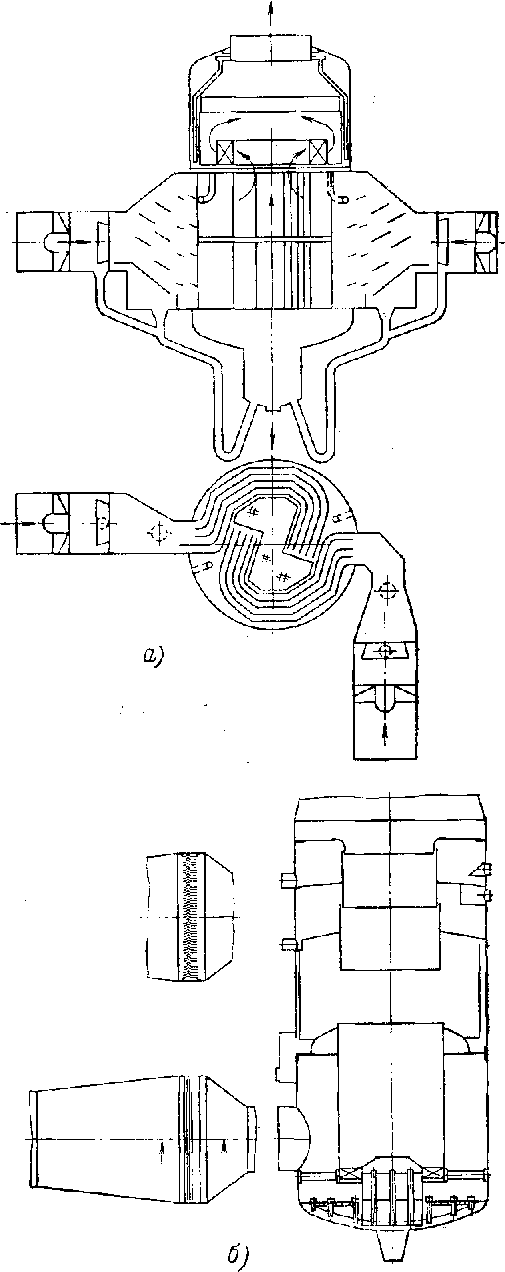
Рис. 7-19. Реконструкция сепараторов турбин фирмы КВУ.
а — на АЭС «Обригейм»; б — на АЭС «Штаде».
На АЭС «Штаде» с турбиной Рэ=660 МВт из-за больших скоростей потока наблюдалась вибрация отдельных элементов СПП, а конечная влажность после сепаратора превысила 2%, что выше расчетного значения. Этот сепаратор также был модернизирован (рис. 7-19,6). В результате модернизации улучшилась работа первичного сепаратора; был встроен дополнительный агломератор влаги. Конечная влажность после модернизированного сепаратора оказалась менее у=1% [83].
На АЭС «Библис» 1200 МВт на желобах сепаратора, установленных перед промперегревателем, была обнаружена механическая деформация, которая потребовала дополнительного усиления этих желобов [86].
При ревизии было выявлено сильное эрозионно-коррозионное вымывание на холодной нитке паропровода промперегревателя, поверхность которого пришлось наварить высоколегированным сплавом NiCrl7Nb [146].
На АЭС «Пикеринг» с турбинами фирмы «Парсонс» (Рэ=540 МВт) модернизации подверглись собственно сепараторы; также была обнаружена вибрация пароперегревательных трубок СПП [99].
В турбинах К-220-44 ХТГЗ в процессе наладки пришлось произвести реконструкцию дренажной системы для более эффективного отвода влаги из СПП. В одной из турбин К-500-65/3000 ХТГЗ на второй год. работы была заменена часть перегревательных трубок СПП и проведена некоторая его модернизация. Из-за этого простой агрегата составил 18 дней [26].
Подводя итоги рассмотрения неполадок с сепараторами и промперегревателями, укажем следующие основные проблемы:
неравномерное распределение потоков пара, особенно на входе в сепаратор;
недостаточная эффективность некоторых конструкций сепараторов, приводящая к эрозии последующих элементов промперегревателя, в частности перегревательных трубок и мест соединения трубок с их ребрами;
отдельные случаи растрескивания элементов СПП, выполненных из нержавеющих сталей, при повышенном содержании радиолитического кислорода в паре одноконтурных АЭС;
вибрация и большие температурные разности в пароперегревательных трубках;
недостаточная жесткость некоторых элементов СПП.
Конденсаторы.
