Глава пятая
ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЩЕТОК
И ИХ КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ
Использовав изложенные в гл. 3 принципы выбора марки щеток для электрической машины, можно приступить к выполнению последующих этапов их расчета. Применяемая при этом терминология заимствована из ГОСТ 21888—82, который находится в соответствии с международными терминологическими рекомендациями PC 2285-69 СЭВ, и публикациями МЭК 50-1973 и МЭК 276-1968. Общее представление об определяемых перечисленными документами различных частях щеток дает рис. 8. Из изображенных на нем частей первоочередному определению подлежат тангенциальный, аксиальный и радиальный размеры щеток. Первый из них до настоящего времени подвергался наиболее полному изучению. Начало его относится ко времени, когда закладывались основы классической теории коммутации, в качестве одного из допущений которой было принято равенство Гщ = tK. В последующем роль размера tщ в протекании коммутационного процесса рассматривалась, как это показано в гл. 1, многими исследователями. Особо оживленная дискуссия по этому поводу возникла в 1912 г. в связи с опубликованием К. Пихельмайером формул (2) и (3), в которых определяемое значение ег оказывалось не зависящим от гщ. Существо дискуссионного вопроса было детально изучено К.И. Шенфером, определившим условия применимости формулы (3). Касаясь практической стороны вопроса о выборе размера щеток гщ, К.И. Шенфер в своей книге, опубликованной в 1937 г., предлагал пользоваться следующей рекомендацией: ’’Тангенциальный размер щеток для машин средней мощности колеблется в пределах 10—25 мм и составляет в среднем величину, равную 2—3 коллекторным делениям. Остальные размеры щеток должны быть по возможности малы для того, чтобы масса щетки была невелика. Аксиальный размер щетки в машинах средней мощности колеблется в пределах 10—30 мм”.
Еще одно направление в изучении влияния размера tm на протекание коммутационного процесса развивалось в трудах Р. Рихтера и М. Цорна. В предложенной ими формуле (4) обращают на себя внимание находящийся в знаменателе член гщ и сомножители 4К и ]3,· (идеальное щеточное перекрытие). Положение члена tm свидетельствует о том, что с возрастанием его численного значения величина ег, а вместе с ней и коммутационная напряженность машины должны снижаться. Однако полная реализация подобной взаимосвязи оказывается невозможной из-за особенностей поведения сомножителя 4К и положения в формуле (4) сомножителя β,·. Аналитически можно показать, что уменьшение значений ег удается достичь в случае, когда значение 4К возрастает медленнее, чем значение β,·.
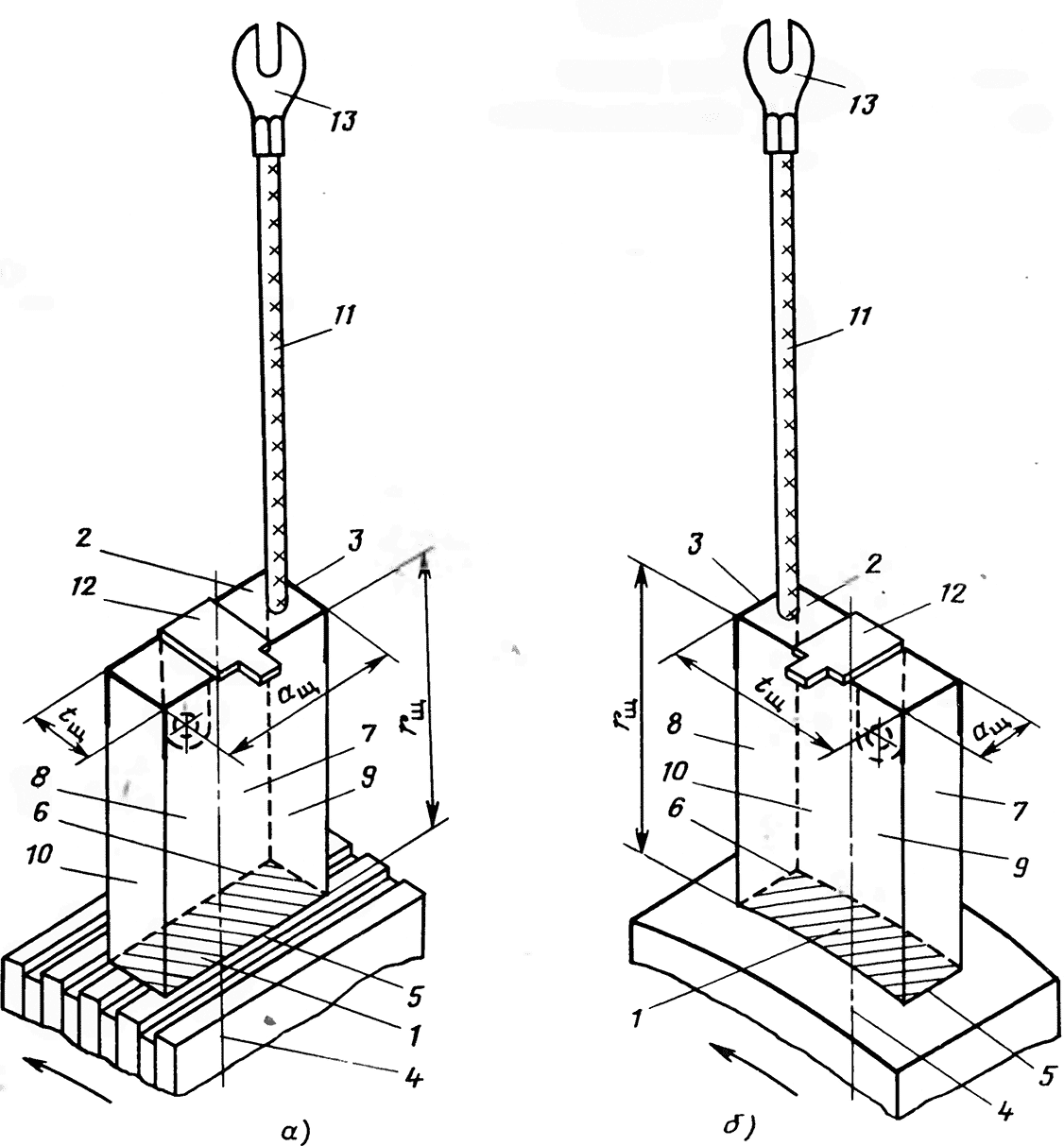
Рис, 8. Щетки электрической машины и ее элементы для коллектора (а) и контактного кольца (б):
1 — поверхность щетки электрической машины (ЩЭМ) контактная; 2 поверхность ЩЭМ верхняя; 3 - верх ЩЭМ; 4 - ось ЩЭМ; 5 — край ЩЕМ набегающий; 6 - край ЩЕМ сбегающий; 7 - грань ЩЕМ лицевая передняя; 8 - грань ЩЭМ лицевая задняя; 9 - грань ЩЭМ внутренняя; 10 - грань ЩЭМ наружная; 11 - токопровод ЩЭМ; 12 - накладка ЩЭМ; 13 - наконечник; Гщ - тангенциальный размер ЩЭМ; Ящ- аксиальный размер ЩЭМ; - радиальный размер ЩЭМ
Воспользовавшись указанным обстоятельством и варьируя тангенциальным размером щеток, можно создать условия, облегчающие протекание коммутационного процесса. Экспериментальным подтверждением изложенного являются результаты анализа безыскровых областей, снятых на ряде типов электрических машин при последовательном увеличении у них щеточного перекрытия.
