МЕТОДИЧЕСКИЕ УКАЗАНИЯ ДЛЯ ВЫПОЛНЕНИЯ РАБОТ ПО ЭЛЕКТРИЧЕСКОЙ АППАРАТУРЕ
Ремонт контактов
Ремонт контактов электрических аппаратов заключается в основном в зачистке контактных поверхностей от неровностей, появившихся в результате обгорания или оплавления.
От нагара и застывших капель металла контакты зачищают бархатным напильником. Применять наждачную или стеклянную бумагу при зачистке контактных групп запрещается.
При зачистке контактов прежде всего необходимо обращать внимание на сохранение первоначальной формы, обеспечивающей их правильное перекатывание или проскальзывание. После зачистки проверяют правильность касания контактов.
Линейные контакты должны соприкасаться по весьма узкой поверхности. Для проверки на поверхность одного из них наносят легко смываемую краску, включают аппарат и по следам краски на другом контакте определяют правильность касания от момента прикосновения до полного включения подвижного и неподвижного контактов.
Контакты с серебряными пластинами зачищают только в том случае, если на их поверхности застыли острые капли серебра.
Нагар на серебряных контактах зачищают замшей, смоченной в бензине. Если толщина серебряных пластинок главных контактов аппарата в результате износа составляет меньше 1,5 мм, то пластинки необходимо заменить. Пайку серебряных пластинок производят припоем ПСР-70, в качестве флюса применяют буру. Заменять серебряные контакты медными запрещается.
Контакты установочных автоматов изготовляют из специальных композиций (серебро — графит для неподвижных и серебро — никель для подвижных контактов), получаемых методом металлокерамики. Такие контакты при нормальных для автомата токах не свариваются и могут длительно работать без всякого ухода. Если в процессе эксплуатации толщина металлокерамического слоя контактов станет меньше 0,5 мм, автомат для дальнейшей работы непригоден и его заменяют новым.
Ремонт катушек
Необходимость в ремонте катушек электрических аппаратов возникает при сгорании катушки, повреждении каркаса, обмотки или ее выводов.
Катушки электрических аппаратов по способу изготовления разделяют на каркасные и бескаркасные. Первые из них наматывают на картонные и пластмассовые каркасы, которые затем устанавливают на сердечники аппаратов. Вторые наматывают на шаблонах и насаживают непосредственно на сердечники аппаратов. Каркасные катушки более прочны, а бескаркасные проще в изготовлении.
Поврежденные каркасы катушек, изготовленные из пластмасс, текстолита или гетинакса, склеивают универсальным клеем БФ-2. В зависимости от характера повреждения это делают при снятой или надетой на каркас катушке. Если пластмассовые каркасы не поддаются ремонту, вместо них изготовляют каркасы из картона.
Картонные каркасы ремонтировать нецелесообразно, их заменяют новыми.
Картонный каркас изготавливается из бумаги на деревянной оправке нужного размера путем склеивания бакелитовым лаком. Затем на втулку надевают и приклеивают торцовые шайбы. После этого каркас сушат в течение нескольких часов. Каркасы некоторых аппаратов (например тормозных электромагнитов) изготовляют из латуни, алюминия или немагнитной стали.
При ремонте металлических каркасов заваривают трещины, рихтуют щеки и втулки, а затем заменяют изоляцию каркасов. Если аппарат предназначен для работы в сыром помещении, изоляцию такого каркаса выполняют из миканита.
Механические повреждения на поверхности катушек вызывают межвитковые замыкания, сопровождающиеся выгоранием витков обмотки. Если при этом выгорают только верхние слои обмотки, а внутренние остаются целыми, с катушки снимают только поврежденные витки, а вместо них наматывают такое же число витков нового провода.
Число поврежденных витков определяют по количеству снятых слоев и витков в каждом слое. Провода соединяют посредством спайки. Для этого их концы зачищают наждачным полотном и делают скрутку, которую затем паяют припоем ПОС-30 с применением канифоли. Место пайки изолируют бумагой или лакотканью. Обрывы в катушках происходят в основном в местах выводов и спаек проводов. Чтобы найти внутренний обрыв, необходимо снять с катушки ее наружную изоляцию и постепенно разматывать обмотку. Обнаружив обрыв, концы провода обрезают, спаивают и снова наматывают снятый провод на катушку. При пониженном сопротивлении изоляции катушку сушат, пропитывают и покрывают лаками так же, как при ремонте обмоток электрических машин.