Во многих случаях отмечаются неполадки с конденсаторами. В двухконтурной АЭС «Обригейм» при ревизии, когда испытанию было подвергнуто около 2 тыс. конденсаторных трубок, пришлось удалить 45 трубок. Проверка показала, что наблюдавшаяся до этого утечка обусловлена в основном воздействием аммиака на паровой стороне трубок. Была замечена вибрация трубок в конденсаторах АЭС «Библис», потребовавшая некоторой модернизации конструкции конденсаторов.
На одноконтурной АЭС «Вюргасен» пришлось изменить крепление выходных труб в камерах конденсатора. Во время испытания конденсатора большая утечка циркуляционной воды потребовала обмера толщин конденсаторных трубок. При этом было установлено значительное уменьшение толщины трубок, вследствие чего около 500 трубок было заглушено. Эти повреждения объясняются эрозионно-коррозионным эффектом. Во время следующей остановки поверхность трубок была очищена с помощью корундовых шариков. После этого предполагалось, что благодаря повышенной дозе сульфата железа на поверхности трубок образуется новый защитный слой. Проверка, однако, показала, что полностью не удалось прекратить повреждение трубок, хотя оно значительно уменьшилось.
На АЭС «Бецнау» с турбинами Рэ=182 МВт установлены конденсаторы, конструкцию которых см. [83]. Охлаждающая вода подается из реки. После 5 тыс. ч работы была обнаружена утечка в конденсаторных трубках, которая через некоторое время (уже после 12 тыс. ч) потребовала ревизии аппарата. На паровой стороне были выявлены изъедания безусловно эрозионного характера. В краевых зонах трубок, в местах входа охлаждающей воды, а также в области ниже стенки горловины также были найдены следы эрозионного воздействия.
Наблюдалась вибрация трубок, в отдельных местах трубки даже задевали друг за друга. При реконструкции конденсатора пришлось дополнительно встроить в горловину желоба, а между трубками гребенчатого типа — державки. Во многих трубках было отмечено коррозионное изъедание и на водяной стороне.
Большая часть остановок из-за конденсаторов турбин К-220-44 ХТГЗ была вызвана обрывом анкерных связей водяных камер циркуляционной воды, имевшихся на первых образцах серии. В дальнейшем из конструкции камер анкерные связи были исключены [26].
Трубопроводы.
Коррозионно-эрозионный износ поверхностей различных паропроводов отмечался выше, а также подробно рассмотрен при анализе этого явления в § 3-5. Дополним этот перечень еще некоторыми примерами.
Значительная эрозия ресиверов и трубопроводов линий отбора и дренажа имела место на АЭС «Дрезден 1», после чего трубопроводы, ранее выполненные из углеродистой стали, были заменены изготовленными из слаболегированной стали.
Во время ревизии турбины АЭС «Гарильяно» ультразвуковой контроль показал сильную эрозию на линии отбора за 20-й ступенью, где на колене трубопровода толщина стенки уменьшилась на 40%, а также на дренажных линиях диаметром 150 мм, которые пришлось заменить. Обнаружена эрозия дренажа уплотнения турбины К-70-13 [61].
На турбине АЭС «Штаде» были случаи износа патрубков отборных трубопроводов. В пятом отборе это привело к сильной утечке пара и вызвало остановку агрегата на сутки. При ревизии патрубки отборов были заменены на изготовленные из другого, более качественного материала. Проверка турбины АЭС «Вюргасен» показала необходимость периодического контроля системы трубопроводов. Укажем, что в этом агрегате в трубах имеется 1700 сварных швов, из которых проверялась почти половина.
Фирма ДЭ в нескольких из своих первых установок АЭС столкнулась с проблемой стабильной работы системы дренажа из сепаратора или СПП [148]. При дренаже сепарата в дренажный бак в извилистом тракте дренажных труб небольшого диаметра образовывались паровые подушки, в результате чего временами вода шла назад, а затем система быстро опорожнялась (рис. 7-20,а).
