Рис. 13. Изменение относительных оценок эффективности использования щеток в зависимости от их радиальных размеров
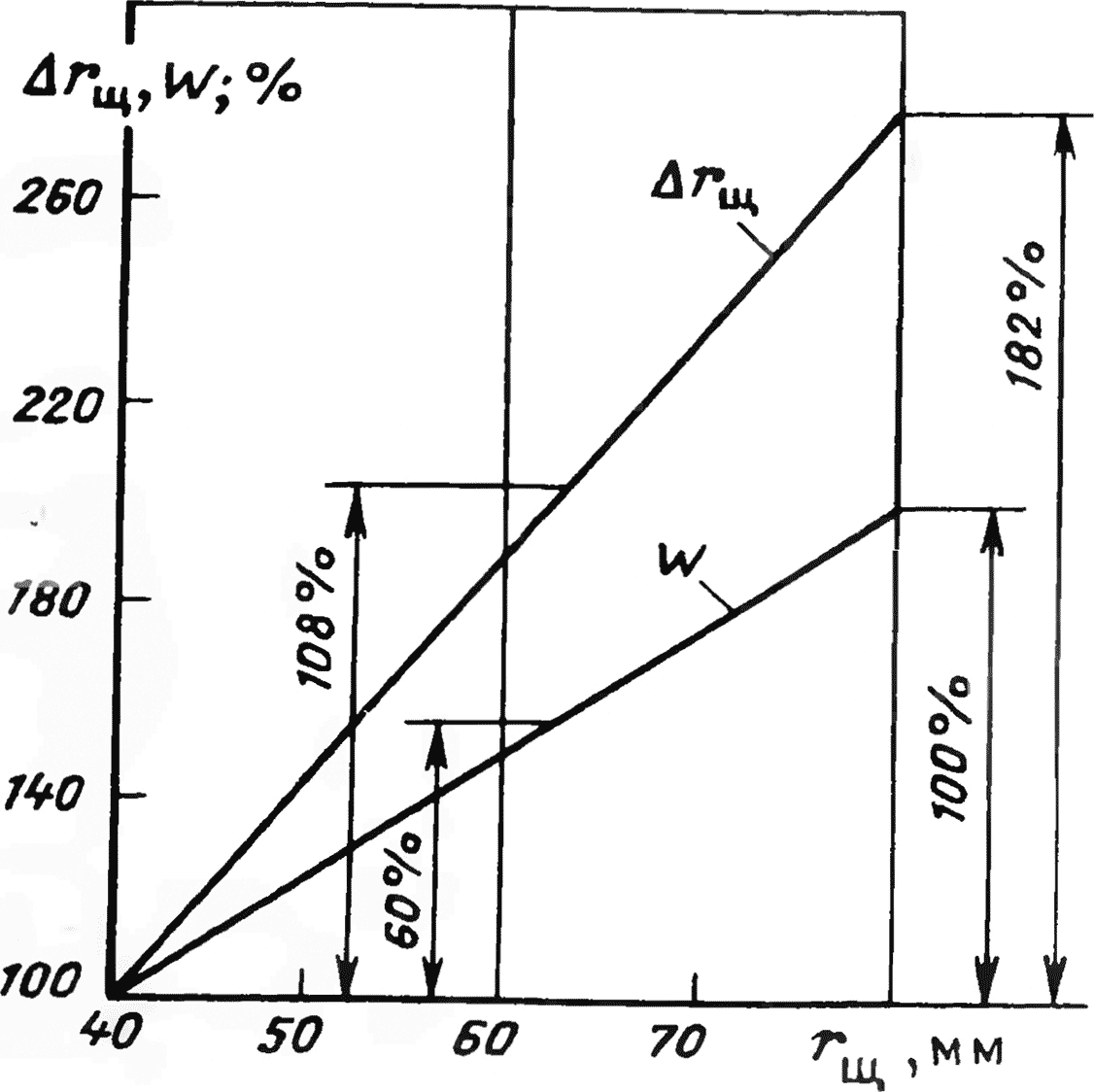
Однако, учитывая конструктивные особенности и размеры электрической машины, для которой выбираются щетки, всегда следует стремиться к использованию максимально возможных значений гщ и Агщ. При осуществлении последней рекомендации происходит возрастание показателей надежности работы электро- угольных изделий и, что не менее важно, повышается коэффициент использования щеточного материала, а также металла для армировки изделий и снижаются затраты на их изготовление. Справедливость последнего заключения подтверждается рис. 13. Здесь показана зависимость ресурса Дтщ и объема щеточных материалов W, затрачиваемых на их изготовление, от гщ. Из рассмотрения рис. 13 следует, что темпы роста линии Атщ являются более значительными, чем темпы роста линии W Так, например, переход от использования щеток размером 40 мм к щеткам размером 64 и 80 мм приводит к росту расхода щеточного материала соответственно на 60 и 100%, но ресурс щеток при этом, а следовательно, и срок их службы возрастают соответственно на 108 и 182% (указанные соотношения справедливы для щеток типов К1-8 и К2-3).
