При монтаже установочных изделий и прокладке сетей наиболее трудоемкими являются работы по установке крепежных деталей и изделий по кирпичным, бетонным и железобетонным основаниям. Особенно большие трудозатраты бывают в тех случаях, когда крепежные детали и изделия вмазывают в предварительно пробитые гнезда строительных оснований.
В последнее время как в Советском Союзе, так и за рубежом начали широко применять метод крепления установочных изделий и деталей путем приклеивания их различными клеями из полимерных материалов, который удешевляет и ускоряет производство работ, облегчает условия труда, сохраняет цельность и прочность оснований, на которых производят прокладку сетей.
Электромонтажные организации проводили эксперименты и применяли клеи, изготовленные из различных полимерных материалов.
1. Клей БФ (ТУ МХП 1367—49)
Клеи БФ-2 и БФ-4 применяют для склеивания различных материалов (металлов, пластмасс, стекла и др.). После подсушки пленки БФ-2 и БФ-4 приобретают электроизоляционные свойства.
Клей БФ-4 применяют, когда клеевой шов должен обладать большой эластичностью, а также когда склеиваемые материалы не допускают высоких температур запечки. Этот клей рекомендуется также для склейки деталей, подвергающихся воздействию щелочной среды.
Клей БФ-2 применяют, когда требуются большая жесткость и нагревостойкость клеевого шва, а также когда клеевой шов подвергается воздействию кислых химических реагентов.
Поверхности материалов перед склеиванием должны протираться растворителями (спирт, ацетон, ацетаты). При склеивании меди, стали, фенопласта, аминопласта, кожи и др. склеиваемые поверхности рекомендуется зачищать наждачной бумагой.
Нанесение клея на поверхности производят пульверизатором, кистью или поливом 2 раза. Подсушку после каждого покрытия рекомендуется производить в течение 1 ч при комнатной температуре или 15 мин при 55—60° С. Обычно ограничиваются подсушкой на воздухе. Оптимальная толщина клеевого шва считается 0,15—0,25 мм.
После подсушивания клеевого слоя склеиваемые детали плотно прижимают друг к другу с помощью струбцин при давлении 5— 15 кГ1см2.
Отверждение клеевого шва производят при температуре около 150°С в течение 0,5—1 ч после достижения швом этой температуры.
В электромонтажном производстве клей БФ применяют для склейки отдельных частей изоляторов, заделывания в них трещин, восстановления герметизации швов в баках и т. п.
Хранить клей БФ следует в герметически закрытой таре.
Клей № 88Н (ТУ-1542 МХП)
Клей № 88Н предназначен для приклейки холодным способом резины к металлам, стеклу и другим поверхностям, а также для склеивания резины с резиной, приклеивания проводов АПН к строительным конструкциям.
Перед склеиванием поверхности металлических и резиновых деталей зачищают шкуркой, протирают салфеткой, смоченной в бензине, и просушивают 5—10 мин.
На металлические детали наносят два слоя клеевого раствора. Время сушки первого слоя 7—10 мин при 18—20° С, а второго — 2—8 мин при 18—45° С. На резиновые детали наносят один слой клеевого раствора. Время сушки 2—8 мин при 18—45° С.
Выдержку после склейки производят под давлением 0,2 кГ/см2 или без давления в течение 24 ч.
Растворителем клея 88Н являются этилацетат и бензин в отношении 1 : 2.
Клей 88Н используется при концентрации 30 + 2%.
Клей 88Н следует хранить в герметически закрытой таре, в помещении, специально предназначенном для хранения огнеопасных материалов, при температуре от 0 до 20° С и влажности воздуха 60—75%.
Клей ЭД-6 эпоксидный (ВТУ МХП 646—55)
Эпоксидные клеи применяют для склеивания черных и цветных металлов, пластмасс, Дерева, фарфора, керамики, резины и т. п. как холодного, так и горячего отверждения.