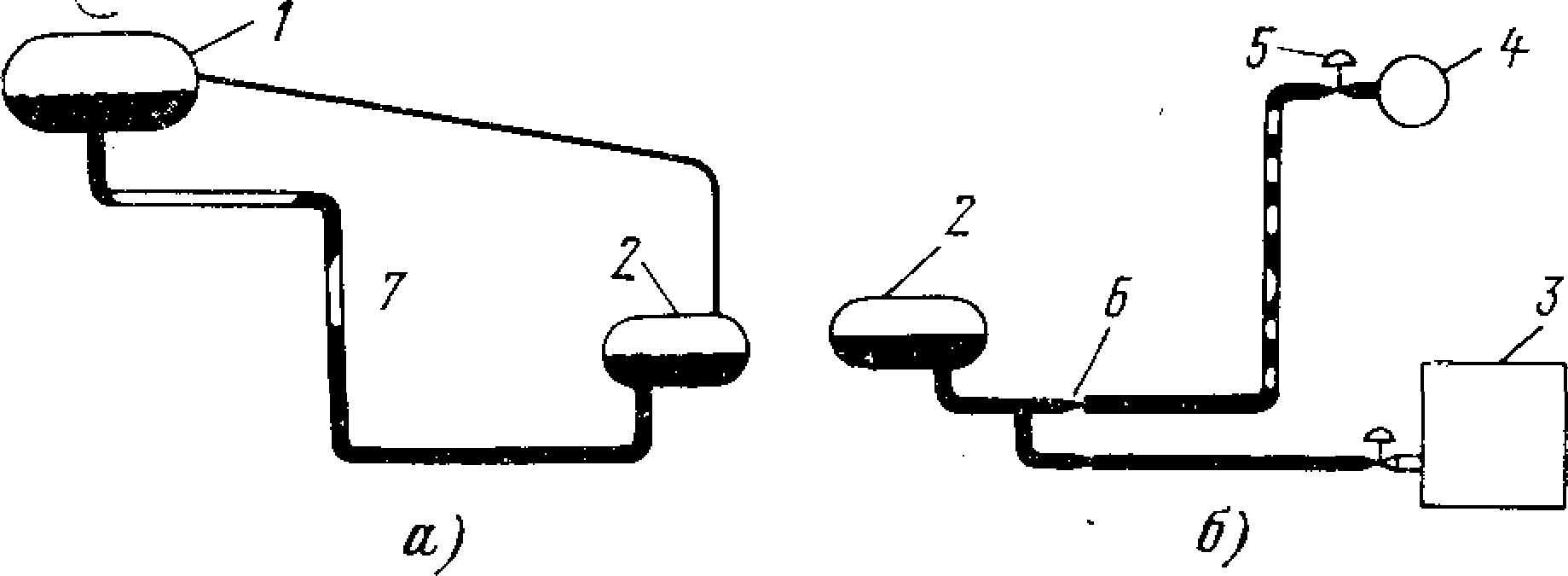
Рис. 7-20. Линии дренажа турбины фирмы ДЭ.
а — дренаж из сепаратора; б — расположение подогревателя питательной воды выше дренажного бака.1 — С или СПП; 2 — дренажный бак; 3 — конденсатор; 4 — подогреватель; 5 — клапан дренажа; 5 — то же вблизи дренажного бака; 7 — дренаж.
Проблема усугублялась тем, что вода имела температуру насыщения и частично испарялась, в результате чего возрастали потери напора. В вертикальных трубках движение воды при температуре насыщения носило нестабильный характер. В установках, где это наблюдалось, оказалось, что подогреватель питательной воды находился выше промежуточного дренажного бака (рис. 7-20,б). При этом были значительными потери статического напора, частичное испарение воды. Если пар и сепарат образовывали пробки в трубках, то движение становилось весьма неустойчивым.
Все это показывает, как важно обеспечить нормальное функционирование системы дренажа при переходных режимах, например, таких, как сброс нагрузки. Давление в сепараторе и в первой ступени промперегрева пропорционально нагрузке агрегата. Если нагрузка падает, то падает и давление, и вода в дренажной системе испаряется. Этот пар будет временно мешать дренажу воды и нормальной работе системы, причем избыточная масса воды пойдет назад. Многочисленные исследования, проведенные фирмой на электростанциях, в лаборатории, и аналитические расчеты позволили обнаружить особенности гравитационного движения двухфазной жидкости и решить в зависимости от требований практики эту проблему. Было выявлено, какими должны быть размеры труб и характеристики системы, каково должно быть дополнительное охлаждение воды, чтобы обеспечить стабильную работу дренажной системы.
Система подогрева питательной воды.
Анализ работы системы регенеративного подогрева питательной воды АЭС «Бецнау» с ВВРд показал тесную связь конструкции элементов системы, в первую очередь подогревателей, ее конструкционных материалов и химического состава питательной воды и пара. В ПНД № 1 и 2 после 6,5 тыс. ч работы была обнаружена утечка, причиной которой [83] является аммиачно-кислородная коррозия, охватившая значительные зоны в подогревателях. Уменьшить ее не удалось, и через два года пришлось заменять трубки во всех ПНД. На первых двух пучках были поставлены трубки из нержавеющей стали, на других остались латунные.