После выбора всех размеров щетки необходимо рассмотреть вопрос об ее конфигурации. Возможные формы этих изделий в сочетании с располагающимися на них токопроводами определены ГОСТ 12232.1—77 как тип щетки. Обозначение типа составляется из буквы К и двух располагающихся рядом с ней чисел, разделенных черточкой. Буквой с примыкающим к ней числом закодирована конфигурация щетки, в следующем после черточки числе — место заделки токопровода. Типы изготавливаемых предприятиями отечественного электроугольного производства щеток показаны на рис. 10. Из него следует, что к применению допущено 17 различных по своей геометрической форме щеток, на которых токопроводы занимают семь различных положений. Различия в геометрической форме щеток достигаются за счет изменения соотношений размеров *щ, ящи гщ, за счет изменения расположения их контактных и верхних плоскостей относительно оси и за счет устройства на верхней плоскости пазов под пружины или рычаги щеткодержателей. Каждый тип щетки имеет свою обобщенную характеристику и в соответствии с ГОСТ 12232.1—77 предназначен для применения в щеткодержателях различных конструкций, указанных в табл. 18.
Таблица 18. Применение щеток в щеткодержателях различных конструкций
Тип щетки | Обобщенная характеристика щеткодержателя | Область применения |
KL, Kl-1, Kl-2, Kl-3, Kl-4, Kl-5, Kl-7, Kl-8 | Прямоугольные | Для радиальных щеткодержателей с пружинами различного исполнения |
K8, K8-2, K8-3, K8-4, K8-5, K8-8, K12-3, K13-2 | Прямоугольные с пазом на верхней поверхности | Для радиальных щеткодержателей с ленточной пружиной |
K14, K14-1, K14-5 | Прямоугольные с головкой на верхней поверхности | Для радиальных щеткодержателей со спиральной проволочной пружиной |
K2-3, КЗ-2, K3-3, К3-8, К10-4, Kll-3, Kll-4, K16-2, K17-3, K18-2, K19-2, K20-8 | Со скошенными контактной и верхней поверхностями | Для реактивных щеткодержателей |
Kll-8, K21-3 | Сложной конфигурации | Для щеткодержателей автотракторного электрооборудования |
В ГОСТ 12232.1—77 имеется указание на то, что щетки некоторых типов разрешается изготовлять не любых из указанных в табл. 10 размеров, а только некоторых из них. Привязка определенных размеров к конкретному типу произведена на основе обобщения многолетнего опыта конструирования, производства и эксплуатации. Обобщение этого опыта указало также на целесообразность взаимной увязки между собой не только различных элементов щеток и их арматуры, но и учет материала, из которого производится их изготовление. Учитывая это, предприятия-изготовители СССР с начала 70-х годов начали внедрять в народное хозяйство систему унифицированных чертежей на щетки, которые приводятся в изданных Информэлектро каталогах 24.01.02—81 (щетки автотракторных электрических машин), 24.00.09—81 (щетки коллекторных машин переменного трехфазного тока) и 24.00.04—84 (щетки электрических машин железнодорожного транспорта). Положительный эффект, полученный от применения в электрических машинах специального назначения щеток, изготовленных по унифицированным чертежам, послужил основанием для создания подобных чертежей на щетки машин общепромышленного назначения.