Таблица 8 Изменение значений индекса коммутации N в зависимости от значения раздвижки щеток
Параметры машин | Параметры щеток | Индекс | |||||
Тип | Мощ | Напря | Частота вращения, об/мин | Марка | Размеры, мм | Раздвижка, мм | |
ПН-1000 | 85 | 115 | 970 | ЭГ4 | 25 X 32 Х40 | 0 | 1 |
|
|
|
|
|
| 5 | 3 |
|
|
|
|
|
| 10 | 2,6 |
GTKUL-135- 346 | 1370 | 400 | 325 | EG 12 | 2(12,5 х 25 х | 0 | 1 |
|
|
|
|
| х60) |
|
|
|
|
|
|
|
| 4 | 2,4 |
|
|
|
|
|
| 6 | 2,8 |
GTKUL-135-346 | 1370 | 400 | 325 | ЭГ14 | 2 (12,5 X 25 X | 0 | 1 |
|
|
|
|
| х60) | 6 | 4 |
GTKUL-220-5010 | 2560 | 400 | 180 | ЭГ14 | 2(12,5 X 25 х | 0 | 1 |
|
|
|
|
| Х60) | 8 | 2,7 |
ВТ450-3000 | 450 | 320 | 3000 | ЭГ74 | 2(15 Х30Х | 0 | 1 |
|
|
|
|
| Х40) | 8 | 1,4 |
Примечание. Серия машин GTKUL изготовлена на одной из фирм Великобритании.
Изменение перекрытия осуществлялось путем установки на бракете щеток с раздвижкой, т.е. по схеме, когда их набегающие и сбегающие края располагались не вдоль прямой линии, а с некоторым отступлением от нее (ступенчато). Подобная установка производится с помощью прокладок разной толщины, помещаемых между стенками щеткодержателей и бракетами, к которым они прикрепляются. Влияние подобной раздвижки щеток на изменение значений индекса коммутации N можно оценить из анализа табл. 8.
Возвращаясь к работам теоретического плана, укажем на высказывание О.Г. Вегнера относительно соотношений между величинами и tK в связи с условиями образования ступени малого тока. Названный автор утверждал, что при β = 1 -г 2, даже при условии образования ступени малого тока достаточно полная разгрузка сбегающего края щетки от тока оказывается невозможной. Лишь при β > 3 удается разгрузить сбегающий край щеток и тем самым обеспечить возрастание его переходного сопротивления. Еще одна работа теоретического плана, в которой рассмотрено влияние размера на коммутацию машин постоянного тока, выполнена А.М. Трушковым. Характеризуя используемые способы определения этого размера как неопределенные, названный автор указывает на необходимость изучения влияния на коммутационный процесс щеточного перекрытия с последующим созданием методики расчета оптимальных размеров щетки. Работая в указанном направлении, А.М. Трушков получает ряд результатов, главными из которых являются следующие: основные закономерности коммутационного процесса и характер влияния на него некоторых факторов, отмеченных при 0=1, сохраняются и при увеличении размера гщ; увеличение размера tщ вызывает уменьшение ег. Темп этого снижения оказывается наибольшим при переходе от0 = 1к0 = 2.
Каких-либо конкретных предложений по созданию методики расчета оптимальных размеров щеток А.М. Трушковым сформулировано не было, и в последних публикациях по проектированию серий электрических машин при решении рассматриваемой задачи применительно к тангенциальному и аксиальному размерам щетки рекомендуется учитывать, что уменьшение гщ вызывает удлинение коллектора, а возможное увеличение этого размера ограничивается допустимым расширением зоны коммутации машины. Последнее может повлечь за собой отрицательное воздействие поля главных полюсов на коммутируемые секции обмотки. Мерой отмеченного воздействия служит отношение
![]()
где Z:3j к — ширина зоны коммутации; т — полюсное деление; Ьп, д — ширина полюсной дуги.
Разность т - Ζ?π, д в знаменателе представляет собой ширину нейтральной зоны главных полюсов, а вычисляемые с помощью этой формулы значения А3> к определяют тангенциальные и аксиальные размеры щеток для машин различных размеров так, как это показано в табл. 9.
Кроме того, следует учитывать то, что размер щетки Гщ должен обеспечивать перекрытие определенного числа коллекторных делений. Для удовлетворения этого требования расчетное значение г'щ может быть
Таблица 9. Согласование диаметров якорей электрических машин с тангенциальными и аксиальными размерами щеток
Внешний диаметр сердечника якоря, мм | 70-100 | 100-200 | ||||
Максимально допустимое значение K3t к | 0,75 | 0,75 | ||||
Стандартный тангенциальный размер щетки f щ, мм | 8 | 10 | 10 | 12,5 | 16 | 25 |
Стандартный аксиальный размер щетки а щ, мм | 10; 12,5 | 12,5; 16 | 12,5; 16 | 16; 20 | 25; 32 | 32 |
Внешний диаметр сердечника якоря, мм | 200-400 | >400 | ||
Максимально допустимое значение Кзк | 0,70 | 0,60 | ||
Стандартный тангенциальный размер щетки гщ, мм | 20 | 25 | 25 | 32 |
Стандартный аксиальный размер щетки а щ, мм | 25; 32 | 32 | 32 | 40 |
определено так.
![]()
Здесь наряду с ранее данными обозначениями К3% к, т, &п, *т.
tK и ащ также применены р — число пар главных полюсов; ек — укорочение шага обмотки, вычисляемое как частное от деления числа коллекторных пластин на разность между числом пар главных полюсов и первым частичным шагом по элементарным шагам обмотки якоря. В формуле всегда дается со знаком плюс.
Рассматриваемый здесь вопрос о влиянии тангенциального размера щетки гщ и обусловленного им значения щеточного перекрытия β на протекание коммутационного процесса продолжает привлекать к себе внимание и в настоящее время. Относящаяся к этому публикация [25] интересна тем, что в ней анализируется это влияние по отношению к двигателям постоянного тока, питаемым тиристорным преобразователем. В данных условиях из-за наличия переменной составляющей в кривых питающих напряжений и токов работа двигателя существенно осложняется. В результате происходит возрастание коммутационной напряженности машины, для снижения которой следует определить значение потребовавшейся дополнительной нескомпенсированной ЭДС. Из-за практических сложностей ее вычисления рекомендуется пользоваться усредненным за период коммутации секции значением нескомпенсированной ЭДС для основной гармоники, вычисляемой по формуле
![]()
где ег ном — значение реактивной ЭДС в режиме номинальной частоты вращения wH0M и перегрузки по току![]() - относительная пульсация тока якорной цепи; 1\ — коэффициент, учитывающий степень компенсации переменных составляющих ЭДС в коммутируемой секции и являющийся для заданной частоты преобразователя функцией параметров магнитной цепи машины, ее обмоточных данных и частоты вращения. Графики изменения этого коэффициента в зависимости от щеточного перекрытия при различных частотах вращения, заимствованные из [25], показаны на рис. 9. Они свидетельствуют, что при определенных частотах вращения п за счет увеличения щеточного перекрытия β с 2,75 до 3,75 происходит полуторакратное снижение значения Dn. Соответственно уменьшается значение нескомпенсированной ЭДС и облегчаются условия коммутации. Изложенные выкладки применимы для случая регулирования в сторону уменьшения частоты вращения двигателя, питаемого от тиристорного преобразователя. Для случая, когда п > 1500 об/мин, изложенный анализ становится излишним, так как изменение значений Д, происходит при практически установившейся пульсации тока. Одновременно с [25] появилась публикация [261, сообщавшая о результатах проведенного в ПНР изучения влияния размера гщ на динамические свойства машин постоянного тока. В ней предлагался упрощенный метод определения влияния закорачиваемых щеткой якорных секций на свойства машин и представлены характеристики некоторых переходных процессов модельного двигателя, оборудованного щетками, тангенциальный размер которых в 1,2 и 3 раза больше ширины коллекторной пластины.