Значительно поврежденные катушки заменяют новыми — запасными или изготовленными по образцу. Для намотки новой катушки необходимо знать обмоточные данные поврежденной: сечение и марку провода, количество витков, общее сопротивление катушки. Эти данные приводятся в заводских формулярах аппаратов. На практике, однако, часто эти данные отсутствуют. Необходимое число витков катушки можно получить расчетным путем. Для этого сначала с поврежденной катушки снимают наружную изоляцию и измеряют площадь сечения намотки на одну сторону (обмоточное пространство), а также диаметр провода с изоляцией. Число витков катушки может быть определено по формуле
![]() где D — диаметр провода с изоляцией, мм; S — площадь сечения обмоточного пространства, мм2; k — коэффициент заполнения катушки.
где D — диаметр провода с изоляцией, мм; S — площадь сечения обмоточного пространства, мм2; k — коэффициент заполнения катушки.
Для провода диаметром до 1 мм коэффициент заполнения равен 0,8—0,84, для провода диаметром свыше 1 мм — 0,8—0,9.
Если есть возможность замерить сопротивление катушки, число витков может быть определено также по формуле
![]()
где R — сопротивление катушки, Ом; d — диаметр оголенного провода, мм; l ср — средняя длина витка, см.
При ремонте судового электрооборудования иногда приходится переделывать катушки электроаппаратов на другое напряжение. В этих случаях необходимо сохранить прежнее число ампер-витков, определяющее величину тягового усилия аппарата.
Катушки из тонкой проволоки диаметром до 1 мм наматывают на ручном намоточном станке. Перед началом намотки каркасных катушек внутрь каркаса вставляют деревянную оправку, изготовленную по его внутреннему размеру. Оправку с каркасом устанавливают на шпиндель намоточного станка. Вывод начала катушки изолируют прокладкой из лакоткани и, закрепив его на каркасе, начинают намотку. Натяжение провода при намотке должно быть таким, чтобы он не рвался и не вытягивался. Во время намотки нужно следить за сохранностью изоляции провода, который не должен иметь оголенных мест. Каждый намотанный слой покрывают пропиточным изоляционным лаком, а поверх него наматывают слой конденсаторной или папиросной бумаги. Под последние 10—15 витков подкладывают двойной слой бумаги или слой лакоткани и тафтяную ленту, которой закрепляют конец провода. К выводным концам припаивают гибкие или жесткие выводы из медных уголков с отверстием для клеммного винта.
Чтобы избежать обрыва провода около места пайки выводов, его укладывают зигзагом. Жесткие выводы устанавливают на прокладках из миканита и закрепляют на поверхности катушки нитками.
Бескаркасные катушки наматывают на деревянные шаблоны прямоугольной или цилиндрической формы. В каждой щеке шаблона Делают по четыре прорези,
в них вкладывают хлопчатобумажные ленты, которыми скрепляются витки после намотки. Перед намоткой на шаблон накладывают слой изоляции из электрокартона или гибкого миканита. Шаблон со щеками устанавливают на намоточный станок и производят намотку, укладывая через каждый слой прокладки, которые служат не только для изоляции одного слоя от другого, но и для создания жесткости всей обмотки катушки. После окончания намотки, напайки и закрепления наружных выводов приступают к наложению скрепляющих бандажей. На торцы катушек помещают прокладки из миканита или электрокартона с прямоугольным либо цилиндрическим вырезом посредине. Затем катушки стягивают бандажом из тафтяной или киперной ленты, пропуская ее внутрь катушки. Конец ленты закрепляют. Число слоев наружной изоляции делают небольшим, чтобы не ухудшать охлаждение катушки.
Готовые катушки пропитывают изоляционными лаками или компаундируют, что улучшает их электрическую и механическую прочность и условия охлаждения.
Для создания влагостойкой изоляции пропитку и сушку катушек повторяют несколько раз. После окончательной пропитки и сушки наружную изоляцию пропитывают покровным лаком, предохраняющим катушку от проникновения влаги и пыли и от механических повреждений.
У пропитанных лаком и просушенных катушек промывают бензином и лудят контактные поверхности выводов.
Ремонт магнитопроводов
Перед ремонтом магнитопроводы с поврежденной внутренней изоляцией разбирают на отдельные листы. Для удобства извлечения стяжных шпилек или заклепок, магнитопровод предварительно сжимают под прессом. После разборки неисправную изоляцию заменяют новой.
При сборке пакета магнитопровода стяжные шпильки могут оказаться короткими вследствие неплотной укладки листов пакета.
