12. НЕКОТОРЫЕ ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ, ИЗГОТОВЛЕНИЯ, МОНТАЖА И ЭКСПЛУАТАЦИИ ЭЖЕКТОРОВ
В настоящее время зачастую проектирование, изготовление, монтаж и эксплуатация эжекторов производится разными организациями. В этом случае проект и технические условия на изготовление эжекторов проектировщику необходимо согласовать с заказчиком, а за правильность конструкции, расчет его гидравлических характеристик, выбор материалов, качество изготовления, монтаж и ремонт отвечает организация, выполнявшая соответствующие работы.
Рекомендации, приведенные в этом параграфе, основаны на опыте работы ЛМЗ. Конструкция проточного тракта эжектора, как известно, должна обеспечивать соответствие профиля естественному профилю движущегося потока, иначе происходит дросселирование в узких местах и образование завихрений в широких. Поэтому важнейшим требованием, предъявляемым к конструкции эжектора в целом, является строгая соосность сопла (для регулируемого эжектора - насадка и иглы), камеры смешивания и диффузора. Выполнение этого требования контролируется при изготовлении.
Отдельные узлы эжектора центруются с помощью выступа и впадины во фланцах, диаметры которых выполняются по третьему классу точности изготовления, что соответствует седьмому квалитету СТ СЭВ. Шероховатость поверхностей изделия влияет на его эксплуатационные качества; износостойкость, прочность (особенно усталостную), коррозионную стойкость, гидравлические сопротивления и так далее. Поэтому класс чистоты обработки проточного тракта эжектора и, в первую очередь, сопла и камеры смешивания рекомендуется выбирать не менее шестого. При изготовлении эжекторов рассчитанные диаметры сопла и камеры смешивания необходимо выполнять с достаточной степенью точности не ниже третьего класса точности, что соответствует седьмому квалитету по СТ СЭВ.
Пример конструкции нерегулируемого эжектора, установленного на Усть-Илимской ГЭС, приведен на рис. 38. Так как в эжекторе кавитационные режимы недопустимы, то конструкция проточного тракта и особенно конструкция подвода всасываемого потока должны быть такими, чтобы отсутствовали обратные уклоны, резкие переходы, зазоры, выступы (т. е. источники завихрений и воздушных мешков) и, кроме того, они должны обеспечивать герметичность эжектора (уплотнение всех мест соединения узлов эжектора) . Сопло и входной участок в камеру смешивания эжектора находятся в зоне вакуума (соударения двух потоков), поэтому с целью исключения кавитационной коррозии сопло (для регулируемого эжектора насадок и игла) и камеру смешивания необходимо выполнять из нержавеющей стали.
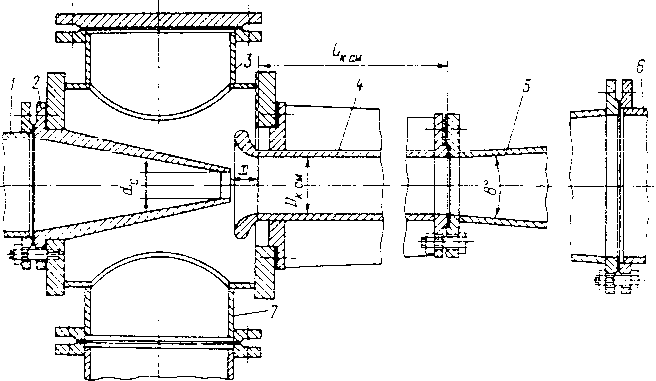
Рис. 38. Конструкция нерегулируемого эжектора ТВС Усть-Илимской ГЭС 1 — патрубок рабочего потока Dy = 200 мм, Ру = 1 МПа; 2 — сопло; 3 — приемная камера; 4 — камеры смешивания; 5 — диффузор; 6 — патрубок выходного потока Dy = 300 мм, Ру = 0,6 МПа; 7 — патрубок всасываемого потока Dy = 300 мм; Ру = 0,6 МПа
Для оперативной замены сопла в процессе эксплуатации эжектора рекомендуется сопло выполнять съемным, присоединяя его к трубопроводу рабочего потока с помощью фланцевого соединения или резьбы, которая уплотняется суриком или лентой ФУМ. При конструировании регулируемого эжектора конфигурацию внутренней поверхности насадка и иглы сопла, наружной поверхности насадка и входного участка в камеру смешивания необходимо выполнять таким образом, чтобы площади сечений рабочего и всасываемого потоков (а следовательно, и скорости) изменялись равномерно.
Крестовина в регулируемом эжекторе служит для направления движения иглы относительно насадка сопла и выполняет роль стабилизатора потока перед выходным сечением насадка, способствуя тем самым улучшению условий формирования напорной струи. Чтобы не нарушать обтекаемость проточной части, втулка крестовины должна быть строго кон- центрична относительно обода, а расположение, число и толщина ребер должны быть строго регламентированы. Рекомендуется устанавливать шесть ребер с минимально возможной (исходя из условий прочности) толщиной равномерно по окружности (причем одно из ребер устанавливают на вертикальной оси).
В технологическом процессе изготовления эжекторов значительное место занимают сварные работы (особенно сложная сварная конструкция — корпус регулируемого эжектора), поэтому к сварным швам предъявляются жесткие требования. Сварка должна производиться квалифицированным сварщиком. При пересечении швов допускается только автоматическая сварка. Недопустимые дефекты сварки, обнаруженные в процессе изготовления эжекторов, устраняют сваркой и подвергают повторному контролю. Основные сварные конструктивные элементы эжектора (корпус, камера смешивания, диффузор) должны подвергаться термообработке после сварки.