- относительная пульсация тока якорной цепи; 1\ — коэффициент, учитывающий степень компенсации переменных составляющих ЭДС в коммутируемой секции и являющийся для заданной частоты преобразователя функцией параметров магнитной цепи машины, ее обмоточных данных и частоты вращения. Графики изменения этого коэффициента в зависимости от щеточного перекрытия при различных частотах вращения, заимствованные из [25], показаны на рис. 9. Они свидетельствуют, что при определенных частотах вращения п за счет увеличения щеточного перекрытия β с 2,75 до 3,75 происходит полуторакратное снижение значения Dn. Соответственно уменьшается значение нескомпенсированной ЭДС и облегчаются условия коммутации. Изложенные выкладки применимы для случая регулирования в сторону уменьшения частоты вращения двигателя, питаемого от тиристорного преобразователя. Для случая, когда п > 1500 об/мин, изложенный анализ становится излишним, так как изменение значений Д, происходит при практически установившейся пульсации тока. Одновременно с [25] появилась публикация [261, сообщавшая о результатах проведенного в ПНР изучения влияния размера гщ на динамические свойства машин постоянного тока. В ней предлагался упрощенный метод определения влияния закорачиваемых щеткой якорных секций на свойства машин и представлены характеристики некоторых переходных процессов модельного двигателя, оборудованного щетками, тангенциальный размер которых в 1,2 и 3 раза больше ширины коллекторной пластины.

Р и с. 9. Зависимость коэффициента Αι от значения щеточного перекрытия β: 1 - 2,75; 2-3,25; 3- 3,75
Сообщая об исследованиях по определению оптимального соотношения размеров Гщ и β, следует отметить, что, удовлетворив в процессе проектирования машины все предлагаемые теорией требования к ним, нельзя быть совершенно уверенным в том, что условия протекания коммутационного процесса в изготовленной машине окажутся наиболее благоприятными.
Это объясняется тем, что в процессе изготовления неизбежно возникновение всякого рода технологических погрешностей, накопление которых приведет к тому, что действительно необходимое значение β окажется несколько отличающимся от расчетного. Происшедшее из-за этого ухудшение коммутации машины можно улучшить корректировкой щеточного перекрытия путем установки щеток с раздвижкой, как об этом сообщено несколько ранее. Там же приведено экспериментальное подтверждение действенности описываемого способа улучшения коммутации. В дополнение к нему уместно сослаться на опыт наладки работы генераторов типа ПБК-215/40 (4930 кВт, 900 В, 550 об/мин), входящих в состав преобразовательных маховичных агрегатов обжимных станов металлургических предприятий. Эксплуатация щеточно-коллекторных узлов этих генераторов производилась при искрении, превышавшем 2 балла. Попытки заменить установленные на них щетки марки ЭГ4 на щетки марки ЭГ2А, а затем и ЭГ14 к удовлетворительным результатам не привели. Из-за отсутствия в данный момент щеток с более высокими коммутирующими свойствами устранение искрения было произведено за счет увеличения щеточного перекрытия путем установки щеток с раздвижкой таким образом, что ими перекрывалось семь коллекторных пластин. После осуществления этого мероприятия удовлетворительная коммутация генераторов происходила при использовании щеток любой из трех указанных выше марок. Описываемое мероприятие было произведено на восьми генераторах четырех металлургических заводов.
Производя определение тангенциального размера щетки, следует не забывать о необходимости согласования его с требованиями ГОСТ 12232.1—77. Названный стандарт регламентирует шкалу тангенциальных, аксиальных и радиальных размеров щеток, возможные сочетания перечисленных размеров и типы готовых изделий. Соответствующая информация по перечисленным показателям приведена в табл. 10 и на рис. 10. Уточнив по табл. 10 намеченный к применению размер tщ и подобрав к нему предусматриваемый стандартом размер а щ, следует проверить, какова будет плотность тока в электроугольном изделии и как намечаемый к использованию размер а щ будет согласован с общей длиной коллектора машины. Для выяснения первого из перечисленных вопросов следует найти суммарную площадь контактной поверхности всех подлежащих установке на машине щеток:
Σ/Чц - /м//. (17)
Потребное для этой цели число пар щеток разной полярности
![]() (18)
(18)
а ток, приходящийся на одну пару щеток разной полярности, или, что то же, на одну щетку одной полярности,
(19)
![]()
Таблица 10. Номинальные размеры щеток по ГОСТ 12232.1-77
Тангенциальный размер Гщ, мм | Аксиальный | Площадь контактной поверхности ί щ X fl1M, мм2 | Радиальный | ||||||
0,4 | 0,8 | 0,32 | 1,2 | ||||||
0,6 | 1 | 0,6 | р | ||||||
0,8 | 1,2 | 0,96 | 1,6; 2 | ||||||
| 1,4 | 1,12 | 2; 2,5; 5 | ||||||
| 1,6 | 1,28 | 5 | ||||||