В таких случаях листы сильно сжимают при помощи струбцин.
Увеличенный зазор между якорем и сердечником устраняют пригонкой подвижной и неподвижной частей магнитопровода.
При необходимости шабрят поверхности соприкосновения якоря и сердечника вдоль слоев листовой стали. Иногда для получения нормального зазора достаточно удалить с соприкасающихся поверхностей ржавчину или грязь. Очищенную от ржавчины поверхность смазывают тонким слоем машинного масла. Короткозамкнутый виток, устанавливаемый в магнитопровод, должен быть таким же, как и до ремонта. При ремонте магнитопроводов аппаратов постоянного тока сохраняют первоначальную толщину немагнитной прокладки между якорем и сердеч ником.
Ремонт металлических деталей
Поврежденные металлические детали аппаратов — контактные шпильки, оси, валики, упоры, ролики, пружины и пр. ремонтировать нецелесообразно; их заменяют вновь изготовленными. В связи с этим негодные детали при разборке аппаратов не выбрасывают, а используют в качестве образцов. Детали изготавливают из латуни и стали. Пружины аппаратов делают из высококачественной стали без закалки.
Готовые детали покрывают защитным слоем, предохраняющим их от коррозии, например, лудят горячим способом. Пружины, покрытые коррозией, но обеспечивающие нужное нажатие, очищают от ржавчины и наносят на них антикоррозионный слой.
Детали механизмов свободного расцепления автоматов не разрешается подпиливать, расклепывать или перегибать. Ремонт этих деталей и узлов сводится в основном к восстановлению антикоррозионных покрытий и к регулировке при сборке. Изношенные и поломанные детали не ремонтируются, а заменяются новыми.
Прогоревшие и изломанные гибкие соединения заменяют новыми. Для гибких соединений применяют провод марки ПЩ (щеточный) или медную фольгу толщиной 0,15 мм, сложенную в несколько слоев и пропаянную на концах.
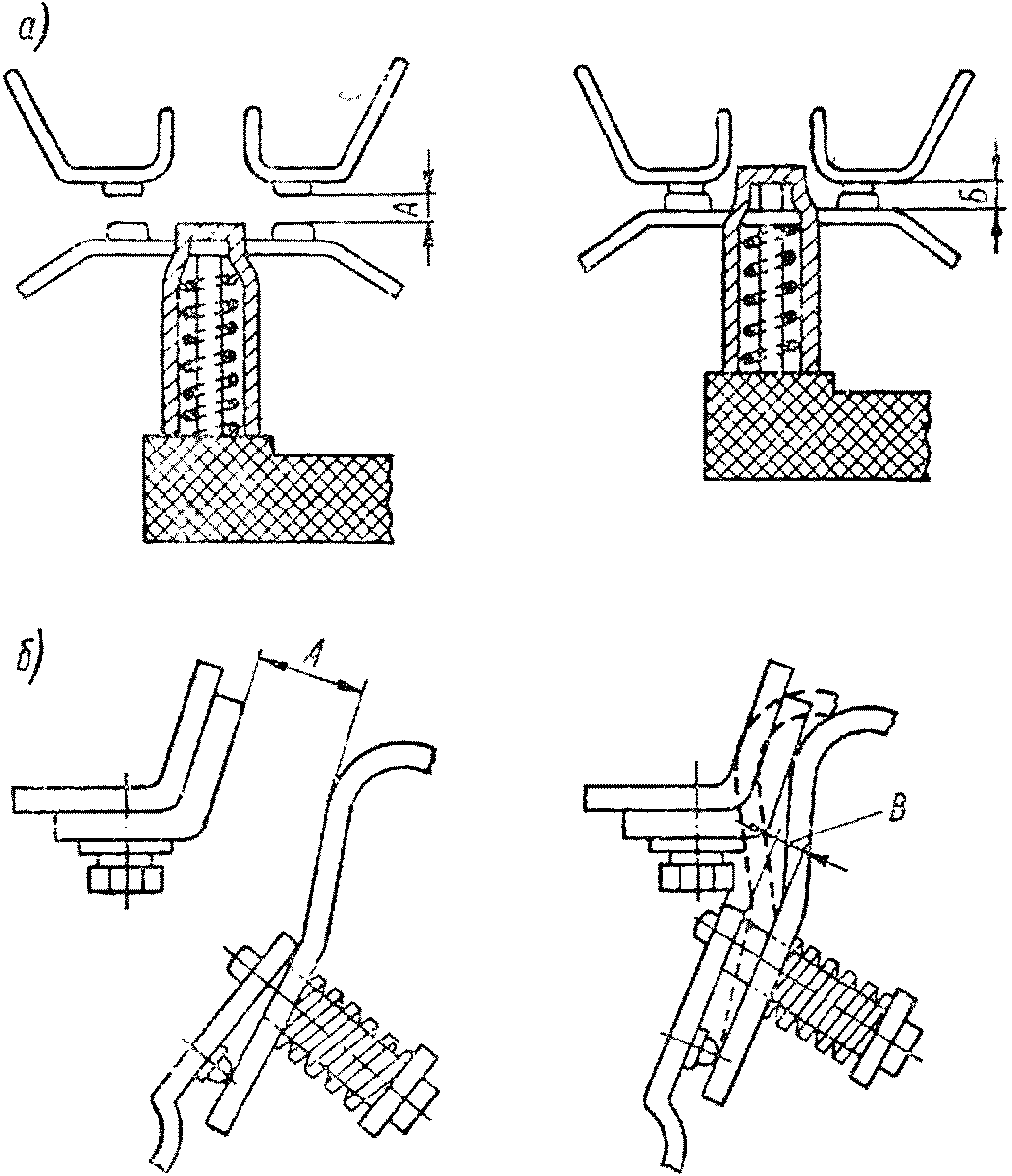
Рис. 17. Измерение раствора А, провала Б и расстояния В контактов аппаратов:
а — с прямоходовой магнитной системой; б — с поворотным якорем
Регулировка и настройка аппаратуры