Для склеивания резины с металлом поверхности предварительно зачищают шкуркой и протирают бензином. На поверхность металла наносят тонкий ровный слой клея, который просушивают в течение 4—5 мин, после чего клей наносят на резину и повторно на металлическую поверхность; поверхности просушивают в течение 6—8 мин. После подсушивания металлическую и резиновую поверхности соединяют и многократно прокатывают роликом. Склеенные поверхности оставляют на сутки под грузом 0,5—2 кГ/см2 или более. Максимальная прочность склейки достигается через 4—5 суток после склеивания.
Отвержденные клеевые швы не дают усадки и обладают водостойкостью, стойкостью против действия кислот, щелочей, растворителей, а также имеют хорошие диэлектрические свойства.
Эпоксидную смолу можно применять для склеивания различных деталей, работающих при температуре не выше 70° С.
Эпоксидный клеевой компаунд К-153 (ВТУ П-126-59)
Эпоксидный клеевой компаунд К-153 применяют для склеивания различных материалов (металлов, стеклотекстолита и др.), литой изоляции, обволакивания и пропиток.
В качестве отвердителя применяют кубовой остаток гексаметилендиамина (15 вес. ч. на 85 вес. ч. смолы). Перед употреблением в компаунд вводится 80 вес. ч. цемента № 400 (ГОСТ 10178—62).
Время действия компаунда К-153 не менее 60 мин.
Клей ЭПЦ-1/Т (ВСН-14-66)
Клей ЭЦЦ-1/7 обладает достаточно высокими прочностными характеристиками — влаго-, термо- и морозостоек. Он отвердевает при температуре от 10° С и выше и позволяет приклеивать к вертикальным и поточным поверхностям строительных конструкций без удерживающих приспособлений стальные пластины подпотолочных выключателей (переключателей) и надплинтусных штепсельных розеток, деревянные и древесностружечные подрозет- ники выключателей, переключателей, осветительных и слаботочных штепсельных розеток, звонковых кнопок, а также одноламповые плафоны, монтажные полоски, планки для крепления проводов марки ВРГ, АВРГ и т. п.
В состав клея ЭПЦ-1/Т входят следующие компаунды: эпоксидная смола ЭД-5, растворитель — полиэфир МГФ-9, отвердитель — кубовый остаток ГМДА, наполнитель — цемент и добавка вязкости. В качестве составляющей может применяться компаунд К-115, состоящий из эпоксидной смолы ЭД-5 и полиэфира МГФ-9.
Состав клея из отдельных компонентов и компаунда приводится в табл. 24.
Клей приготовляют, тщательно перемешивая компаунды до получения равномерной и однородной массы в последовательности, указанной в табл. 26. Клей можно приготовлять вручную, применяя шпатели-лопатки для смешивания.
При работе на воздухе клей сохраняет свои качества 1—1,5 ч, включая время приготовления (с момента введения отвердителя).
Таблица 24
Состав клея ЭПЦ-1/Т
Материал | ГОСТ или ТУ | Содержание в г | Назначение |
А. При изготовлении из отдельных компонентов | |||
Смола ЭД-5 | ГОСТ 10587—63 | 100 | Основной продукт |
Полиэфир МГФ-9 | ТУ БУ 17—56 | 30 | Растворитель |
Добавка вязкости (1 вес. ч. белой сажи+2 вес. ч. цемента) | — | 80 | Для предотвращения сползания при приклеивании к вертикальным и потолочным плоскостям |
Кубовые остатки ГМДА | ТУ 1036—59 | 20,5 | Отвердитель |
Портландцемент марки 400 | ГОСТ 10178—62 | 100—120 | Наполнитель |
Материал | ГОСТ или ТУ | Содержание в г | Назначение |
Б. При изготовлении из компаунда | |||
Компаунд К-115 | СТУ 30-14148-63 | 130 | Основной продукт |
Добавка вязкости (1 вес. ч. белой сажи+2 вес. ч. цемента) |
| 80 | Для предотвращения сползания при приклеивании к вертикальным и потолочным плоскостям |
Кубовые остатки ГМДА | ТУ 1036—59 | 20,5 | Отвердитель |
Портландцемент марки 400 | ГОСТ 10178—62 | 100—120 | Наполнитель |
При централизованном приготовлении клея рекомендуется фасовать компоненты в тубы и в таком виде поставлять на монтажные участки.