Реализация последнего мероприятия началась с выпуска отраслевого стандарта на размеры и конструкцию армированных щеток (ОСТ 16.0.684—187—83) и стандарта предприятия, установившего номенклатуру марок этих щеток (СТП ФЭО. 000.056-78). В ОСТ 16 0.684-187-83 нормированы не только возможные сочетания типов и размеров щеток, как это сделано в ГОСТ 12232.1—77, но и установлены для них длина, сечение и количество токопроводов, способ их заделки, тип и количество наконечников, надеваемых на токопровод, и все прочие элементы их армировки. Таким образом, этот документ нормирует параметры щеток в сборе, т.е. готового предназначенного для поставки потребителям изделия. Допущенному к применению сочетанию перечисленных элементов, дополненному указанием на марку материала, из которого изготавливается конкретная щетка, присвоено определенное обозначение, которое в СТП ФЭ0.000.056—78 используется в качестве номера чертежа на унифицированную щетку. Перевод промышленности на использование щеток, изготовленных по унифицированным чертежам и описанных в соответствующих каталогах, существенно сокращает количество и номенклатуру находящихся в производстве и эксплуатации типоразмеров и конструктивных вариаций электроугольных изделий. Подобное обстоятельство избавляет потребителей от необходимости производить конструирование щеток, т.е. выбирать элементы армировки, способы соединения этих элементов и т.п. Выполнив все описанные расчеты по определению марки нужных щеток и их основных размеров, потребителю надлежит обратиться к соответствующему каталогу. Здесь он выбирает изделие, по своим показателям наиболее близко совпадающее с результатами произведенного расчета. В подавляющем большинстве случаев подобный выбор оказывается возможным. В случаях, когда размерная часть помещенных в каталогах изделий несколько отличается от определенных расчетом, необходимо по формулам (17) — (20) проверить условия, в которых будет протекать работа предлагаемой каталогом щетки.
Все изложенное в настоящей главе применимо при проектировании электрических машин без использования средств вычислительной техники. Между тем современный этап развития методов проведения соответствующих расчетов предусматривает использование для этой цели ЭВМ, с помощью которых удается оптимизировать создаваемые машины по различным показателям, таким, как минимум массы, минимум приведенной стоимости и др. В связи с отмеченным уместно заметить, что приведенные формулы (17) —(24), описывающие совокупность математических действий, которые нужно произвести для решения рассматриваемой задачи, могут быть использованы для построения алгоритмов программ, соответствующих расчетов. Практически это осуществляется в одной из лабораторий ВНИИЭИ инженерами С.В. Козловским и А.Г. Меньшиковым. Ими разработан алгоритм для расчета на ЭВМ количества и размеров щеток для электрической машины постоянного тока заданной мощности и определения ВБР используемых на них щеток. Алгоритм расчета показан на рис. 14.