После ремонта автоматической аппаратуры ее регулируют и настраивают на заданные величины срабатывания. Сначала регулируют механизм аппарата. Якорь контактора или реле при перемещении его рукой должен двигаться легко и без заеданий в опорах, подвижные контакты не должны задевать за внутренние стенки дугогасительных камер. В обратном направлении якорь должен отпадать резко под действием возвратной пружины. В аппаратах переменного тока якорь должен плотно прилегать к неподвижному сердечнику. Для проверки между якорем и сердечником прокладывают чистую копировальную бумагу и прижимают якорь рукой. При достаточной плотности прилегания на чистой бумаге получается отпечаток, площадь которого составляет не менее 70% площади соприкасающихся поверхностей. Главные контакты контакторов переменного тока должны включаться одновременно. У контакторов с горизонтальным валом при соприкосновении одного из подвижных контактов с неподвижным остальные могут иметь зазор нс более чем 0,5 мм.
Регулировку осуществляют затягивая хомутики, удерживающие подвижные контакты на валу аппарата.
При регулировке контактных систем аппаратов устанавливают нормальные величины нажатий, растворов и провалов контактов.
Раствором называют расстояние А (рис. 17, а, б) между полностью разомкнутыми контактами аппарата. Провалом называется расстояние, на которое мог бы переместиться подвижный контакт, если бы не было неподвижного. Провал характеризует степень износа контактов: чем больше износ, тем меньше провал. У контакторов с прямоходовой магнитной системой провал контактов равен расстоянию Б (рис. 17, а), на которое сжимается пружина подвижного контакта при включении аппарата. Это происходит потому, что подвижный контакт упирается в неподвижный раньше, чем якорь аппарата полностью притягивается к ярму. Поэтому провал контактов равен расстоянию между якорем, перемещаемым рукой к ярму, и ярмом в момент соприкосновения контактов. Это расстояние можно измерить масштабной линейкой или щупами с точностью до 0,5 мм. У контакторов с поворотным якорем измерить провал непосредственно нельзя. Поэтому о нем судят по расстоянию В (рис. 17, б), зависящему от провала.

Рис. 18. Определение нажатия контактов контактора: а — начального; б — конечного
Нормальные величины растворов и провалов контактов, а также размеров, характеризующих провал, приводятся в заводских инструкциях по обслуживанию аппаратов и в формулярах электрооборудования.
Раствор контактов регулируют, изменяя длину упора, ограничивающего движение якоря при отпадании. Провал мостиковых блок-контактов некоторых типов контакторов можно отрегулировать, изменяя высоту стоек неподвижных контактов. Однако в большинстве случаев провал изменить нельзя. Если он оказывается ниже допустимого, контакты нужно заменить новыми.