Компаунд К-115 с добавкой вязкости и кубовой остаток ГМДА следует фасовать раздельно. Кубовой остаток и наполнитель необходимо доставлять непосредственно перед работой.
Порции приготовляемого клея определяют в зависимости от объемов электромонтажных работ по приклеиванию.
Клей БМК-5К (ВТУ 01-67)
Клей БМК-5К представляет собой смесь раствора смолы БМК-5 в ацетоне с наполнителем каолином (табл. 25).
Таблица 25
Состав клея БМК-5К
Материал | ГОСТ или ТУ | Содержание весовых частей | Назначение |
Смола | СТУ 12-10-259-63 | 180 | Основной клеящий продукт |
Ацетон | ГОСТ 2768—67 | 420 | Растворитель |
Каолин | ГОСТ 6138—61 | 400 | Наполнитель |
Смола БМК-5 состоит из сополимера бутил· метакрилата — 95 вес. ч. и метакриловой кислоты — 5 вес. ч.
Процесс приготовления клея заключается в смешении раствора смолы и наполнителя, предварительно просушенного при температуре 105° С в течение 4—6 ч. Смешение производят мешалкой в герметически закрываемой емкости.
Клей БМК-5К по внешнему виду представляет собой однородную пасту без механических примесей с вязкостью по вискозиметру ВЗ-4 120—140 сек. Он быстро отвердевает и обладает достаточным запасом прочности. Применение его возможно при температурах 5° С и выше. Клеевой слой после отвердения стоек по отношению к влаге, высоким и низким температурам. Клей БМК-5К огнеопасен. Приготовлять клей БМК-5К из компонентов можно как непосредственно на монтажной площадке, так и в централизованном порядке в тубах емкостью до 0,1 дм3.
Работы по приклеиванию электроустановочных изделий рекомендуется выполнять звеньями в составе 2—3 человек. Каждое звено до начала работы должно получать на приобъектном складе под свою ответственность и доставлять на место работ компоненты клея или расфасованный в тубы клей, необходимый инвентарь и прочие приспособления:
клей БМК-5К (разведенный в ацетоне) в тубах или в герметичной таре различной емкости (канистры из пластмассы, стальные или стеклянные бутыли с плотной пробкой), в защитных корзинах;
наполнитель, упакованный в бумагу или тару из другого плотного материала; ацетон для мытья рук и для разжижения отвердевающего клея в бутылках емкостью 0,5—1 л; весы, мерную дозировочную посуду для жидких и сыпучих компонентов; шпатели-лопатки стальные с шириной лезвия 40—50 мм (2 шт.); щетки кордовые стальные (2 шт.); шкурку крупнозернистую на полотне; ветошь хлопчатобумажную; банки металлические емкостью 0,5—1 л (1—2 шт.); банки стеклянные или гипсовые емкостью 0,5—1 л (2—3 шт.).

Рис. 36. Приклеиваемые крепежные детали и примеры их применения
а — деталь для крепления проводов марки ППВ и АППВ методом наклеивания (материал — ударопрочный полистирол марки УПП-1 СТУ 36-13-858-62); б — деталь для крепления проводов и кабелей с помощью полоски и пряжки Лоскутова или перфорированной полихлорвиниловой ленты (материал—фенопласт марки К 18-2, ГОСТ 5689—60); в — деталь для крепления мелких электроизделий, рассчитанных на болтовое крепление (материал — фенопласт марки К 18-2, ГОСТ 5689—60)
Приклеивать клеем БМК-5К рекомендуется следующие изделия: стальные пластины подпотолочных выключателей (переключателей), надплинтусных штепсельных розеток; деревянные и древесностружечные подрозетники для звонковых кнопок, радиорозеток, настенных патронов, одноламповых плафонов; карболитовые распаечные коробки наружных электропроводок, рамки табло и пластинки этикеток на щитах и пультах управления, монтажные полоски, планки для крепления проводов ВРГ, АВРГ и т. п.
