ПРИЛОЖЕНИЕ 9
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ДЛЯ ВЫПОЛНЕНИЯ РАБОТ ПО ЭЛЕКТРИЧЕСКИМ МАШИНАМ
Разборка и сборка электрических машин
Разборку следует начинать со снятия шкива или полумуфты. При плотно насаженных шкивах и муфтах пользуются специальным стягивающим приспо-соблением. Снимать шкив с помощью молотка запрещается.
После снятия шкива или полумуфты с корпуса машины снимают подшипниковые щиты. Если двигатель имеет подшипники с кольцевой смазкой, масло из подшипников должно быть выпущено. В воздушный зазор между ротором и статором желательно проложить лист электрокартона, чтобы при снятии щитов и вытаскивании ротора не повредить листы стали и обмотки.
При снятии щита первоначально отвинчивают болты, крепящие его к корпусу, и ударами молотка по деревянной подкладке, упертой в ребра щита, отделяют его от корпуса.
Чтобы не было резкого опускания ротора, щиты необходимо поддерживать вручную, а еще лучше подтянуть щит или конец вала стопором какого-либо подъемного приспособления. Это подтягивание делается таким образом, чтобы в момент освобождения от корпуса щит, а следовательно, и один конец ротора находились навесу.
Сняв щит с одной стороны и подперев или поддерживая конец ротора, чтобы не получить перекоса, снимают таким же образом второй щит. После этого ротор можно опустить на картонную подкладку, предварительно проложенную в воздушном зазоре, и приступить к вытаскиванию ротора. Следует иметь в виду, что в ряде случаев диаметр вентилятора ротора бывает больше расточки статора; ротор при этом можно вынуть только в сторону вентилятора. При вытаскивании ротора следует соблюдать максимальную осторожность, чтобы не повредить обмотки статора.
Рекомендуется на один из концов вала надеть газовую трубу, выложенную внутри электрокартоном для предотвращения порчи шейки вала. При таком искусственном удлинении вала вытаскивание ротора намного облегчается. Роторы крупных машин вытаскиваются при помощи талей или других подъемных приспособлений, малые — обычно вручную.
При разборке электрических машин с шарикоподшипниками после снятия шкива или полумуфты снимают внешнюю крышку подшипника, а затем уже и щит; шарикоподшипник обычно оставляется сидящим на валу.
Снятие шарикоподшипникового щита трехфазных электродвигателей с кон-тактными кольцами необходимо производить так, чтобы не повредить щетки и механизм их подъема.
Для обеспечения правильного положения траверсы при сборке электродвигателя перед снятием щита делают соответствующую метку на щите и на траверсе (если отсутствует метка завода-изготовителя).
Сборка электродвигателя производится в обратном порядке. Сначала ротор вставляется в статор, а затем подшипниковые щиты привинчиваются к корпусу. Чтобы не получить перекосов, болты, крепящие щиты к корпусу, не завинчиваются сразу до отказа; лучше всего их подвинчивать попарно в двух диаметрально противоположных местах.
При надевании подшипникового щита со стороны контактных колец или со стороны коллектора необходимо соблюдать меры предосторожности, указанные при разборке электродвигателя.
После укрепления подшипниковых щитов на вал электродвигателя насаживают шкив или полумуфту. Насадка может производиться с помощью специального приспособления или легкими ударами свинцовой кувалды, или стального молотка через деревянную подкладку по ступице шкива. Чтобы не повредить вкладышей подшипников и не сдвинуть их с места, сторона вала, противоположная шкиву, должна удерживаться при насадке шкива деревянным бруском.
Проверка состояния изоляции обмоток и восстановление ее в местах повреждения
При проверке состояния обмоток машины могут быть обнаружены места механического повреждения изоляции и замыкание витков между собой или на корпус. В обмотках якоря наиболее уязвимы места выхода обмотки из пазов, изгибы и перекрещивания в лобовых частях, а в обмотках полюсов — острые углы, выводы катушек и места прохода выводов наружу. У машин с насаженными на вал вентиляторами часто повреждается изоляция наиболее отогнутых витков в лобовой части обмотки от задевания ее крыльями вентилятора.
Изоляцию в месте повреждения восстанавливают лаковым покрытием. Хорошо очищенные и просушенные обмотки электромашин пропитывают изоляционным лаком, высушивая их после каждой пропитки. Пропиточный лак не должен быть слишком густым, поэтому его разбавляют растворителями, например смесью 25% бензола с 75% уайт-спирита. Удельный вес лаков должен быть равен 0,84—0,87.
Лак разбавляют растворителем, вливая последний небольшими порциями и тщательно при этом перемешивая. Качество разведенного лака проверяют по внешнему виду создаваемой им пленки; окунают в лак полоску гладкой бумаги и, дав испариться растворителю, осматривают получившуюся на бумаге лаковую пленку. Она должна быть гладкой, однородной, блестящей, без крупинок и трещин.
После покрытия места повреждения лаком обмотку сушат. Хорошо пропитанная и просушенная обмотка покрывается гладкой, блестящей, совершенно не липнущей к пальцам однородной лаковой пленкой. Для защиты лаковой пленки от воздействия окружающей среды после пропитки и сушки наносят покровные лаки и эмали.
В практике ремонта судовых электромашин наиболее часто употребляет черный асфальто-масляный покровный лак № 462 (влагостойкий, но не маслостойкий) и электроизоляционные серые эмали воздушной сушки ГФ. Эмали маслостойки и дугостойки, они защищают изоляцию обмоток, особенно в лобовых частях, от одновременного воздействия электрической дуги, поверхностных разрядов и механических повреждений. Покровные лаки и эмали наносят на поверхность якоря или ротора и на лобовые части обмоток асинхронных двигателей кистью или пульверизатором. Это делают дважды, причем после каждого покрытия обмотку снова просушивают.