1 | 1,2 | 1,2 | 1,6 | ||||||
| 1,6 | 1,6 | 2,5; 63; 8 | ||||||
1,2 | 1,6 | 1,92 | 2 | ||||||
1,6 | 2 | 3,2 | 2,5; 4; 5; 8; 10 | ||||||
| 2,5 | 4 | _8_ | ||||||
2 | 2,5 | 5 | 6,3; 8; 10 | ||||||
| 3,2 | 6,4 | 6,3; 8; 10; 16 | ||||||
2,5 | 3,2 | 8 | 8; 10; 16 | ||||||
| 4 | 10 | 8; 10; 12,5 | ||||||
| 5 | 12,5 | 10; 12,5 | ||||||
3,2 | 2,5 | 8 | 10 | ||||||
| 4 | 12,8 | 6,3; 8; 10; 12,5 | ||||||
| 5 | 16 | 8; 10; 12,5; 16 | ||||||
| 6,3 | 20,16 | 12,5; 16 | ||||||
_4_ | 2,5 | 10 | 10 | ||||||
| 3,2 | 12,8 | 10 | ||||||
| 5 | 20 | 8; 10; 12,5; 16 | ||||||
| 6,3 | 25,2 | 12,5; 16 | ||||||
| 8 | 32 | 16; 20 | ||||||
| 10 | 40 | 16; 20 | ||||||
5 | 3,2 | 16 | 12,5 | ||||||
— | 4 | 20 | ИЗ" | ||||||
| 6,3 | 31,5 | 12,5; 16; 20; 25 | ||||||
| 8 | 40 | 12,5; 16; 2Ό; 25 | ||||||
| 10 | 50 | 16; 20; 25 | ||||||
| 12,5 | 62,5 | 20; 25; 32 | ||||||
| 16 | 80 | 20; 25; 32 | ||||||
| 20 | 100 | 25; 32; 40 | ||||||
| 25 | 125 | 32; 40; 50 | ||||||
| 32 | 160 | 32; 40; 50 | ||||||
6,3 | 3,2 | 20,16 | 12,5 | ||||||
| 4 | 25,2 | 12,5'; 16 | ||||||
| 5 | 31,5 | 16 | ||||||
| 8 | 50,4 | 16; 20; 25 | ||||||
| 10 | 63 | 20; 25; 32 | ||||||
| 12,5 | 78,75 | Ж; 25; 32 | ||||||
| 16 | 100,8 | 25; 32 | ||||||
| 20 | 126 | 25; 32; 40; 50 | ||||||
| 25 | 157,5 | 32; 40; 50 | ||||||
| 32 | 201,6 | 32; 40; 50 | ||||||
Тангенциальный размер | Аксиальный размер а щ, мм | Площадь контактной поверхности ГщХ ящ, мм2 | Радиальный | ||||||
8 | 4 | 32 | 16; 2U | ||||||
— | 5 | 40 | 16; 20 | ||||||
| 6,3 | 50 | 20 | ||||||
| 10 | 80 | 20; 25; 32 | ||||||
| 12,5 | 100 | 16; 20; 25; 32; 50 | ||||||
| 16 | 128 | 25; 32; 40 | ||||||
| 20 | 160 | 25; 32; 40; 50 | ||||||
| 25 | 200 | 32; 40; 50 | ||||||
| 32 | 256 | 32;40; 50; 64 | ||||||
10 | 5 | 50 | 16; 20 | ||||||
| 6,3 | 63 | 16; 20; 25 | ||||||
| 8 | 80 | 20; 25; 32 | ||||||
| 12,5 | 125 | 25; 32; 40 | ||||||
| 16 | 160 | 25; 32; 40 | ||||||
| 20 | 200 | 25; 32; 40; 50; 64 | ||||||
| 25 | 250 | 32; 40; 50; 64 | ||||||
| 32 | 320 | 32; 40; 50; 64 | ||||||
| 40 | 400 | 40;_50; 64 | ||||||
12,5 | 6,3 | 78,75 | 20; 25 | ||||||
—— | 8 | 100 | 25; 32 | ||||||
| 10 | 125 | 25; 32 | ||||||
| 16 | 200 | 25; 32; 40 | ||||||
| 20 | 250 | 32; 40; 50 | ||||||
| 25 | 312 | 32; 40; 50; 64 | ||||||
| 32 | 400 | 32; 40; 50; 64; 80 | ||||||
| 40 | 500 | 40; 50; 64; 80 | ||||||
| 50 | 625 | 50;_64; 80 | ||||||
16 | 6,3~ | 100,8 | 20; 25 | ||||||
| 8 | 128 | 25; 32 | ||||||
| 10 | 160 | 25; 32; 40 | ||||||
| 12.5 | 200 | 32; 40 | ||||||
| 20 | 320 | 32; 40; 50 | ||||||
| 25 | 400 | 32; 40; 50; 64 | ||||||
| -22L | 512 | 32; 40; 50; 64; 80 | ||||||
| 40 | 640 | 40; 50; 64; 80 | ||||||
| 50 | 800 | 50; 64; 80 | ||||||
20 | 8 | 160 | 25; 32 | ||||||
| 10 | 200 | 25; 32; 40 | ||||||
| 12,5 | 250 | 32; 40; 50 | ||||||
| 16 | 320 | 32; 40; 50 | ||||||
| 25 | 500 | 32; 40; 50; 64 | ||||||
| 32 | 640 | 32; 40; 50; 64; 80 | ||||||
| 40 | 800 | 40; 50; 64; 80 | ||||||
| 50 | 1000 | 50; 64; 80 | ||||||
25 | 8 | 200 | 32; 40; 50 | ||||||
— | 10 | 250 | 32;40; 50 | ||||||
| 12,5 | 312,5 | 32; 40; 50 | ||||||
Тангенциальный размер t щ, мм | Аксиальный размер Ащ, мм | Площадь контактной поверхности | Радиальный размер Г щ, мм | ||||||
25 | 16 | 400 | 32; 40; 50; 64 32; 40; 50; 64 | ||||||
| 32 | 800 | 40; 50; 64; 80 | ||||||
| 40 | 1000 | 40; 50; 64; 80; 100 | ||||||
| 50 | 1250 | 50; 64; 80; 100 | ||||||
32 | 10 | 320 | 32; 40; 50; 64 | ||||||
| 12,5 | 400 | 32; 40; 50; 64 | ||||||
| 16 | 512 | 32; 40; 50; 64; 80 | ||||||
| 20 | 640 | 32;_40; 50; 64; 80; | ||||||
|
|
| 100 | ||||||
| 25 | 800 | 40; 50; 64; 80; 100; 125 | ||||||
| 40 | 1280 | 40; 50; 64; 80; 100; 125 | ||||||
| 50 | 1600 | 50; 64; 80; 100; 125 | ||||||
40 | 12,5 | 500 | 40; 50; 64 | ||||||
| 16 | 640 | 40; 50; 64; 80 | ||||||
| 20 | 800 | 40; 50; 64; 80; 100 | ||||||
| 25 | 1000 | 40; 50; 64; 100; 125 | ||||||
| 32 | 1280 | 40; 50; 64; 80; 100; | ||||||
|
|
| 125 | ||||||
| _50_ | 2000 | 80; 100; 125 | ||||||
50 | 20 | 1000 | 40; 50; 64; 80; 100 | ||||||
| 25 | 1250 | 40; 50; 64; 80; 100; 125 | ||||||
| 32 | 1600 | 50; 64; 80; 100; 125 | ||||||
| 40 | 2000 | 64; 80; 100; 125 | ||||||
Примечания. 1. У щеток, предназначенных для использования на контактных кольцах, допускается менять местами размеры /щиащ. 2. Предпочтительные* размеры Г1Ц, дщ, гщ, подчеркнуты. 3. Приведенные в таблице размеры гщ не учитывают высоту армирующих накладок и цилиндрических или конических головок, находящихся на щетках некоторых типов.
Формулы (17) —(19) могут быть использованы, если выбрана площадь контактной поверхности одной щетки:
^щ — tщ#щ · (20)
Размеры f щ и а щ намечаются предварительно, и на данном этапе расчета необходимо определить, какое количество щеток с намеченными к использованию размерами сечения необходимо будет установить на машину заданной мощности.