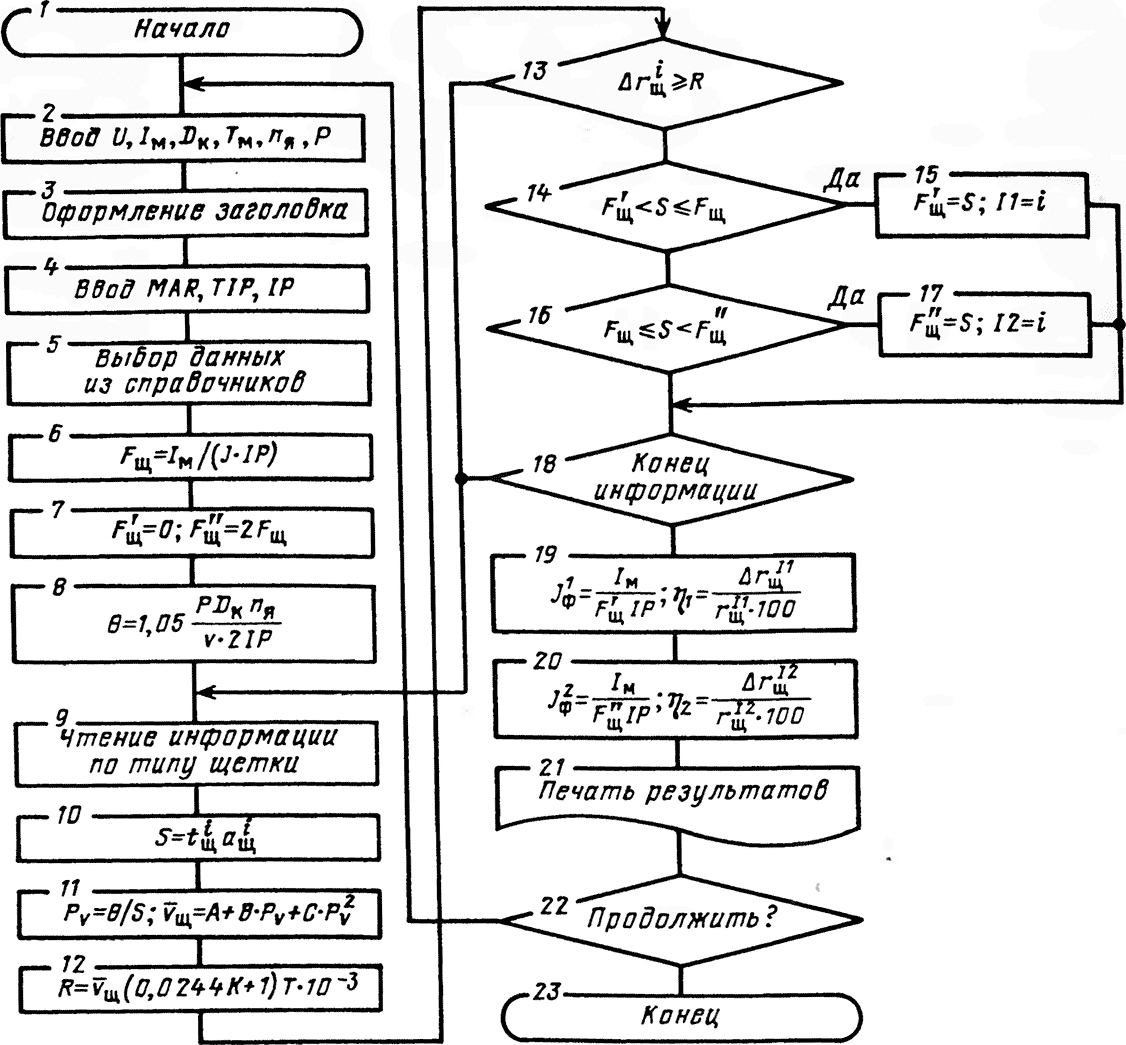
Рис. 14. Алгоритм программы расчета количества и размеров щеток для электрической машины заданной мощности
Исходные данные для расчета разделяются на две группы. Первая группа — показатели электрической машины, для которой производится расчет щеток: Р — мощность, кВт; U — напряжение, В; 7М — ток, А; Тм — режим работы (генераторный, двигательный); — диаметр коллектора, м; пя — частота
вращения, об/мин.