Проверка и ремонт коллектора, контактных колец и щеточного аппарата.
Коллектор должен быть всегда чистым. Особенно вредна металлическая и угольная проводящая пыль, которая, смешиваясь с попавшим на коллектор маслом, образует на нем грязь и вызывает искрение.
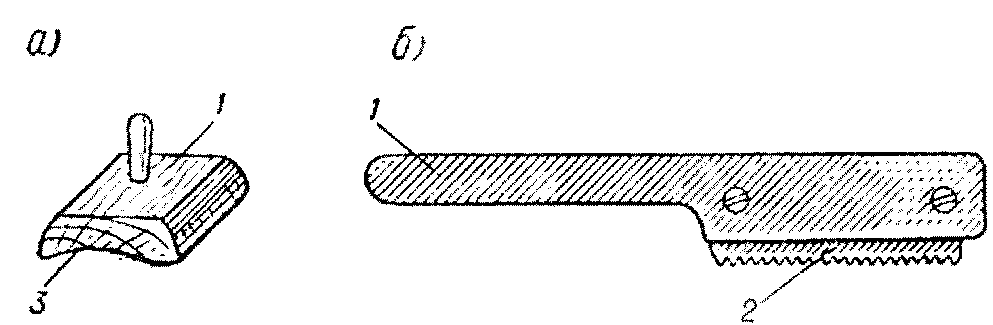
Рис. 2. Колодка для шлифовки коллектора (а) и ручная пилка для продороживания коллектора (б):
1— дерево; 2— ножовочное полотно; 3— стеклянная бумага
Правильно работающий коллектор не должен искрить. Поверхность его должна быть гладко отполированной и не иметь царапин и горелых мест. Слюда, являющаяся изолирующей прокладкой между пластинками коллектора, не должна выступать за пределы пластин. Коллектор должен иметь строго цилиндрическую поверхность, т. е. не должен «бить» при вращении.
При наличии на коллекторе царапин и нагара его следует полировать. Полировка производится при номинальной скорости вращения мелкой стеклянной бумагой. Стеклянная бумага прикрепляется к деревянной колодке (рис. 2, а), которая пригоняется точно по диаметру коллектора и должна полностью перекрывать рабочую поверхность коллектора по всей длине; ширина колодки выбирается такой, чтобы она могла свободно помещаться между щетками двух соседних пальцев траверсы.
Наждачную бумагу применять для полировки не рекомендуется, так как наждак является проводящим материалом.
После получения гладкой поверхности коллектор очищается и продувается сжатым воздухом, а затем к колодке прикрепляется новая стеклянная бумага, на которую наносится тонкий слой чистого вазелина, и полировка продолжается до получения равномерного темного цвета поверхности коллектора.
Если изоляционный материал выступает над поверхностью коллектора, то его необходимо удалить. Слюда выступает чаще всего вследствие меньшего ее износа по сравнению с медью коллектора. В этом случае ее выпиливают на глубину 1,0—2,0 мм между пластинами при помощи специальной пилки, изображенной на рис. 2, б. Такая пилка обычно изготовляется из небольшого куска ножовочного полотна и зажимается в рукоятку. Срезание слюды показано на рис. 3.
Пропиливание слюды может быть произведено и другим инструментом, например специальными крючками, вращающейся фрезой и т. п. После выпиливания острые края коллекторных пластин срезаются шабером, затем полируются указанным выше способом.
В процессе эксплуатации электрических машин с контактными кольцами необходимо систематически производить их чистку от нагара. Чистка производится при помощи стеклянной бумаги.
Правильно работающие угольные щетки должны иметь зеркально блестящую поверхность на всей площади соприкосновения с коллектором или контактными кольцами и работать бесшумно. Щетки должны свободно передвигаться в щеткодержателях и соответствующим образом быть прижаты к коллектору или кольцам.
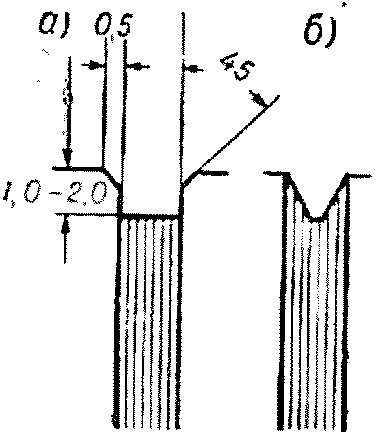
Рис. 3. Срезание слюды между коллекторными пластинами: а — правильное; б— неправильное
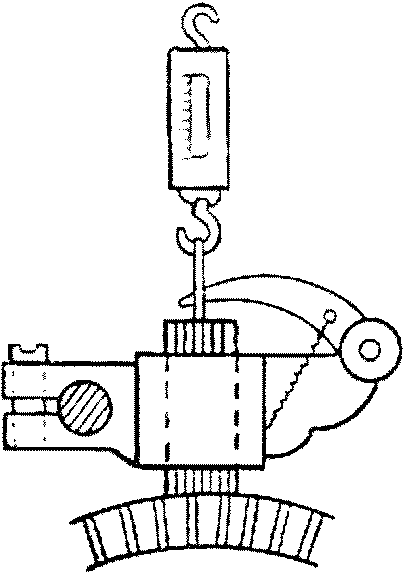
Рис. 4. Проверка нажатия щетки на коллектор
При слишком сильном нажатии коллектор (или кольца) и щетки сильно нагреваются и быстрее изнашиваются; слабое же нажатие приводит к искрению под щетками. Необходимо следить за тем, чтобы все щетки были прижаты по возможности одинаково. Неодинаковый нажим щеток приводит к недогрузке слабо прижатых и к перегрузке сильно прижатых щеток, что часто ведет к искрению под ними. Разница в давлениях отдельных щеток не должна быть больше 10—15%. Проверка и регулировка нажатия щеток производится динамометром, прикрепленным к рычажку щеткодержателя (рис. 4). Показание динамометра в начале подъема рычажка будет соответствовать давлению щетки на коллектор. Величина давления между щеткой и коллектором может быть определена прокладыванием листа тонкой бумаги и постепенным натяжением динамометра; показание динамометра, при котором бумага может быть легко изъята, и будет соответствовать давлению щетки на коллектор.