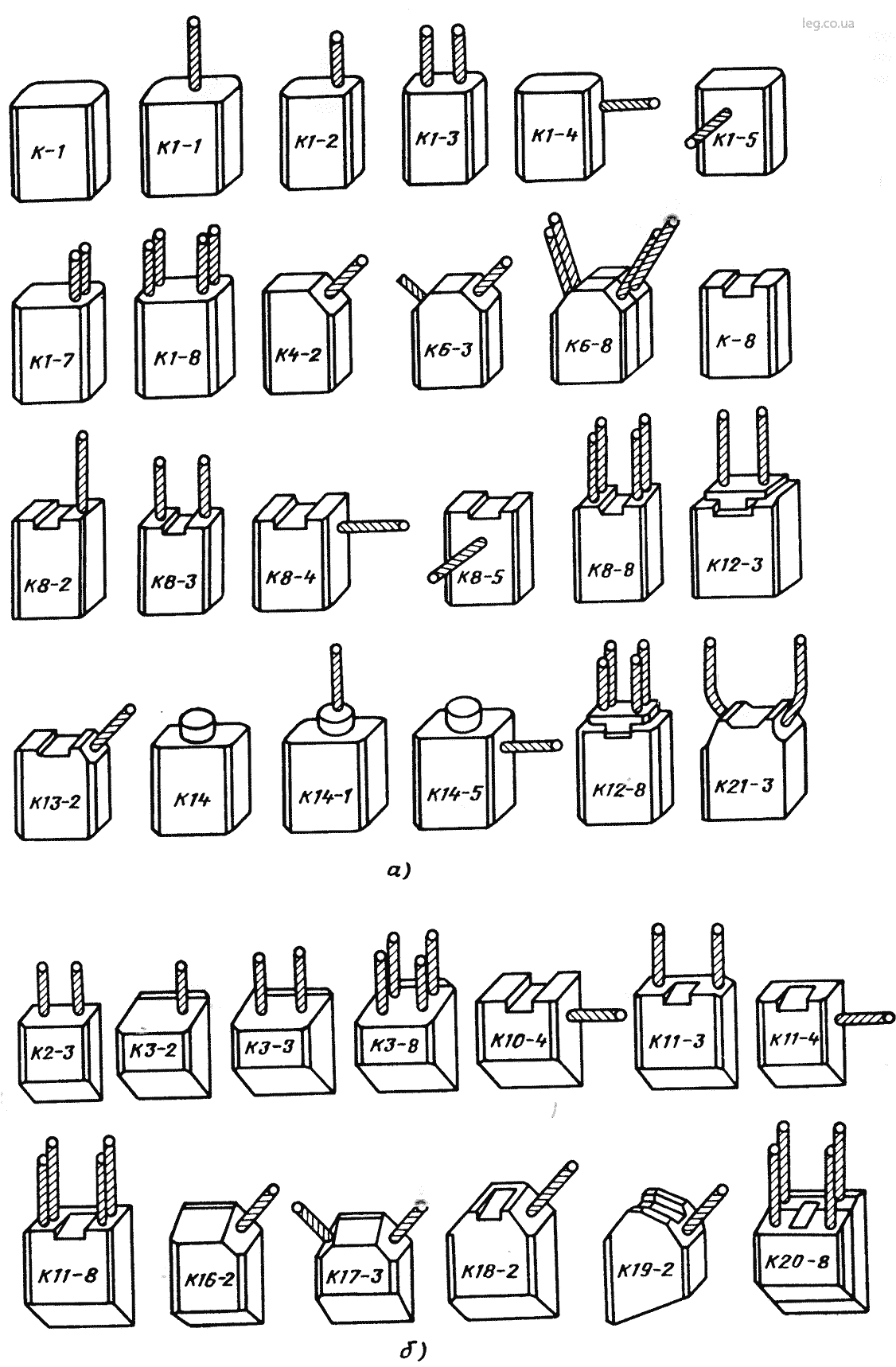
Рис. 10. Типы щеток по ГОСТ 12232.1-77:
а - прямоугольные; б - со скошенными поверхностями
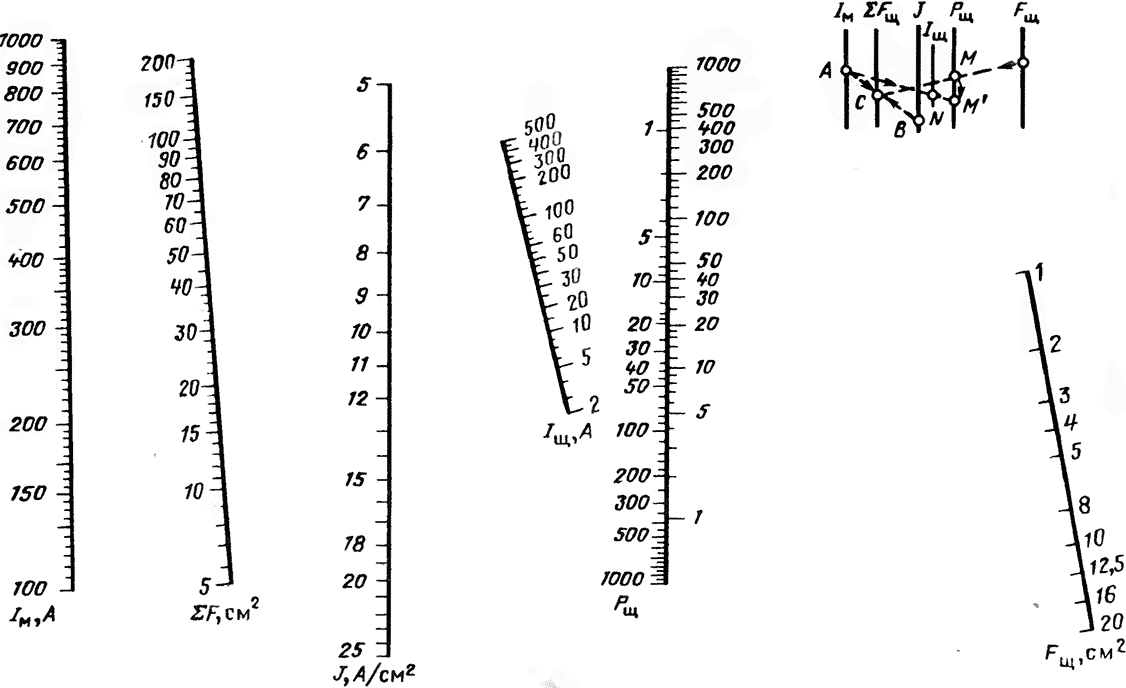
Рис. 11. Номограмма для расчета размеров и числа щеток электрической машины с заданной токовой нагрузкой
Для облегчения решения последней задачи на рис. 11 приведена номограмма, позволяющая анализировать возможные варианты конструктивного оформления узла токосъема. Действие по выражению (17) осуществляется с помощью трех левых шкал номограммы. Они позволяют по заданному току машины/м и намечаемому значению плотности тока J определить необходимую суммарную площадь контактной поверхности щеток одной полярности. Действие по формуле (18) решают с помощью второй, пятой и шестой шкал (отсчет ведут слева). Оно позволяет определить подлежащее установке на машине число пар щеток. Для указанной цели следует соединить масштабной линейкой соответствующие точки на шкалах XFm и Fm. Отсчет получившегося числа пар щеток производится по правой шкале линии р. Следующее действие по (19) и первой, четвертой и пятой шкалам позволяет определить ток, приходящийся на каждую отдельную щетку. Для получения последнего найденное в результате предыдущего действия значение р, отсчитанное на правой шкале, переносят на левую шкалу этой же линии. Затем, соединив масштабной линейкой известные точки на шкалах /ми р, на шкале /щ находят конечный результат.
Для того чтобы расширить область возможного использования номограммы, цена деления шкалы /м может быть увеличена или уменьшена в 10, 100,. . ., т раз. При этом во столько же раз изменится цена делений шкал XFm и р. В процессе выполнения описываемых выкладок было определено значение Fщ. Переход от него к линейным размерам гщ и ащ производится с помощью сведений, содержащихся в табл. 10. На шкале Fm номограммы рис. 11 нанесено большинство размеров, фигурирующих в этой таблице.
