ГЛАВА ДВАДЦАТЬ ВТОРАЯ ПЛАВЛЕНИЕ ВСТАВОК ПРЕДОХРАНИТЕЛЕЙ
Рассмотрим процессы плавления вставок предохранителей под действием токов короткого замыкания, многократно превышающих нормальный ток электрической цепи. Такие предохранители предназначаются для прерывания сверхтоков в течение очень короткого промежутка времени и, поэтому можно пренебречь отдачей тепла через наружную поверхность вставки, а также любой передачей тепла внутри нее. Будем считать, что ток задается внешними условиями работы электрической цепи и поэтому процесс нагревания плавкой вставки протекает в соответствии с наиболее крутой кривой рис. 5 в главе 21.
Повышение сопротивления вызывает ускоренное нарастание температуры вплоть до точки плавления металла. Затем вставка плавится при неизменной температуре, причем теплота плавления постепенно создается током в течение времени плавления. Этот процесс иллюстрируется диаграммой зависимости между температурой и временем на рис. 1.
В течение коротких промежутков времени, о которых здесь идет речь, силы тяжести никакой роли не играют и поэтому жидкий металл продолжает оставаться на месте и нагревается дальше, до температуры испарения. Расплавленная вставка испаряется не мгновенно, для этого требуется определенное время, в течение которого ток образует соответствующую теплоту испарения.
В некоторый момент времени, предшествующий полному испарению материала, происходит нарушение металлических взаимосвязей в расплавленной вставке и возникает электрическая дуга.

Вследствие этого температура быстро повышается, однако теперь ток уменьшается, если предохранитель правильно функционирует. Мы рассмотрим здесь только процесс нагревания проволочной вставки до момента образования электрической дуги.
1. Плавление и испарение
Обозначим через i и r ток и сопротивление плавкой вставки предохранителя, через Сv — отнесенную к объему теплоемкость, а через V — объем. Тогда температура ϑ определится дифференциальным уравнением
![]() (1)
(1)
Здесь объем и сопротивление вставки можно выразить через ее длину I, площадь поперечного сечения q и ее удельное сопротивление р. При этом получим
Так как i/q = δ есть плотность тока, то уравнение (2) упрощается до следующего:
![]()
(3)
т. е. до соотношения, содержащего только удельные величины. Его можно переписать в виде
![]() (4)
(4)
причем в левой части этого уравнения содержатся оба основных параметра металла вставки предохранителя, выражающие его свойства, а в правой части фигурирует только квадрат плотности тока в зависимости от времени, который мы считаем заданным.
Во время каждой из стадий нагревания на рис. 1 удельная теплоемкость остается почти неизменной, тогда как удельное сопротивление сильно изменяется. На рис. 2 показана его зависимость от температуры, сперва в диапазоне от холодного состояния до точки плавления, где оно скачком повышается до большего значения, а затем удельное сопротивление снова возрастает вплоть до точки испарения. Его изменение как при твердом, так и при жидком состоянии металла почти линейно, и поэтому в диапазоне от ϑ0 до ϑm справедливо
![]() (5)
(5)
Пренебрежем незначительным изменением Сv в зависимости от температуры и подставим выражение (5) в уравнение (4). Выполнив интегрирование, получим
![]() (6)
(6)
Интеграл в правой части уравнения можно применять для заданного изменения тока во времени. С другой стороны, интеграл в левой части представляет собой простую функцию температуры, которую мы назовем кажущимся повышением температуры ϑ'.
Вычисление дает
(7)
![]()
На рис. 3 показана зависимость кажущегося повышения температуры от действительной температуры ϑ для значения α=1/235 К-1, соответствующего, например, меди.