Приклеивание к вертикальным и потолочным плоскостям строительных конструкций не требует каких-либо удерживающих приспособлений.
Закрепление проводов, кабелей, полос заземления и мелких электроизделий производят с помощью специальных крепежных деталей (рис. 36). Максимально допустимая нагрузка на одну приклеенную деталь 2 кГ.
Ответвительные коробки и другие пластмассовые изделия можно приклеивать при наличии у них опорной поверхности не менее 6 см2. Вес таких изделий не должен превышать 200 г (рис. 37).
Непосредственное приклеивание проводов и кабелей к строительным основаниям не разрешается.
Детали и изделия следует приклеивать к бетонным, железобетонным, керамзитобетонным, асбестоцементным, кирпичным, керамическим и стеклянным строительным основаниям, поверхностный слой которых обладает достаточной прочностью для удерживания приклеенных изделий. Поверхность строительного основания в местах приклейки должна быть ровной, очищенной от грязи, пыли, копоти и т. п.
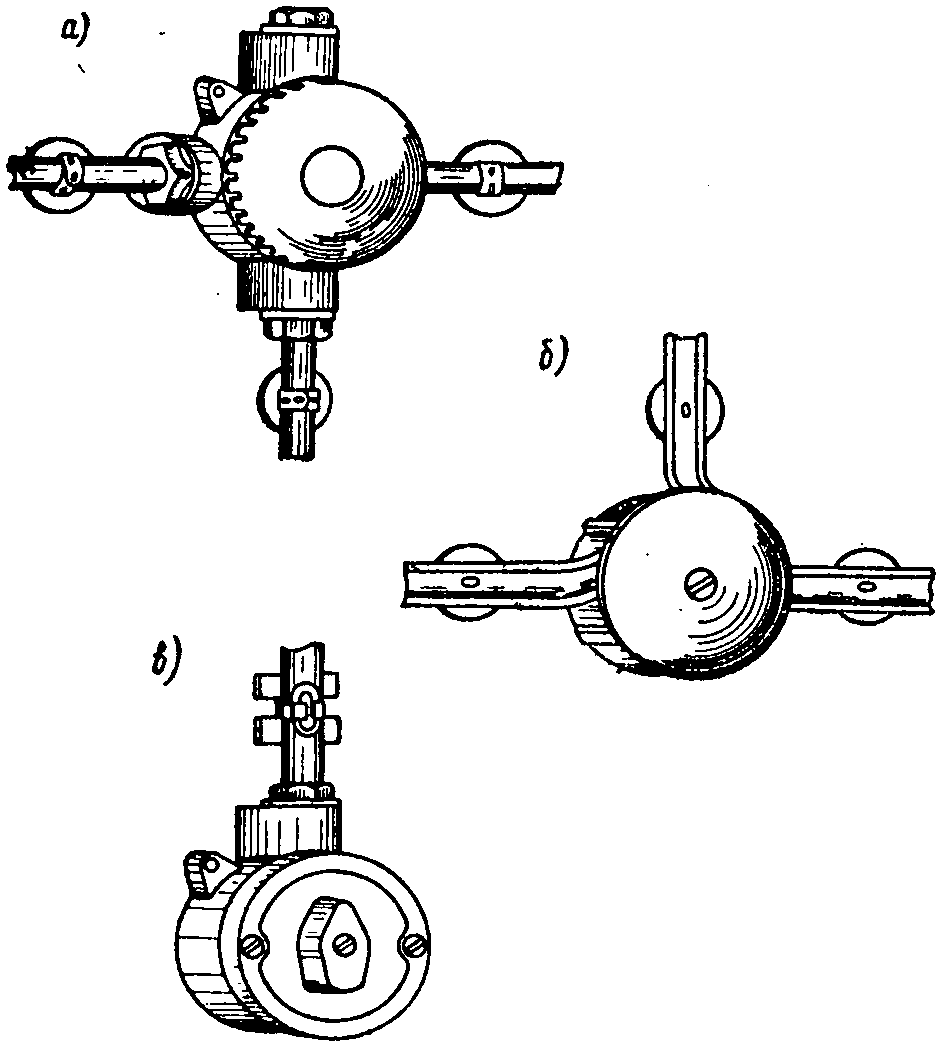
Рис. 37. Крепление электроустановочных изделий методом приклеивания
а и б — соединительная коробка, приклеенная к строительному основанию; в — полугерметический выключатель, приклеенный к строительному основанию
Нельзя приклеивать детали и изделия к сырым, пропитанным маслом, побеленным, окрашенным и оштукатуренным поверхностям.