Старые сработавшиеся щетки заменяют щетками той же марки. Прежде чем установить новые щетки, необходимо сначала тщательно их пришлифовать к поверхности коллектора. Для этого под щетку подкладывают стеклянную бумагу рабочей стороной к щетке и передвигают ее, как указано стрелками на рис. 5.
Притирку щеток начинают обычно стеклянной бумагой более крупных номеров и кончают более мелкими номерами, причем в конце шлифовки бумагу передвигают только в направлении вращения машины. После притирки с коллектора удаляют пыль и заставляют машину несколько часов работать без нагрузки для полной пришлифовки щеток к коллектору.
Медные щетки периодически вынимаются из щеткодержателей и прополаскиваются в бензине для удаления с них медной пыли. Перед вставкой новых щеток щеткодержатели должны быть тщательно очищены от грязи и пыли.
Чтобы поверхность коллектора изнашивалась равномерно, щетки отдельных групп на поверхности коллектора располагаются так, как это показано на рис. 6
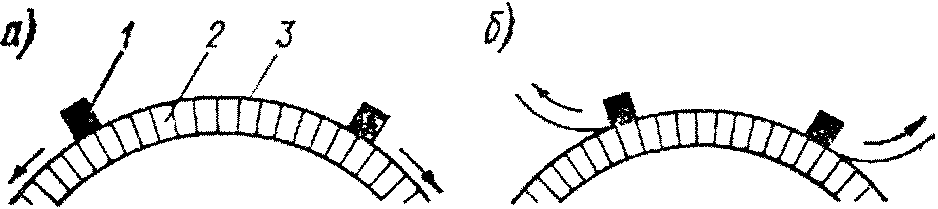
Рис. 5. Притирка щеток: 1 — щетка; 2 — коллектор; 3 — стеклянная бумага
а — правильная; б — неправильная
Щетки двух смежных пальцев траверсы разной полярности попарно работают по одним и тем же частям коллектора, щетки других пар пальцев устанавливаются несколько сдвинутыми (на 3—5 мм) по отношению к первой паре и т. д. Если бы щетки каждой группы были расположены на поверхности коллектора друг против друга, получился бы неравномерный износ коллектора в виде отдельных углублений и возвышений.
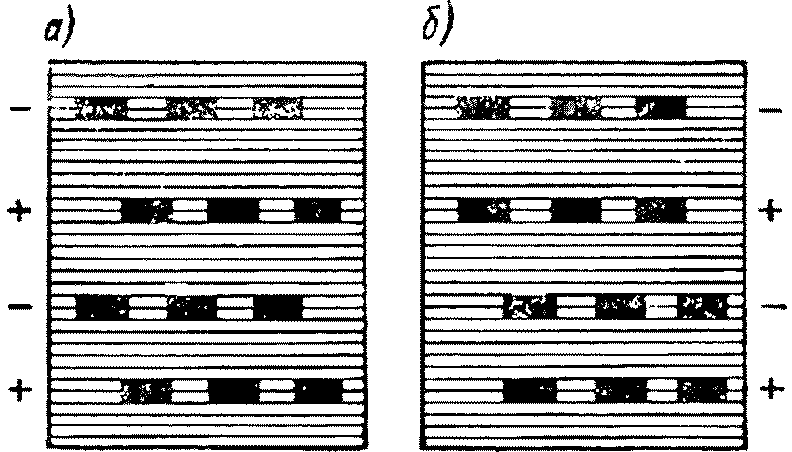
Рис. 6. Расстановка щеток на коллекторе: а — неправильно; б — правильно
Согласно Правилам Речного Регистра РСФСР, генераторы и электродвигатели постоянного тока при любой установившейся нагрузке в пределах от холостого хода до номинальной включительно должны работать практически без искрения (степень искрения 1—1,25). Классы коммутации электрических машин по ГОСТ 183—66 приведены в табл. 1.
Таблица 1
Степень искрения (класс коммутации) | Характеристика степени искрения | Состояние коллектора и щеток |
1,25 | Отсутствие искрения (темная коммутация) | Отсутствие почернения на коллекторе и нагара на щетках |
Степень искрения (класс коммутации) | Характеристика степени искрения | Состояние коллектора и щеток |
11/2 | Слабое искрение под большей частью щетки | Появление следов почернения на коллекторе, легко устраняемых протиранием поверхности коллектора бензином, а также следов нагара на щетках |
2 | Искрение под всем краем щетки. Допускается только при кратковременных толчках нагрузки и при перегрузке | Появление следов почернения на коллекторе, не устраняемых протиранием поверхности коллектора бензином, а также следов нагара на щетках |
3 | Значительное искрение под всем краем щетки с наличием крупных и вылетающих искр. Допускается только для моментов прямого (без реостатных ступеней) включения или реверсирования машин, если при этом коллектор и щетки остаются в состоянии, пригодном для дальнейшей работы | Значительное почернение на коллекторе, не устраняемое протиранием поверхности коллектора бензином, а также подгар и разрушение щеток |
При кратковременной нагрузке по току от 25 до 100% номинального значения степень искрения на коллекторе не должна быть больше 11/2. Для реверсивных электродвигателей, работающих с переменной нагрузкой, в момент переходных режимов степень искрения на коллекторе не должна быть больше 2.