Вторая группа — показатели щеток и материала, из которого они изготовлены: гщ, дщ, гщ — тангенциальный, аксиальный и радиальный размеры щеток, мм; ДГщ —ресурс щеток, мм; η — коэффициент эффективности использования материала щеток, %; IP — число пар щеток; TIP — тип щеток; MAR — марка материала (марка щеток); J — допустимая плотность тока, А/см2; А, В, С, К — показатели, характеризующие свойства щеток по износу.
Необходимая информация размещается на внешнем носителе в виде справочников 1 и II с постоянной длиной записи. Значения показателей MAR, J заимствуются из соответствующих стандартов, а показатели А, В, С, К — из табл. 12 и 14 и составляют содержание справочника I. Значения показателей гщ, дщ, гщ заимствуются из ГОСТ 12232.1—77, а Агщ и η составляют содержание справочника II. Алгоритм программы расчета с помощью ЭВМ тангенциального, аксиального, радиального размеров и общего количества щеток, подлежащих установке на электрической машине постоянного тока общепромышленного назначения, при заданной для щеток вероятности безотказной работы (ВБР) изображен на рис. 14.
После ввода необходимых исходных данных и оформления заголовка (блоки 2-4, рис. 14) происходит поиск нужной записи в справочнике I по наименованию марки (блок 5). Затем определяется расчетная площадь контактной поверхности щетки (блок б) :
![]()
где IP — количество пар щеток, вводимое исходя из существующих в электромашиностроении общих представлений о согласовании мощности машины с числом пар ее полюсов (показатель IP варьируется).
Далее рассматриваются записи справочника II с типом щетки, соответствующим выбираемому (блок 9). В каждом случае, отражающем типоразмер щетки, зафиксированный ГОСТ, определяется площадь ее контактной поверхности (блок 10). Из рассмотрения исключаются щетки, ресурс которых не отвечает условию
![]()
где Т- время, в течение которого ВБР щеток составляет 0,993, обычно принимается равным 2000 ч (блоки 11—13). Так как получившееся значение площади S отличается от расчетного находим ближайшие к нему значения ’’сверху” и ’’снизу” — Fm и Fщ (блоки 14-17). Соответствующие номера щеток в справочнике запоминаются в переменных II и 12. В блоках 19, 20 вычисляются коэффициенты использования материала щеток т^, η2 и создаваемые в них плотности тока /ф и /ф. Результаты выводятся на печать (блок 21). В случае, если
значения J ^ и / ф значительно удалены от значения, рекомендованного
ГОСТ, то расчет продолжается, и управление передается на ввод новой порции данных (блок 22). Таким образом, варьируя количества пар щеток, а в некоторых случаях и их типы, получаем набор необходимых размеров. Предпочтение отдается тому из них, который, имея минимальную разность в плотности тока
![]()
реализует максимальное значение коэффициента использования материала щеток.
В результате проведения описываемого расчета для машины постоянного тока общепромышленного назначения будут определены щетки, размеры и ресурс которых при требуемом числе часов эксплуатации обеспечат вероятность безотказной работы, равную 0,993. Очевидно, что выполнение указанного условия окажется возможным при правильном выборе марки щеток, обеспечивающей предусматриваемое ГОСТ 183—74 протекание коммутационного процесса, и техническом состоянии электрической машины, удовлетворяющем требованиям действующей нормативно-технической документации на нее.
Программа, реализующая описанный алгоритм, написана на языке ΦΟΡΤΡΑΗ-IV для универсального вычислительного комплекса СМ-2М, работающего под управлением дисковой операционной системы (ДОС) и имеющего в качестве внешней памяти магнитные диски типа ИЗОТ-1370. Основные характеристики программы: число операторов — 110; необходимый объем ОЗУ — 12 Кбайт; режим — интерактивный; время реакции программы — 1 с.
Следует отметить, что машинное проектирование ведется в последнее время в рамках САПР, и использование распространенного языка программирования, обеспечение необходимого объема оперативного запоминающего устройства (ОЗУ), внешнего запоминающего устройства (ВЗУ) и интерактивного режима программы позволяют без особого труда включить программу в САПР для коллекторных электрических машин.