При приклеивании деталей и изделий клеем БМК-5К достигается минимальная удельная прочность: по бетону, железобетону, керамзитобетону, керамике и т. п. — 5 кГ/см2; по кирпичу — 1 кГ/см2.
При подготовке к приклеиванию стальных пластин подпотолочных выключателей (переключателей) и надплинтусных штепсельных розеток необходимо следить за тем, чтобы за поверхность плоскости приклеивания не выходили винты крепления контактных оснований и крышек.
Заусенцы в плоскости приклеивания должны быть удалены, а искривления выправлены. Слой клея должен быть ровным по всей поверхности, его толщина не должна превышать 0,5—1 мм. Увеличение толщины слоя клея ведет к снижению прочности приклеивания. Перед нанесением клея надо тщательно протереть обе склеиваемые поверхности чистым тампоном, смоченным в ацетоне. После нанесения слоя клея необходимо сразу же соединить их. Приклеиваемое изделие прижимают рукой к поверхности строительной конструкции с некоторым усилием и выдерживают в течение 3— 5 сек.
Выравнивать положение электротехнических изделий следует сразу же после приклеивания.
Дальнейшие монтажные работы на приклеенных изделиях (установка контактных оснований, крышек, выключателей, розеток, светильников, а также подключение к ним проводов) разрешается производить по истечении 24 ч после окончания приклеивания.
Клей ПЭД-Б (ВТУ П-283-62)
Клей ПЭД-Б представляет собой смесь перхлорвинилового лака и эпоксидной смолы. Он применяется для приклеивания винипласта и поливинилхлоридного пластиката к металлу,
дереву, бетону и другим изделиям при добавлении в него отвердителя полиэтиленполиамина. В электромонтажном производстве клей ПЭД-Б широко применяется для получения адгезии, эпоксидного компаунда к полихлорвинилу при монтаже эпоксидных муфт на кабелях с полимерной изоляцией жил. Клей изготовляют на заводе или в мастерских.
Для приготовления клея применяют перхлорвиниловую смолу—15 вес. ч., эпоксидную смолу ЭД-5 или эпоксидный компаунд Э-2200 — 13 вес. ч., метиленхлорид — 90 вес. ч. и циклогексанон — 10 вес. ч.
В сосуд загружают растворители метиленхлорид и циклогексанон и перхлорвиниловую смолу. Перемешивание ведется при комнатной температуре до полного растворения частичек смолы и получения однородного состава.
После этого загружают эпоксидную смолу и снова перемешивают при комнатной температуре до получения однородного состава. Готовый клей сливается и может храниться длительное время в стеклянной или оцинкованной посуде.
Перед употреблением в клей добавляют отвердитель полиэтиленполиамин или диэтилентриамин и тщательно перемешивают: на 100 вес. ч. клея (готовой композиции) добавляют 1,5—2 вес. ч. отвердителя.