Измерение зазоров
Измерение зазоров между статором и ротором производится как со стороны механизма, так и со стороны коллектора или контактных колец. В асинхронных двигателях небольшого диаметра измерение производится в четырех местах, по горизонтальному и вертикальному диаметрам, а в более крупных машинах — в шести местах.
Зазор между полюсами и якорем в машинах постоянного тока измеряется между всеми полюсами и якорем. Измерения зазоров повторяют трижды, каждый раз сдвигая ротор или якорь на 120°. Измерение зазоров производится при помощи набора щупов (рис. 7), представляющих собой калиброванные пластинки, отличающиеся друг от друга толщиной. Эти щупы просовываются в воздушный зазор между статором и ротором.
Для получения более точных измерений зазоров необходимо щуп направлять параллельно оси машины; щуп должен соприкасаться со сталью статора (полюсов) и ротора (якоря) в местах, свободных от лака и грязи, и не должен попадать на пазовый клин или бандаж. Щуп должен быть чистым.
Для периодического контроля за изменением зазоров в процессе эксплуатации необходимо всегда производить измерение при одних и тех же положениях ротора (якоря) по отношению к статору (полюсам). Для этого на машине делают
соответствующие пометки прочной краской. Нормальный воздушный зазор и допустимая неравномерность зазора даются в формулярах на электрические машины.
Для определения допустимой неравномерности зазора следует вычислить отношение разности между величинами наибольшего (или наименьшего) и среднего зазоров к величине среднего зазора. Пусть, например, зазоры между ротором и статором, измеренные в четырех точках, составляют 0,90; 0,70; 0,75; 0,85 мм.
Средняя величина зазора при этом![]() =0,80 мм, а наибольшая неравномерность
=0,80 мм, а наибольшая неравномерность![]() = 12,5%.
= 12,5%.
Если наибольшая неравномерность зазора превышает указанную в формуляре, это свидетельствует о наличии эксцентричности поверхности статора или ротора.
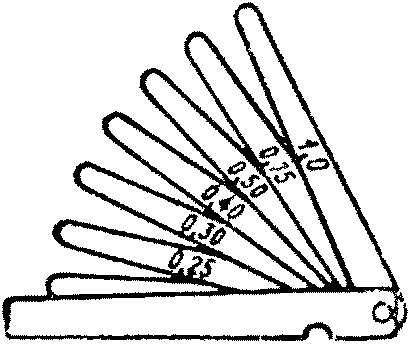
Рис. 7. Набор щупов

Рис. 8. Определение эксцентричности статора и ротора
Для выявления эксцентричности расточки статора окружность последнего разделяют на несколько частей (рис. 8), например, 6, 8, 12 и т. д. К каждой такой точке статора подводят одну и ту же точку ротора б и производят измерения зазоров.
Для проверки эксцентричности ротора поступают аналогично: разделяют на столько же равных частей окружность ротора, каждую из этих точек ротора подводят к одной и той же точке статора а и производят измерения. За среднюю величину зазора следует принимать среднее арифметическое из значений всех измеренных зазоров.
Максимальные отклонения от среднего зазора определяют при совмещении точки ротора, соответствующей наибольшему радиусу, с точкой статора, соответствующей наименьшему радиусу расточки.
Регулировка зазоров в горизонтальной плоскости машин со стояковыми подшипниками достигается перемещением статора, а регулировка в вертикальной плоскости — изменением толщины прокладок под лапами статора. У машин постоянного тока и у явнополюсных синхронных генераторов величину зазора можно регулировать толщиной стальных прокладок, устанавливаемых между полюсами и станиной или ободом ротора.
Зазоры шарико- и роликоподшипников (между обоймами и телом качения) измеряются при помощи пластинок щупа, которые заводятся в промежуток между телами качения, а затем вал повертывается и пластинка щупа проходит между обоймой и телом качения. Рекомендуется не допускать увеличения зазора свыше: 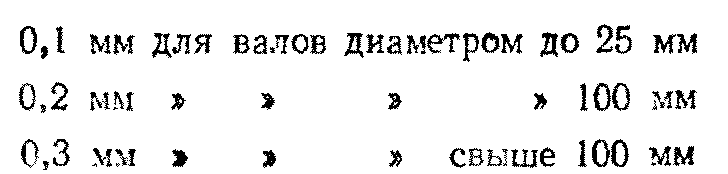
Соединения выводных концов электрических машин постоянного тока
Начало и конец каждой обмотки по ГОСТ 183—66 обозначаются одной и той же прописной буквой с проставленными после нее цифрами: для начала обмотки — «1», а для конца — «2» (табл. 2).