Начальное нажатие контактов аппаратов определяют при разомкнутых контактах 1 и 2 (рис. 18, а). Крючок пружинного динамометра привязывают нитью 3 к подвижному контакту 2 по линии окончательного соприкосновения контактов. Между подвижным контактом и прикрепленной к якорю пластиной прокладывают полоску тонкой бумаги 5. Затем динамометр 4 плавно оттягивают в направлении, перпендикулярном плоскости контакта, и одновременно стараются вытянуть бумагу. За величину начального нажатия контактов принимают показания динамометра в момент, когда полоску бумаги можно легко вытянуть рукой.
Конечное нажатие определяют при замкнутых контактах (рис. 18, б). Якорь при этом заклинивают в притянутом к сердечнику положении. Крючок пружинного динамометра привязывают к подвижному контакту 2 так же, как и в предыдущем случае, нитью 3. Между подвижным контактом и неподвижным 1 прокладывают полоску тонкой бумаги 5. Затем динамометр 4 плавно оттягивают в направлении, перпендикулярном плоскости контакта, и вытягивают бумагу. За величину конечного нажатия контактов принимают показание динамометра в момент, когда полоска бумаги без труда вытягивается рукой.
Величину начального нажатия регулируют, изменяя затяжку пружины контакта при помощи гайки, навинчивающейся на направляющий стержень пружины. Одновременно изменяется и конечное нажатие. При одинаковом начальном нажатии конечное нажатие у более изношенных контактов меньше. Поэтому, если при минимально допустимом начальном нажатии конечное оказывается меньше допустимого, контакты следует заменить новыми.
Контакты различных реле, кулачковых контроллеров, командоконтроллеров и других аппаратов проверяют и регулируют способами, аналогичными рассмотренным.
Усилие тяговой катушки электромагнитного аппарата должно быть достаточным для четкого замыкания контактов. Это проверяют при напряжении, равном 80—85% номинального и при горячей катушке. Если пружины аппарата отрегулированы правильно, а катушка исправна, включение происходит четко, без заметной задержки в момент касания главных контактов. Такую проверку производят и при холодной катушке, но в этом случае на нее подают напряжение, равное 0,60—0,65 номинального, так как сопротивление холодной катушки меньше, чем горячей.
Отремонтированные электромагнитные реле настраивают на требуемые уставки. Уставка — это величина напряжения или тока, при которой срабатывает данное реле. При срабатывании реле притягивает свой якорь к сердечнику или отпускает его в зависимости от того, максимальное это реле или минимальное.
Уставка электромагнитного реле времени — это время с момента включения или выключения тока в цепи катушки реле до момента срабатывания. Изменять уставку у реле постоянного тока можно двумя способами: установкой между якорем и сердечником немагнитных прокладок различной толщины или изменением натяжения возвратной пружины. Первым способом осуществляют грубую ступенчатую регулировку: чем толще прокладка, тем меньше выдержка времени. Так как при ремонте реле прокладки обычно не снимают, практически при настройке применяют второй способ.
Проверка защитной аппаратуры
Проверка максимальной защиты производится при подаче питания на элементы защиты от постороннего источника тока, в качестве которого могут быть использованы сварочные или им подобные трансформаторы. Предохранители такой проверке не подлежат.
Реле обратной мощности (тока) проверяются искусственным созданием аварийного режима: прекращением подачи топлива у одного из параллельно работающих дизель-генераторов или остановкой приводного двигателя генератора.
Аппараты защиты генераторов, в том числе автоматы типа АЗС, проверяются один раз в год, аппараты защиты потребителей — один раз в три года.
Все защитные аппараты должны проверяться после их ремонта, а также после регулировки вне зависимости от срока очередной проверки.
Характерные неисправности контакторов и магнитных пускателей и способы их устранения приведены в следующей таблице.
Характер неисправности | Возможные причины | Способы устранения |
Контактор (пускатель) не включается | Обрыв цепи питания катушки | Найти обрыв и устранить |
Перегрев контактов | Повышенный износ контактов | Заменить контакты |
Характер неисправности | Возможные причины | Способы устранения |
Перегрев контактов | Недостаточное нажатие контакта | Отрегулировать нажатие |
Повышенное гудение контактора переменного тока | Загрязнены поверхности якоря, сердечника | Очистить поверхности |
Туго затянута возвратная пружина | Ослабить пружину | |
Перегрев катушки | Междувитковое замыкание в катушке, неплотное прилегание якоря | Заменить катушку или отрегулировать магнитную систему |
Контактор не отключается | Приварились главные контакты | Зачистить контакты |
Перегрев токоведущих частей | Ослаблены контактные соединения | Зачистить контактные детали и затянуть контакты |