Если теперь уравнение (6) записать в виде
![]()
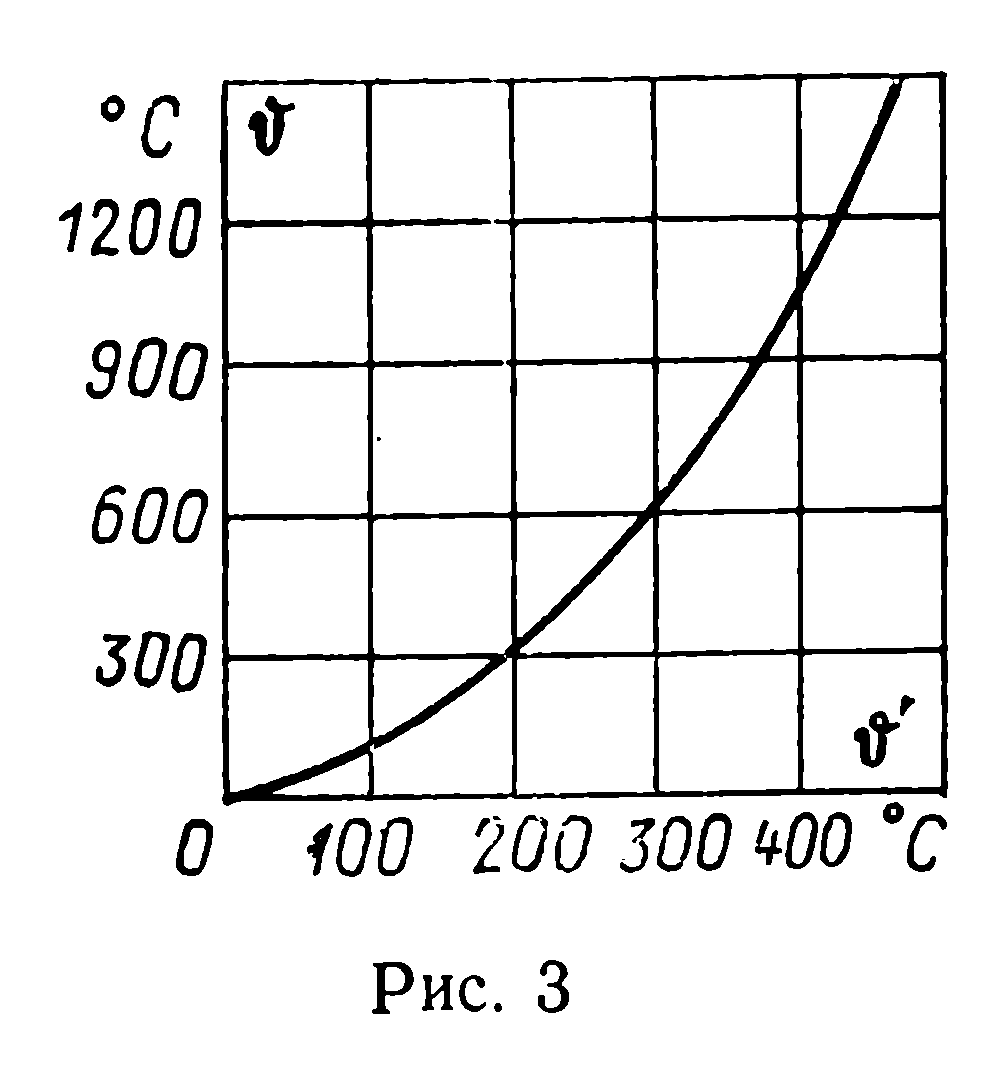
то окажется, что ϑ' представляет собой повышение температуры для случая, который имел бы место, если бы удельное сопротивление сохраняло свое первоначальное значение р0. Поэтому определение нагрева вставки предохранителя можно производить в два этапа: сперва рассчитать кажущееся повышение температуры по уравнению (8), а затем определить действительную температуру по рис. 3 или уравнению (7). Так, например, если при неизменном сопротивлении получится кажущееся повышение температуры ϑ'= 400°С, то действительная температура будет превышать 1000° С.
При постоянной плотности тока ось абсцисс на рис. 3 представляет время, только в другом масштабе [уравнение (8)]. Понятно, что обе координаты, ϑ и ϑ', выражают повышение температуры по сравнению с начальной температурой предохранителя, которая в свою очередь может быть-значительно выше температуры окружающей среды, если через вставку до этого протекал ток.
Для пользования предохранителем важно знать, какой ток и какое время t\ требуется для достижения точки плавления. Из уравнений (7) и (8) видно, что
![]()
(9)
зависит только от постоянных, характеризующих свойства материала плавкой вставки, и от разности ϑm температуры плавления и температуры окружающей среды. Поэтому этот интеграл имеет для каждого металла плавкой вставки совершенно определенное значение и представляет собой абсолютную постоянную, характеризующую ее материал.
После достижения точки плавления предохранительная вставка начинает переходить в жидкое состояние. Обычно внутренние части поперечного сечения вставки оказываются более горячими, чем наружные, и поэтому плавятся раньше последних, как это схематически показано на рис. 4.
Затем зона плавления расширяется и достигает наружной поверхности вставки после того, как ток создает всю необходимую теплоту плавления. Таким образом, для плавления всего объема материала вставки требуется некоторое конечное время, к определению которого мы теперь и перейдем.
За время dt в жидкое состояние переходит элементарный объем материала dv; если через h обозначить теплоту плавления, отнесенную к объему, то баланс энергии каждого элемента объема будет выражаться уравнением hdv = i2rdt. (10)

При температуре плавления удельное сопротивление расплавленного металла будет значительно больше, чем удельное сопротивление твердого металла. Следовательно, сопротивление вставки складывается при этом из сопротивлений двух ее частей, а именно (как показано на рис. 4) внутренней части, состоящей из жидкого металла с поперечным сечением q2 и удельным сопротивлением р2, и наружной части, состоящей из еще твердого металла с поперечным сечением q1 и удельным сопротивлением p1.