Таблица 2
Наименование обмоток | Обозначения выводных концов электрических машин постоянного тока | |
начало | конец | |
Обмотка якоря | Я1 | Я2 |
Параллельная (шунтовая) обмотка | Ш1 | Ш2 |
Обмотка добавочных полюсов | Д1 | Д2 |
Последовательная (сериесная) обмотка | С1 | С2 |
Компенсационная обмотка | К1 | К2 |
Пусковая обмотка | П1 | П2 |
Уравнительная обмотка | У1 | У2 |
Обмотка особого назначения | 01, 03 | 02, 04 |
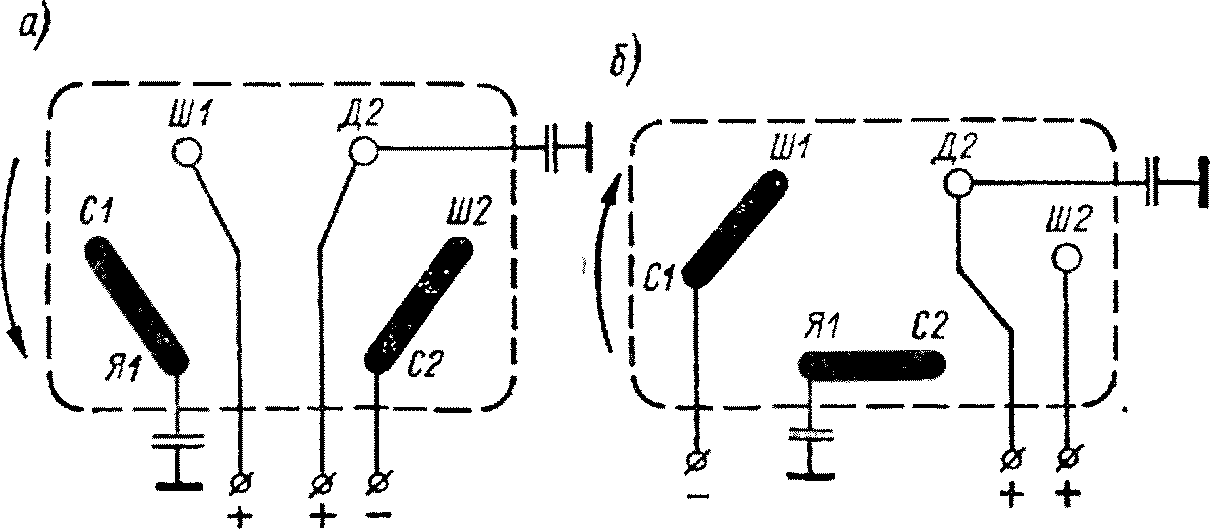
Рис. 9. Соединение выводных концов электродвигателей серии П: а— левое вращение; б— правое вращение
Начало и конец каждой обмотки определяется тем условием, что при правом вращении машины в режиме двигателя ток во всех обмотках, за исключением размагничивающих обмоток главных полюсов, протекает от начала «1» к концу «2». Направление вращения считается правым (по часовой стрелке), если смотреть на электрическую машину со стороны присоединения ее к первичному двигателю или рабочему механизму. В более сложных случаях способ определения правого направления вращения устанавливается заводом-изготовителем.
В соответствии с указанными условиями, в машинах правого вращения начало обмотки якоря (Я1) находится на щетках той полярности, к которой присоединяется положительный провод сети, причем в случае двигателя ток из сети направляется к началу Я1, а в случае генератора ток от начала направляется в сеть.
На рис. 9 показаны схемы соединений выводных концов электродвигателей постоянного тока для левого и правого направления вращения. Для изменения направления вращения двигателя постоянного тока необходимо изменить направление тока либо в якоре и обмотке добавочных полюсов, либо в обмотках воз буждения.
Включение обмоток электрических машин переменного тока
Согласно ГОСТ 183—66 обмотка статора трехфазной машины с открытой схемой с шестью выводами имеет следующие обозначения выводов (в скобках указаны обозначения для машин производства ГДР):
Фаза | Начало | Конец |
Первая | С1(U) | С4(х) |
Вторая . | С2 (V) | С5 (у) |
Третья .. | С3(W) | С6 (z) |
Для старых двигателей отечественного производства и двигателей иностранного производства встречаются другие обозначения начал и концов фаз. Обычно все шесть концов обмотки выводятся наружу в коробку зажимов.
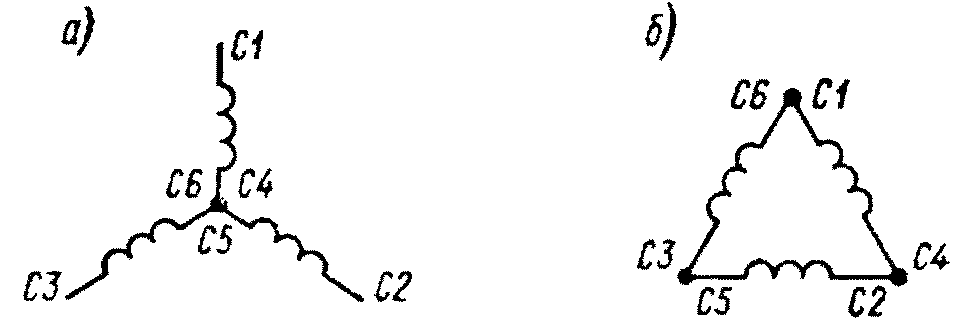
Рис. 10. Схемы соединения обмоток статора: а —звездой; б—треугольником
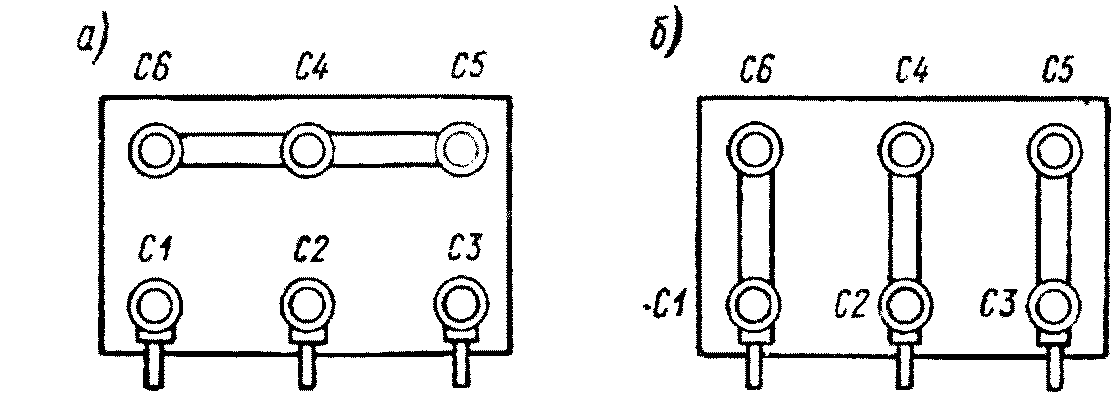
Рис. 11. Вид щитка зажимов статора асинхронного двигателя: а— при соединении обмоток звездой; б— при соединении обмоток треугольником
Такое расположение зажимов очень удобно: при соединении обмоток статора звездой (рис. 10, а) соединяются между собой все верхние зажимы, а к нижним присоединяется сеть; при соединении обмоток фаз треугольником (рис. 10, б) соединяются между собой попарно зажимы по вертикали, т. е. зажим С1 с зажимом С6, С2 с С4 и С3 с С5 (рис. 11).