Пример определения размеров и числа щеток для машины, на которой намечено использовать изделия марки ЭГ14 (/ = 12 А/см2) при токовой нагрузке /м= 7200 А. Так как последнее значение превышает максимальное значение шкалы /м то для расчетов в настоящем примере все приведенные на ней значения умножим на 10. Аналогичное умножение следует произвести при пользовании шкалами ΣFЩ и р. Соединив далее линейкой точку 7200 А шкалы /м с точкой 12 шкалы J, на шкале XFm отсчитываем точку 600 см2. Наметив сечение конструируемой щетки, равное 500 мм2, и соединив соответствующую точку линейкой с ранее найденной точкой 600 см2 на правой части шкалы р, находим, что на машину следует установить 120 пар щеток. Перенеся найденную цифру на левую часть шкалы р и соединив ее линейкой с точкой /м = 7200 А, находим, что линейка пересечет шкалу /щ в отметке 60. Эта цифра указывает значение тока в одной щетке. Обращаясь к табл. 10, обнаруживаем, что необходимое значение Fm = = 500 мм2 стандарт допускает для щеток размерами 12,5 х 40; 16 х 32; 20 х 25 мм и др. Поскольку tm было определено ранее, из последнего ряда цифр окончательно принимаем значение аксиального размера создаваемой щетки, при этом получаем также данные, необходимые для расчета всех прочих ее элементов (токоведущие провода, наконечники и др.). Полученный описанным образом аксиальный размер щетки должен быть согласован с длиной рабочей части коллектора, при этом должны быть учтены схема расстановки щеток, расстояния между ними и другие детали, рассматриваемые в литературе по проектированию машин.
Если разработка методов определения размеров /щ и ащ имеет многолетнюю историю, то вопросы определения радиального размера щеток гщ сколько-нибудь обстоятельному изучению ранее не подвергались. В практике дело обычно ограничивается выбором размера гщ, нормированного ГОСТ 12232.1-77 для определенных, указанных в табл. 10, сочетаний размеров и ящ. Применение подобного приема могло быть оправдано до предъявления к электрическим машинам требований по обеспечению показателей надежности их работы. Современный этап развития электромашиностроения ставит задачу нормирования среднего срока службы и общего ресурса электрических машин, ресурса работы без смены установленных на них щеток в течение 2000 ч и нормирования некоторых других показателей, количественно оценивающих надежность их эксплуатационных свойств [17]. Очевидно, что указанные обстоятельства не могут не оказывать влияния на выбор радиального размера щеток, и он должен не только соответствовать стандарту, но и обеспечивать удовлетворение требований по надежности.
Методы оценки этих показателей непрерывно совершенствовались и несколько раз изменялись. В настоящее время создана и действует система проверки их износоустойчивости, основные положения которой сформулированы в руководящем документе РД. 16.188—84. Этот, введенный в действие с 01.07.85 г. со сроком до 01.07.90 г. документ предусматривает проверку износоустойчивости щеток на соответствующих реальных электрических машинах в процессе проведения:
стендовых приемо-сдаточных испытаний щеток на предприятиях, где они изготавливаются;
стендовых периодических испытаний щеток на тех же предприятиях; стендовых периодических испытаний и испытаний на надежность электрических машин со щетками, производимых на электромашиностроительных предприятиях;
приемочных, сравнительных и аттестационных испытаний щеток на электрических машинах, находящихся в эксплуатации на промышленных предприятиях различных отраслей народного хозяйства.
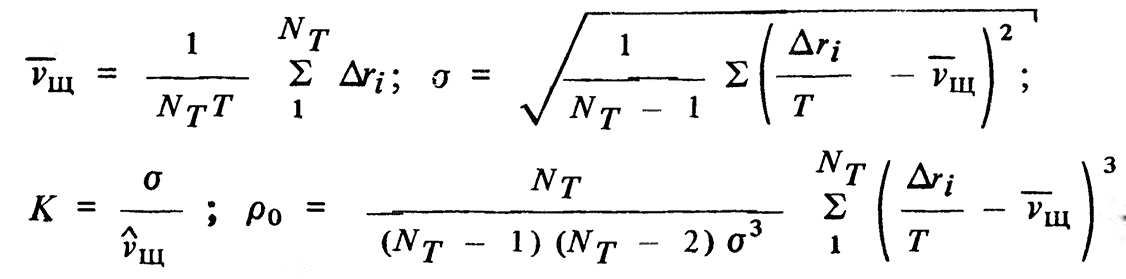
Критериями, количественно оценивающими результаты описываемых испытаний, являются показатели минимальной наработки щеток Тт\п, их гамма-процентной наработки Ту, средней наработки ГсР· Последовательность вычисления по РД 16.188—84, рабочие формулы, используемые для вычисления перечисленных показателей, и необходимые к ним разъяснения приведены ниже. Расчеты по этим формулам производят после проведения перечисленных выше испытаний щеток на машинах, в результате которых получают значения входящих в них величин Ντ, Т и Δ/γ. На основе использования этих исходных величин и производится весь предусмотренный расчет:
А. Данные, получаемые в процессе проведения испытания щеток: Ari — износ щетки, мм; Т — продолжительность испытания, ч; Ντ — количество наблюдаемых щеток за период Т, шт.
Б. Предварительные расчеты характеристик износа щеток:
При К > 0,3 и р0 > ркр, где рк^, зависящее от Ντ , выбирается из ряда ![]() дополнительно вычисляются две вспомогательные величины
дополнительно вычисляются две вспомогательные величины 
В. Вычисление показателей надежности работы щеток. Формулы для вычисления показателей надежности приведены в табл. 11.
При проектировании новой машины, при выборе для нее щеток, радиальный размер которых должен обеспечить удовлетворение предъявляемых к ним требований по надежности, в распоряжении конструктора не имеется данных, позволяющих ему воспользоваться приведенными формулами. В этом случае приходится ориентироваться на использование предыдущего опыта эксплуатации щеток, подробно описанного в [27]. Здесь обобщена накопившаяся в отечественной промышленности многолетняя практика использования щеток на электрических машинах общепромышленного назначения. В качестве общего ’’знамена- теля” при этом обобщении принята эксплуатационная напряженность скользящего контакта электрических машин Pv . Она представляет собой произведение основных факторов, определяющих изнашивание работающих на машинах щеток: окружной скорости на рабочей поверхности их коллектора νκ и плотности тока в скользящем контакте J Удельное давление нажатия на щетки машин общепромышленного назначения является практически одинаковым, и поэтому его учитывать не следует. Для вычисления значений Ρν предложена формула
![]() , (21)
, (21)
где в дополнение к ранее введенным обозначениям приняты новые: Р — мощность машины, кВт; U — напряжение машины, В; Nm — общее количество установленных на ней щеток; DK — диаметр коллектора, м; пя — частота вращения, об/мин.
Таблица 11

Принятие Pv в качестве аргумента и увязка с ним значений средней скорости изнашивания щеток Тщ, полученных в процессе наблюдений за их нормальной промышленной эксплуатацией, позволили применить для их последующего математического изучения и обобщения методы регрессионного анализа и аналитическую связь между ними представить формулой
![]() (22)
(22)
Здесь постоянные А, В и С, определяемые маркой щеток и режимом работы электрических машин, имеют значения, представленные в табл. 12.
Графическая интерпретация формулы (22), характеризующая выявленные закономерности изменения рассматриваемых величин, показана на рис. 12. Из рисунка следует, что взаимное расположение значений Тщ для различных марок при изменении Pv постоянным не остается и для машин, характеризуемых разными значениями Pv , щетки различных марок, по степени возрастания относящихся к ним значений Тщ располагаются в определенной последовательности. Эта последовательность для щеток разных марок при эксплуатации на электрических машинах, характеризуемых различными значениями Ру, представлена в табл. 13.