Контроль сварных швов необходимо производить согласно соответствующим нормативным материалам. Сварные швы узлов эжектора подвергаются внешнему осмотру, просвечиванию рентгеновскими или гамма-лучами и гидравлическому испытанию на прочность пробным давлением Р, равным 1,5РНОМ с временем выдержки - 10 мин.
Изготовитель в присутствии заказчика производит техническое освидетельствование эжектора: приемо-сдаточные испытания куда обязательно входят гидравлические испытания на плотность соединения узлов эжектора давлением, равным 1,25Рном, с выдержкой 10 мин) и контрольную сборку.
Установка эжекторов ТВС на ГЭС обычно производится в специально отведенном помещении, достаточно удаленном от места нахождения обслуживающего персонала (например, в паттернах над отсасывающей трубой) и именуемом галереей ТВС, и должна обеспечивать возможность осмотра и ремонта. Компоновка оборудования эжектора ТВС в галерее ТВС должна отвечать требованиям безопасности и производственной санитарии в соответствии с ГОСТ 12.2.003—74 и ’’Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением”, утвержденными Госгортехнадзором СССР, с учетом требований эргономики, внешний вид должен соответствовать требованиям промышленной эстетики.

Для снижения уровня шума и вибрации деталей работающих эжекторов до допустимых пределов (ГОСТ 12.1.003—76) необходимо устанавливать две-три жесткие опоры по длине эжектора и опоры на всей трубопроводной трассе эжектора и, кроме того, предусмотреть изолирующие футляры на каждый эжектор (например, керамзитовая засыпка в деревянной обшивке или обвязка звукопоглощающим материалом).
Для управления работой и обеспечения нормальных условий эксплуатации эжекторы должны быть снабжены приборами для измерения давления (манометрами), предохранительными устройствами разного назначения (обратными клапанами, фильтрами, защитными сетками), запорной арматурой с автоматическим и ручным управлением.
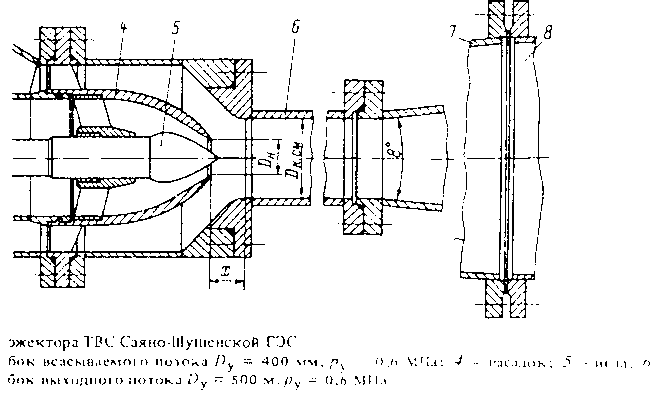
Система регулирования и автоматического управления должна обеспечивать ручное и автоматическое управление эжектором во всех напорных режимах ГЭС. Регулируемый эжектор (рис. 39) оснащается электроприводом для дистанционного или автоматического управления перемещением иглы при изменении подачи воды. Применяются электрические, гидравлические или пневматические приводы. Манометры, устанавливаемые на штуцерах с трехходовыми кранами, должны иметь: класс точности не ниже 2,5, шкалу с такими пределами измерений, чтобы измеряемое рабочее давление находилось во второй трети шкалы, иметь красную черту по делению. соответствующему разрешенному давлению в эжекторе.
Контрольно-измерительные приборы, механизмы оперативного управления эжектором должны быть расположены на видных местах и легко доступны. Предохранительные клапаны выбирают так, чтобы в эжекторе не могло образоваться давление, превышающее рабочее более чем на 0,05 МПа. Электрооборудование эжектора должно отвечать требованиям "Правил устройства электроустановок”.
Изготовитель (или проектировщик) должен осуществлять технический надзор за монтажом и пуском первого эжектора ТВС в эксплуатацию. Надежность работы эжекторов настолько велика, а обслуживание их настолько простое, что требования, предъявляемые к эжекторам при их эксплуатации, сводятся только к строгой последовательности работы с задвижками.
Так, при пуске эжекторов сначала открываются задвижки трубопровода всасываемого потока, затем выходного потока и только потом рабочего потока; при остановке эжекторов последовательность действий обратная: сначала закрываются задвижки трубопровода рабочего потока, затем выходного и в конце всасываемого. Такая последовательность обеспечивает надежность всей эжекторной системы при пуске и остановке эжекторов и экономию расхода рабочего потока. Если существует возможность засорения, то до пуска эжекторов в работу нужно проверить состояние сопел, всех соединений узлов эжектора, а также сеток, решеток и пр. Для обеспечения надежной и безопасной работы эжекторов на ГЭС создаются ремонтные службы, устанавливается порядок профилактических осмотров и ремонтов эжекторов. Ремонт эжекторов и его отдельных деталей во время работы не допускается. Необходимо периодически проверять исправность действия арматуры, контрольно-измерительной аппаратуры и предохранительных устройств. При отклонениях от нормальных условий эксплуатации. Эжектор подлежит техническому освидетельствованию не реже одного раза в пять лет.