Необходимо отметить, что низковольтные двигатели обычно строятся на напряжение 380—220 В, причем большее напряженке соответствует соединению обмоток статора звездой, а меньшее — треугольником.
В практике иногда приходится иметь дело с электрическими машинами, обозначения выводов обмоток которых неизвестны. Для определения начал и концов обмоток пользуются схемами, представленными на рис. 12.
Порядок определения начал и концов обмоток следующий. С помощью омметра определяется принадлежность выводных концов фазам А, В, С обмотки.
Фазы А и В соединяют последовательно и подключают к источнику переменного тока. К выводам фазы С подключают тестер или вольтметр (рис. 12, а). Если прибор покажет напряжение, то фазы А и В соединены так: С1-С4-С2-С5, если же стрелка прибора не отклоняется, то фазы соединены так: С1-С4-С5-С2.
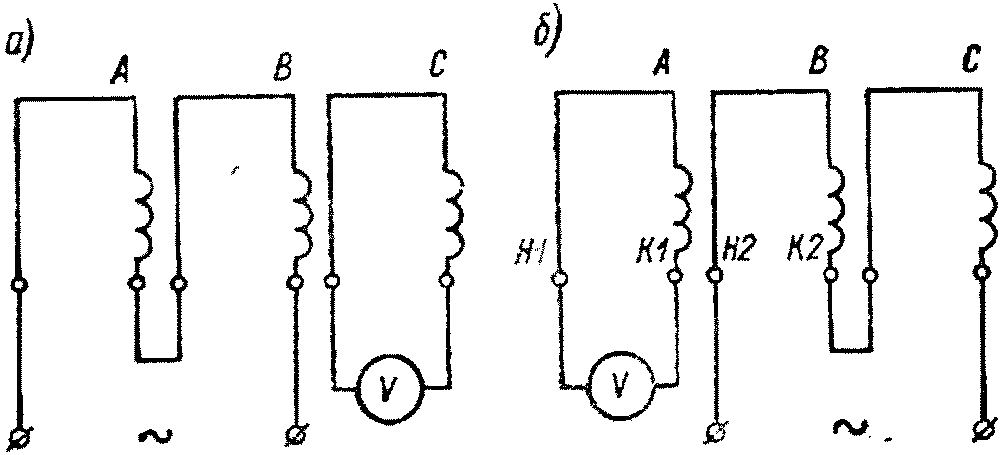
Рис. 12. Определение выводов обмоток машины трехфазного тока
Затем соединяют последовательно фазы В и С и подключают их к источнику переменного тока. К выводам фазы А подключают прибор (рис. 12, б). Если прибор покажет напряжение, то фазы соединены так: С2-С5-С3-С6, а если не покажет, то С2-С5-С6-С3.
При определении начал и концов во избежание порчи прибора следует помнить, что измерение напряжения следует начинать с большего предела измерения и в случае необходимости уменьшать его. Это вызвано тем, что у различных двигателей могут трансформироваться различные напряжения (от 7 до 200 В).
В случае, когда отсутствуют приборы, правильное соединение обмоток электродвигателя может определяться несколькими пробными включениями. Порядок выполнения работ при этом следующий.
Находят выводы каждой фазы с помощью тестера или контрольной лампы. Производят соединение выводных концов по схеме «звезда» или «треугольник» (см. рис. 10). Если двигатель работает ненормально, его отключают от сети и меняют концы фазы В. Если после этого двигатель тоже работает ненормально, то концы фазы В возвращают в начальное положение, а концы фазы С меняют местами. Если двигатель и после этого работает ненормально, то концы фазы С возвращают в начальное положение и меняют местами концы фазы А. После определения начал и концов производят соединение обмоток звездой или треугольником.
Сушка электрических машин
Залитые водой или отсыревшие электрические машины с пониженным сопротивлением изоляции подлежат сушке. Перед сушкой машину необходимо тщательно очистить и продуть воздухом. Следует помнить, что в первый период сушки сопротивление изоляции снижается, а затем начинает расти. Сушку прекращают после того, как величина сопротивления изоляции при постоянной температуре будет держаться практически постоянной в течение 3—6 ч.
Чтобы избежать пробоя изоляции, сушить электрическим током разрешается только те машины, у которых сопротивление изоляции не менее 0,1 МОм. Сильно отсыревшие или залитые водой обмотки машин необходимо сушить сначала внешним нагреванием. В качестве источников тепла при сушке машин внешним нагреванием применяют лампы накаливания, нагревательные сопротивления, электропечи.