Найденное описанным образом значение Т"щ представляет собой среднее, наиболее вероятное значение скорости изнашивания щеток, используемых на машинах, скользящий контакт которых характеризуется различной эксплуатационной напряженностью. Поскольку Тщ является статистической оценкой процесса изнашивания работающих щеток (характеристикой расположения), то для полного описания этого процесса необходимо еще знание характеристики рассеяния а. Последняя оценивает степень рассеяния скорости изнашивания отдельных щеток установленного на машине комплекта v щ,· по отношению к среднему значению для всего комплекта гщ.
Таблица 12. Значения постоянных А, В и С для расчетов по (22)

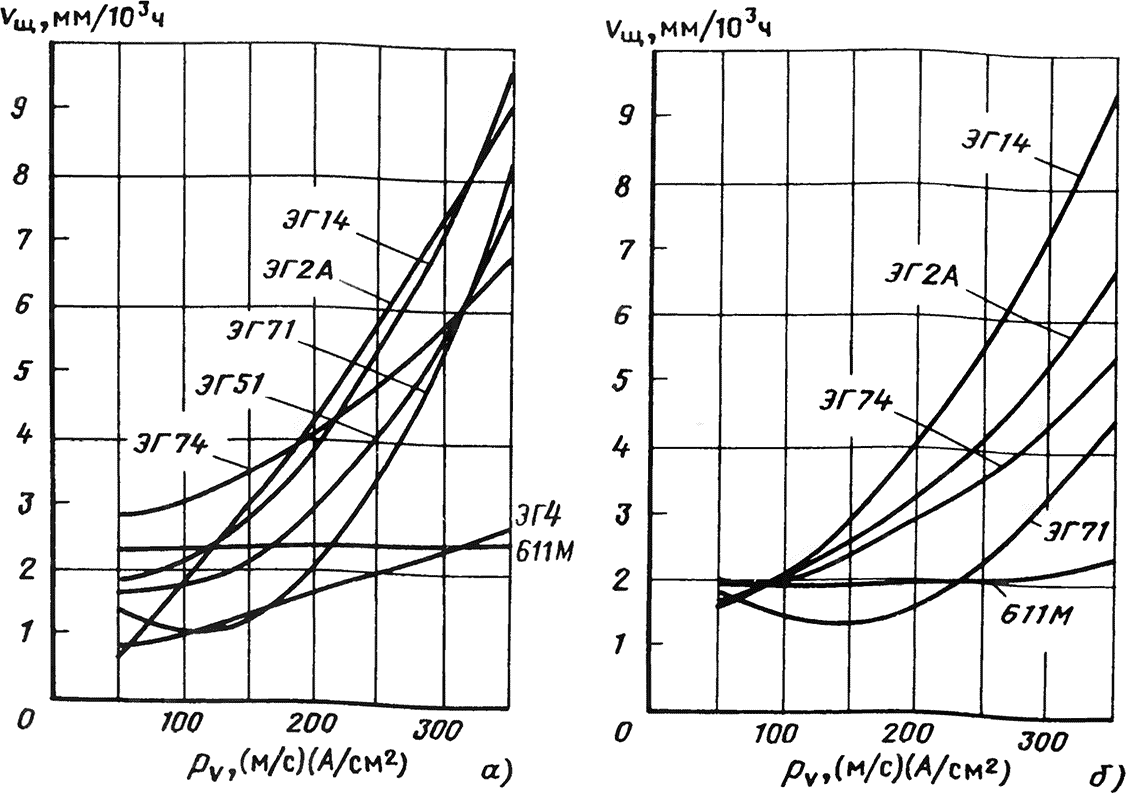
Рис. 12. Изменение скорости изнашивания щеток ряда марок в зависимости от эксплуатационной напряженности скользящих контактов генераторов (а) и двигателей (б), на которых используются щетки
В первом приближении для определения о возможно использование формулы о = 0,01 Kvщ. Коэффициент К для щеток машин, эксплуатируемых в генераторном или двигательном режиме, выбирается из табл. 14.
Таблица 13.
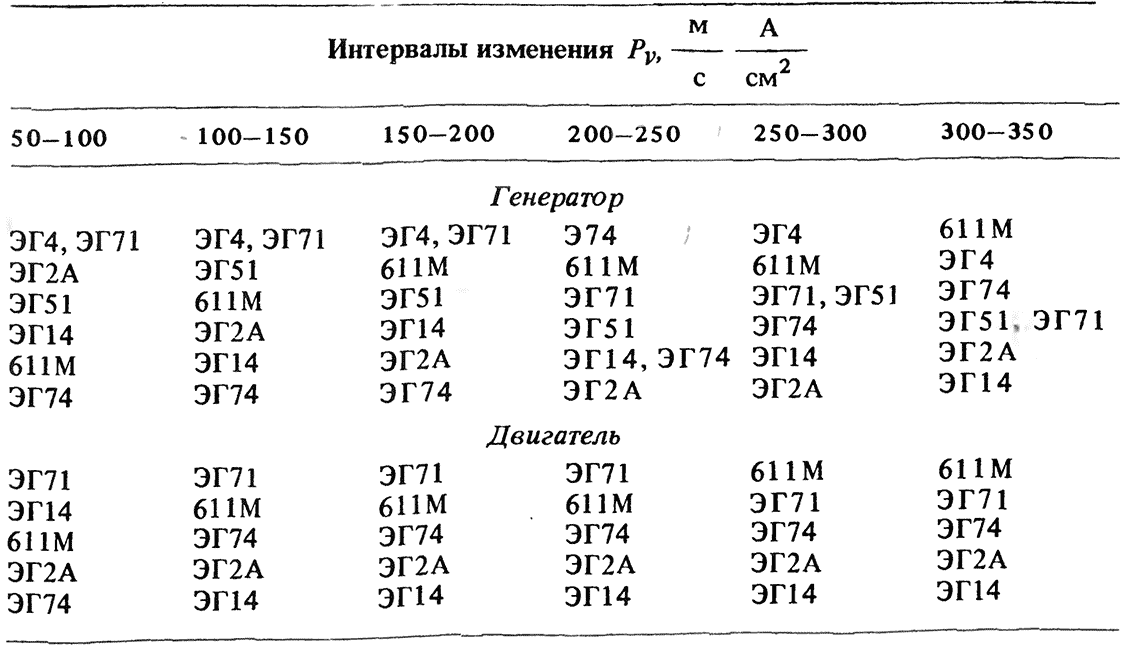
Таблица 14. Значение коэффициента К
Электрическая | К для марок щеток | ||||||
машина | ЭГ2А | ЭГ4 | ЭГ14 | ЭГ51 | ЭГ71 | ЭГ74 | 611М |
Генератор | 60 | 65 | 90 | 70 | 75 | 85 | 70 |
Двигатель | 70 | - | 90 | 70 | 75 | 85 |
|
Полученные описанным образом значения Т"щ и σ используются для выбора щеток, радиальный размер которых обеспечит удовлетворительную работу щеточного комплекта без смены отдельных входящих в комплект щеток в течение заданных 2000 ч. Для решения сформулированной таким образом задачи вычислим вероятность того факта, что в пределах заданной продолжительности работы щетки до предельного состояния не износятся. Проблема сводится к определению вероятности безотказной работы (ВБР) щеток по формуле
![]() (23)
(23)
где P(t) — вероятность безотказной работы; F0 — функция, вычисленные значения которой нормированы ГОСТ 19460—74 и воспроизведены в табл. 15; Лгщ — ресурс щетки, мм; t — продолжительность, для которой вычисляется ВБР; Тщ — скорость изнашивания щетки, мм/ч; о — характеристика рассеяния скорости изнашивания, мм/ч (следует обратить внимание на размерность величин v щ и а. В отличие от ранее изложенного текста, где этой размерностью были мм/1000 ч, в последней формуле следует применять мм/ч.)