Приводим электротермические характеристики металлов для вставок предохранителей:
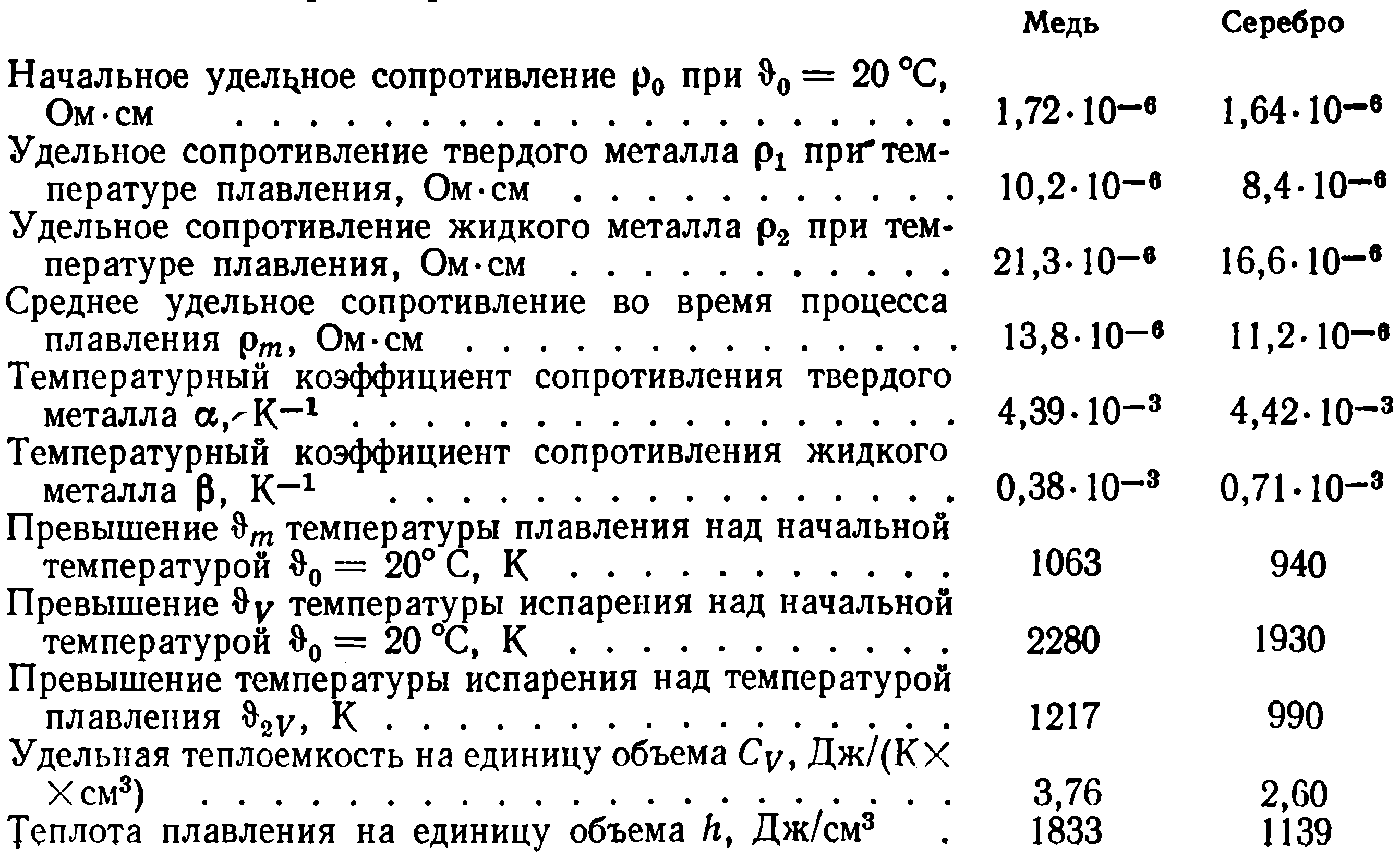
Значения интеграла в (А/см2)2 с вставок предохранителей в разных стадиях нагрева таковы:

Видим, что для двух указанных металлов приблизительно 3/4 суммарного интеграла приходится на первую стадию нагрева, а остальная часть довольно равномерно распределяется между стадией плавления [уравнение (18)] и второй стадией нагрева [уравнение (20)]. Далее видно, что для серебра необходимое значение указанного интеграла составляет лишь 2/3 соответствующей величины для меди, так что серебро в качестве материала для вставок предохранителей превосходит медь.
С другой стороны, высокие температуры плавления и испарения создают предпосылки для больших изменений сопротивления в процессе нагревания и допускает поэтому нагрев вставок до некоторой низкой температуры при протекании по ним номинального тока. В этом отношении медь имеет известное преимущество перед серебром. Однако оба названных металла намного лучше других материалов для вставок предохранителей, имеющих низкую температуру плавления.
Для полного испарения металла вставки предохранителя также требуется некоторое время, в течение которого ток должен создать теплоту испарения. Однако остается неясным, происходит ли процесс испарения непрерывно или же цилиндр из жидкого металла взрывается под механическим воздействием давления паров. Во всяком случае, сопротивление такого проводника в это время чрезвычайно сильно возрастает и в расширяющихся парах металла образуется электрическая дуга.
Другой причиной нарушения структурных связей в металле может быть эффект сжатия (пинч-эффект), вызываемый сильным циркулярным магнитным полем внутри тонкой плавящейся проволочной вставки предохранителя. Под действием протекающего в осевом направлении тока в этом поле создаются радиальные силы, направленные к центру вставки, которые могут разрушать структурные связи металла («раздавливать» его), при определенных условиях даже еще до перехода в жидкое состояние.