Источники тепла следует помещать возможно ближе к машине или внутри нее, наблюдая при этом, чтобы части машины, ближайшие к источнику тепла, нагревались не выше 90° С. Чтобы предупредить перегрев отдельных частей машины необходимо пользоваться тепловыми экранами в виде асбестовых листов.
При сушке электрическим током корпус машины надо надежно заземлить.
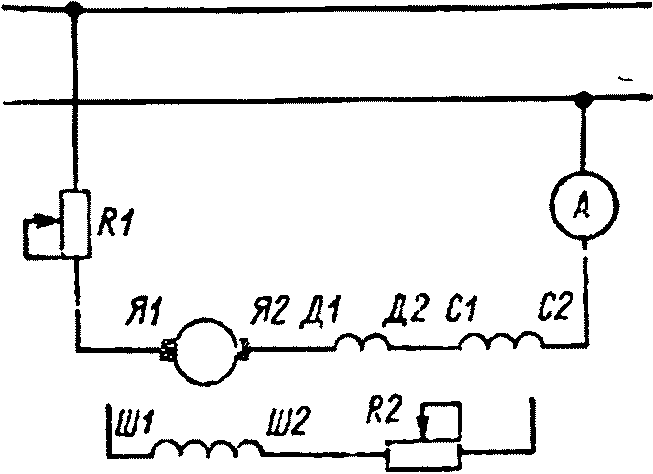
Рис. 13. Схема включения машины постоянного тока при сушке током короткого замыкания
Рис. 14. Схема включения асинхронного двигателя при сушке током короткого замыкания
При сушке машин постоянного тока токами короткого замыкания в режиме двигателя (рис. 13) якорь машины должен оставаться неподвижным, для чего его надо надежно затормозить. Обмотку якоря последовательно с обмоткой дополнительных полюсов и сериесной обмоткой возбуждения включают через дополнительное сопротивление к источнику тока. Для контроля необходим амперметр. Ток сушки не должен превышать 0,5 номинального. В процессе сушки якорь периодически поворачивают. Если при этом способе сушки шунтовая обмотка возбуждения останется влажной, ее надо сушить отдельно, включив на пониженное напряжение через сопротивление R2.
Следует помнить, что невозбужденный и ненагруженный двигатель может пойти вразнос, поэтому необходимо наблюдать за машиной и быть готовым немедленно отключить ее от сети.
При сушке асинхронных двигателей токами короткого замыкания ротор двигателя надежно затормаживают, а статор через амперметр включают в сеть трехфазного тока пониженного напряжения (рис. 14). Ток сушки должен составлять 0,5—0,7 номинального, а подводимое напряжение от 0,1 до 0,15 номинального. Если сушке подвергается двигатель с фазным ротором, то обмотку ротора закорачивают на кольцах специальной перемычкой во избежание подгорания короткозамыкающего устройства. В процессе сушки необходимо следить за температурой бандажей ротора, которая не должна превышать 100° С.
Пониженное напряжение можно получить, регулируя напряжение питающего генератора или включением через трансформатор.
В табл. 3 приведены характерные неисправности электрических машин и способы их устранения.
Таблица 3
Характер неисправности | Возможные причины | Способы устранения |
Машины постоянного тока | ||
Искрение щеток | Щетки смещены с нейтрали | Повернуть кольцо траверсы до совпадения отметок траверсы и станины |
Плохо притерты щетки | Притереть щетки и дать им приработаться при малой нагрузке | |
Плохо прижаты щетки или неравномерный нажим щеток | Проверить и отрегулировать нажим | |
Износ щеток | Заменить щетки | |
Выступает изоляция между пластинами коллектора | Коллектор продорожить и отшлифовать | |
Короткое замыкание в обмотке дополнительных полюсов | Отыскать поврежденную катушку и устранить замыкание | |
Биение коллектора выше допустимого | Проточить и отшлифовать коллектор | |
Загрязнение коллектора | Протереть коллектор чистой тряпкой, смоченной бензином. Если грязь не снимается тряпкой, очистить коллектор мелкой стеклянной шкуркой | |
Перегрузка по току | Устранить перегрузку | |
Щетки одного полюса искрят сильнее, чем щетки других полюсов | Витковое замыкание в обмотках полюсов | Направить машину на завод для перемотки |
Щетки в плохом состоянии; неправильно установлены в щеткодержателях; размеры обойм не соответствуют размерам щеток | Правильно установить щетки. Проверить щеточный аппарат. Устранить замеченные неисправности | |
Искрение щеток. Почернение лишь некоторых ламелей коллектора | Плохой контакт в якоре (петушках) | Проверить пайку петушков и перепаять все неисправные и внушающие подозрение места пайки |
Характер неисправности | Возможные причины | Способы устранения |
| Отпайка уравнительных соединений | Проверить пайку соединений и перепаять неисправные места |
Биение коллектора; в некоторых местах выступают или западают ламели | Проточить коллектор | |
Повышенный нагрев коллектора | Поставлены щетки другой марки | Заменить щетки. Марку щеток выбрать согласно конкретному формуляру |
Щетки слишком сильно прижаты | Отрегулировать давление щеток | |
Повышенный нагрев якоря | Перегрузка | Устранить перегрузку |
Повышенное напряжение | Снизить напряжение до нормального | |
Замыкание накоротко одной или нескольких секций обмотки якоря; замыкание между двумя пластинами коллектора; короткое замыкание обмотки якоря через бандажи | Направить машину на завод для перемотки | |
Повышенный нагрев катушек возбуждения | Большой ток возбуждения вследствие появившейся неисправности | Проверить регулятор возбуждения и устранить дефекты |
Генератор не возбуждается | Генератор потерял остаточный магнетизм | Намагнитить машину от постороннего источника тока |
Шунтовая обмотка имеет заземление в двух местах | Устранить заземление | |
Витковое замыкание в обмотке возбуждения | Отыскать поврежденную катушку, перемотать или заменить ее новой | |
Короткое замыкание в обмотке якоря | Проверить обмотку якоря и, если невозможен ремонт, заменить якорь новым | |