Вычисляемая с помощью формулы (23) ВБР должна приближаться к единице. При выполнении практических расчетов обычно довольствуются значением 0,993. Тогда на основании цифр табл. 15 стоящая в скобках величина должна удовлетворять условию
![]() (24)
(24)
откуда окончательно получаем
![]()
Затем задача состоит в том, чтобы выбрать радиальный размер щетки гщ, обеспечивающий требуемый ресурс Агщ. Обе названные величины связаны между собой соотношением
![]()
где q — глубина сверления отверстия в щетке предназначенного для заделки токопровода, мм (ГОСТ 12232.1—77); Δ — толщина слоя материала, предохраняющего конец токопровода отработавшей свой ресурс щетки от контакта с поверхностью коллектора (кольца), мм.
Таблица 15. Значения функции Fq (х)
X | 0 | 2 | 4 | 6 | 8 |
0,0 | 0,500 | 0,508 | 0,516 | 0,524 | 0,532 |
0.1 | 540 | 548 | 556 | 564 | 571 |
0,2 | 579 | 587 | 595 | 603 | 610 |
0,3 | 618 | 626 | 633 | 641 | 648 |
0,4 | 655 | 663 | 670 | 677 | 684 |
0,5 | 0,692 | 0,698 | 0,705 | 0,712 | 0,719 |
0,6 | 726 | 732 | 739 | 745 | 752 |
0,7 | 758 | 764 | 770 | 776 | 782 |
0,8 | 788 | 794 | 800 | 805 | 811 |
0,9 | 816 | 821 | 826 | 832 | 836 |
1 | 0,841 | 0,846 | 0,851 | 0,855 | 0,860 |
1.1 | 864 | 869 | 873 | 877 | 881 |
1,2 | 885 | 889 | 892 | 896 | 900 |
1,3 | 903 | 907 | 910 | 913 | 916 |
1,4 | 919 | 922 | 925 | 928 | 931 |
1,5 | 0,933 | 0,936 | 0,938 | 0,941 | 0,943 |
1,6 | 945 | 947 | 950 | 952 | 954 |
1,7 | 955 | 957 | 959 | 961 | 962 |
1,8 | 964 | 966 | 967 | 969 | 970 |
1,9 | 971 | 973 | 974 | 975 | 976 |
2,0 | 0,977 | 0,978 | 0,979 | 0,980 | 0,981 |
2,1 | 982 | 983 | 984 | 985 | 985 |
2,2 | 986 | 987 | 987 | 988 | 989 |
2,3 | 989 | 990 | 990 | 991 | 991 |
2,4 | 992 | 992 | 993 | 993 | 993 |
Примечание. Таблица воспроизведена по ГОСТ 19460-74.
Толщина Δ принимается равной 2 мм Что касается значения q, то оно определяется размерами и ащ, количеством монтируемых на щетке токопроводов и должно выбираться по табл. 16.
С учетом изложенного в табл. 17 приведена информация, позволяющая определять размеры гЩ)ащи гщ щеток, обеспечивающих получение требуемого ресурса Агщ, а также коэффициенты эффективности использования щеточного материала η, %:
![]() /
/
Выбирая щетку, всегда следует отдавать предпочтение тому сочетанию размеров, при котором η будет максимальным.
Таблица 16. Глубина сверления отверстий в щетке, предназначенных для
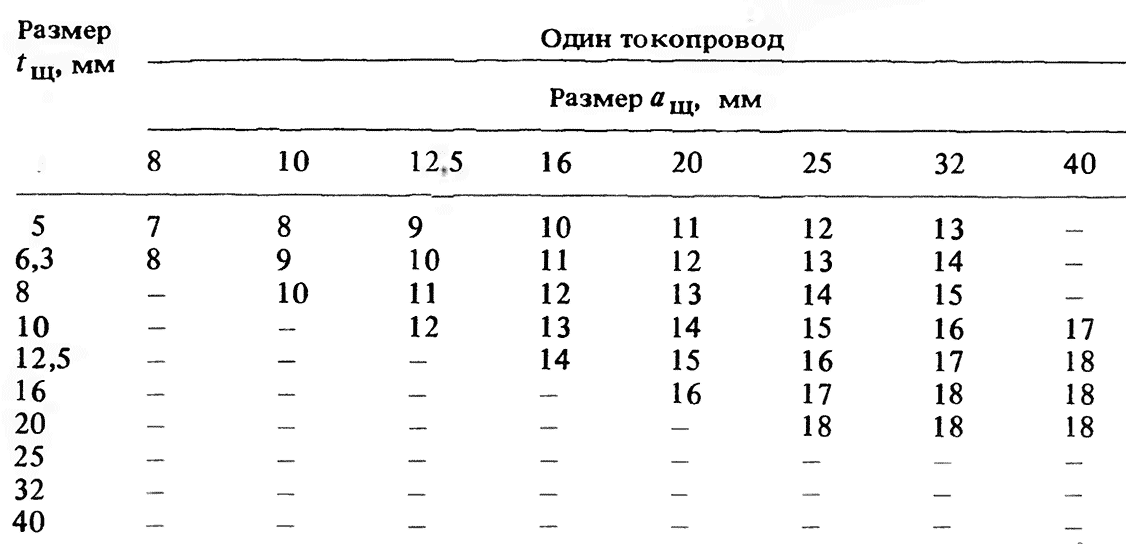

Таблица 17. Ресурс щеток Аг щ, мм, и коэффициент эффективности т?, %, для различных сочетаний Гщ, мм,сщ, мм, и а*щ, мм




В табл. 17 содержится информация, относящаяся к щеткам типов К1-1, К1-2, К1-3, К1-7, К1-8 и К2-3. Щетки перечисленных типов предназначены для электрических машин общепромышленного назначения, для которых и приведено описание метода расчета радиального размера электроугольных изделий. Расчет ресурса щеток других типов, из числа изображенных на рис. 10 производится по иному принципу. В данном случае часть размера гщ, отводимая для заделки токопровода, не должна превышать 50% для изделий с гщ < 16 мм и 40% для изделий с гщ > 16 мм. Следовательно, щетки с гщ > 16 мм имеют ресурс Δгщ = = 0,6гщ,асгщ<16 мм Аг щ = 0,5 г щ. Щетки этих типов используются на машинах специального назначения, и вопрос о нормировании показателей надежности их работы отражен в нормативно-технических документах, по которым производится их поставка. Так, например, в ТУ 16—88, ИЛЕА.685.267.001У, распространяющемся на щетки автотракторного электрооборудования, указано, что ’’гамма-процентный ресурс щеток должен соответствовать гамма-процентному ресурсу электрических машин, для которых согласовано их применение”.
При наличии подобных указаний в документах проведение каких-либо дополнительных расчетов по определению показателей надежности работы щеток становится излишним. Но подобные указания возможны только для щеток машин специального назначения с оговоренными эксплуатационными режимами. Что касается щеток общепромышленного электрооборудования, то здесь появление подобных указаний в настоящее время является невозможным, и обеспечение щетками с требуемыми показателями надежности требует проведения расчетов, рассмотренных выше. В заключение следует отметить, что выбор радиального размера щетки в соответствии с изложенными рекомендациями является минимально необходимым для обеспечения заданных показателей надежности ее работы.