На одноконтурной АЭС «Вюргасен» во время одного из нагружений агрегата на короткое время была снижена нагрузка в связи с утечкой в арматуре ПВД. Также потребовался ремонт ПВД на АЭС «Штаде».
На АЭС «Библис» была авария главного питательного насоса, вызванная вибрационной поломкой его лопастей. При выходе из строя питательного насоса и при перепуске отмечалась вибрация трубопроводов питательной воды, которая привела даже к отключению реактора. Из-за неплотностей в обратных клапанах на линиях отборов, вызванных плохим качеством отливок, потребовалась заварка отдельных мест.
На этой же АЭС оказались сильно поврежденными из-за эрозии трубки входной части ПНД, причиной которой называется высокая скорость потока [146]. Особенно много неприятностей было со сборным баком этого блока, который пришлось заменять.
Прочие неполадки. При эксплуатации турбин АЭС были отмечены неполадки в трех подшипниках турбоагрегата АЭС «Библис» Рэ=1200 МВт (см. рис. 5-23), которые возникли при очень низкой частоте вращения и были вызваны чересчур ранним отключением пускового масляного насоса. После этого частота отключения этого насоса была поднята с n/nном=0,047 до 0,33, где nном=25 с-1.
Отмечается значительное число пожаров в нереакторной части АЭС. С 1967 по 1972 г. в ФРГ, США, Англии, Франции и Японии было 17 таких пожаров, принесших ущерб в 50 млн. марок ФРГ [88]. На АЭС «Обригейм» агрегат был остановлен на 2,5 ч из-за утечки масла во фланцевом соединении маслопровода системы регулирования. Во многих случаях отмечаются неполадки в системах регулирования.
Из анализа аварий и других неполадок с турбинами насыщенного пара АЭС можно сделать следующие выводы.
- Аварий и неплановых остановок турбин АЭС и всего оборудования турбинных установок, если не считать периода отладки новых блоков, из расчета на один находящийся в эксплуатации блок, а тем более из расчета на установленный 1 кВт мощности — не больше, чем для оборудования ТЭС.
- В определенной степени неполадки, возникавшие при эксплуатации турбин АЭС, связаны с новизной оборудования, недостаточным сроком работы серийных агрегатов, а также с большими мощностями турбин второго и особенно третьего поколения.
- При создании и обслуживании турбин насыщенного пара пока недостаточно учитываются особенности конструирования и эксплуатации турбинных установок, работающих на влажном паре, т. е. практически всех турбин АЭС с водоохлаждаемыми реакторами разного типа.
Эти особенности с позиций надежности главным образом касаются: эрозионно-коррозионного износа многих элементов турбины и установки; существенного изменения температуры пара при изменении его расхода, в ряде случаев испарения влаги при этом, а также интенсивного теплообмена при конденсации; значительных температурных разностей в некоторых элементах и существенных термических напряжений, несмотря на невысокие температуры пара в установках.
В подавляющем большинстве решение упомянутых проблем, относящихся к турбинам насыщенного пара, возможно, во-первых,
с помощью аэродинамического совершенствования всех паровых и водяных трактов, включая проточную часть турбины, клапанную систему, все типы СПП, трубопроводы, арматуру, различные теплообменники (конденсаторы, подогреватели и т. д.). Эта задача еще не решена, поэтому необходимо расширение как лабораторных, так и натурных аэро- и гидродинамических исследований. Необходимо расширение исследований по аэродинамике и теплообмену в двухфазных средах, в том числе при широком диапазоне давлений пара и воды, различной дисперсности влажной среды.
Во-вторых, гарантию от эрозионно-коррозионного износа обычно дает применение дорогих и дефицитных высоколегированных материалов. Следует учитывать, что замена элементов системы подогрева питательной воды, выполнявшихся из углеродистой стали и латуни, на нержавеющую сталь, может повысить стоимость всей турбинной установки чуть ли не вдвое. Поэтому очевидны необходимость физико-химических исследований для выбора соответствующих материалов и разработка конструкций, позволяющих уменьшить долю высоколегированных сталей.
- Нет единой точки зрения по выбору материалов для отдельных элементов установок, работающих в одноконтурных схемах. С одной стороны, имеется много случаев повышенного эрозионно-коррозионного износа деталей, выполняемых из углеродистой стали, с другой — немало случаев растрескивания нержавеющих аустенитных сталей. Решение этой проблемы тесно связано с изучением различных методов конденсатоочистки, опыта использования различных типов фильтров.