Шунтовой регулятор неправильно присоединен к машине | Проверить и исправить по схеме соединения регулятора с генератором | |
Неправильное включение концов обмотки возбуждения | Переключить обмотку возбуждения |
Характер неисправности | Возможные причины | Способы устранения |
Напряжение генератора не соответствует норме | Неисправен регулятор возбуждения | Проверить состояние угольных шайб регулятора |
При увеличении нагрузки двигателя происходят значительные колебания силы тока и скорости вращения | Неправильное чередование полюсов | Проверить полярность главных и дополнительных полюсов |
Синхронные электрические машины | ||
Искрение щеток возбудителя | Щетки плохо пришлифованы к коллектору | Притереть щетки и отшлифовать |
Характер неисправности | Возможные причины | Способы устранения |
Искрение щеток возбудителя | Загрязнение коллектора | Протереть коллектор чистой тряпкой, смоченной бензином. Если грязь не снимается тряпкой, очистить коллектор мелкой стеклянной шкуркой |
Износ щеток | Заменить щетки | |
Биение коллектора выше допустимого | Проточить коллектор | |
Выступает изоляция между пластинами коллектора | Коллектор продорожить и отшлифовать | |
Искрение щеток на контактных кольцах | Обрыв или плохая пайка в обмотке ротора | Сдать в заводской ремонт |
Перегрузка по току | Уменьшить нагрузку | |
Плохо пришлифованы щетки | Притереть щетки | |
Неправильный нажим пружин щеткодержателей | Отрегулировать нажим | |
Повышенный нагрев активной стали статора | Генератор работает с повышенным против номинального напряжением | Понизить напряжение до номинального |
Генератор работает со скоростью вращения ниже номинальной | Довести скорость вращения двигателя до номинальной | |
Повышенный нагрев обмотки статора | Перегрузка генератора по току | Довести нагрузку до номинальной |
Междувитковое замыкание в катушке; короткое замыкание между двумя фазами; заземление обмотки статора в двух местах | Направить машину в заводской ремонт | |
Повышенный нагрев обмотки возбуждения генератора | Увеличенный ток возбуждения | Уменьшить ток возбуждения до номинального |
Междувитковое соединение или заземление в двух местах обмотки возбуждения | Устранить междувитковое замыкание в катушках полюсов. Устранить заземление полюсов | |
Скорость вращения генератора ниже номинальной | Довести скорость вращения до номинальной |
Характер неисправности | Возможные причины | Способы устранения |
Пониженное сопротивление изоляции | Загрязнение или отсыревание обмоток | Разобрать машину, прочистить и продуть. Просушить обмотки |
Повышенный нагрев подшипников качения | Неправильная центровка сопрягаемых машин | Проверить центровку. |
Слишком много или слишком мало смазки в подшипниках | Проверить количество смазки и довести до нормы | |
Плохое качество смазки | Заменить смазку доброкачественной | |
Плохое качество подшипника или повреждение его | Заменить подшипник | |
Вытекание смазки | Плохое качество смазки | Промыть подшипники бензином и заменить смаз- |
Повышенный нагрев подшипников | Проверить подшипники, в случае необходимости заменить | |
В подшипниках слишком много смазки | Проверить количество смазки и удалить излишки | |
Генератор не возбуждается | Загрязнены контакты регулятора возбуждения | Зачистить контакты, отрегулировать нажатие контактной щетки |
При работе наблюдается повышенная вибрация генератора | Нарушение центровки с первичным двигателем | Проверить центровку; отцентровать |
Междувитковое соединение или заземление обмотки ротора в двух местах | Направить машину на завод для ремонта | |
Асинхронные электрические машины | ||
Двигатель не запускается по причине отсутствия трехфазного напряжения | Не включается контактор или пускатель | Найти и устранить неисправность |
Искрение щеток и обгорание контактных колец | Щетки плохо притерты | Притереть и отшлифовать щетки |
Кольца и щетки загрязнены | Протереть кольца и щетки ветошью, смоченной в бензине | |
Характер неисправности | Возможные причины | Способы устранения |
Искрение щеток и обгорание контактных колец | Биение контактных колец | Проверить контактные кольца и при необходимости обточить их |
Слабое или неравномерное нажатие щеток | Отрегулировать нажатие щеток | |
Перегрев щеток и колец | Сильное нажатие щеток | Отрегулировать нажатие щеток |
Перегрев стали статора | Машина работает с повышенным напряжением | Установить номинальное напряжение |
Замыкание между | Необходим заводской ремонт | |
Двигатель имеет неправильное направление вращения | Неправильно включена обмотка статора | Поменять местами выводы двух фаз |
Двигатель «гудит», скорость вращения снизилась | Обрыв в цепи питания одной фазы | Найти и устранить обрыв |
Обрыв фазы обмотки статора | Необходим заводской ремонт | |
Перегрев подшипника | Неправильная центровка | Отцентровать |
Недопустимая вибрация | Неправильная центровка | Отцентровать |
Неисправна соединительная муфта | Исправить соединительную муфту |