3. Щелочные аккумуляторы
3.1. Железо – никелевые аккумуляторы
Положительные пластины. Положительная пластина изображена на рис. 3.1.
Положительные пластины железо-никелевых аккумуляторов заполняются гидратом окиси никеля, который в процессе формирования превращается в высший окисел никеля. Так как этот материал плохо проводит ток, то к нему добавляют лепестки никеля или графит с целью обеспечения необходимой проводимости. В раннем типе аккумулятора для этой цели применялся графит, но с изменением конструкции элементов графит был заменен лепестковым никелем. В ряде других типов щелочных аккумуляторов применение графита сохранилось.

Рис.3.1. Положительная пластина железо-никелевого аккумулятора типа А.
Электролитом для всех щелочных аккумуляторов служит раствор гидроокиси калия в воде. В железо-никелевых элементах к нему добавляется небольшое количество гидроокиси лития.
Приготовление гидроокиси никеля. Тонкоизмельченный никель растворяется в серной кислоте. Выделяющийся во время этого процесса водород собирается и сохраняется в целях использования для других процессов, связанных с производством аккумуляторов. В растворе обычно находятся некоторые примеси, как-то: медь, цинк, сурьма, железо, которые должны быть устранены. Полученный раствор сульфата никеля затем впрыскивается в горячий раствор едкого натра. В результате происходящей химической реакции выпадает гидроокись никеля. Осадок отделяется и высушивается, но так как он содержит значительное количество гидрата окиси натрия, карбонатов и сульфатов, то они должны быть удалены путем промывки горячей водой. После этого гидроокись никеля высушивается снова и подвергается испытанию на качество. Если она найдена удовлетворительной, ее размалывают и просеивают через сита (30—190 меш).
Приготовление лепесткового никеля. Лепестковый никель, добавляемый к гидроокиси никеля при изготовлении пластин, необходим для того, чтобы сообщить активному материалу достаточную электрическую проводимость. Лепестковый никель представляет собой квадратики со стороной 1,6 мм и толщиной около 0,001 мм. Приготовляется он способом электролитического осаждения никеля. Устройство для получения электролитических оса; ков состоит из вращающихся медных цилиндров, которые поддерживаются краном и погружаются поочередно в медную и никелевую электролитические ванны на время, до статочное для осаждения тонких слоев требуемых металлов
Цилиндры промываются водяными струями в промежутках между каждым погружением в электролитическую ванну. Этот процесс попеременного осаждения меди и никеля повторяется много раз, так что слой отложившегося на цилиндрах металла состоит из многих слоев меди и стольких же слоев никеля. Медно-никелевый лист снимается после этого с цилиндра и разрезается на квадраты 1,6 мм2. Медь растворяется химическим путем, оставляя никель в виде тонких лепестков. Лепестковый никель затем промывается, пропускается через центрифуги высушивается над паровыми змеевиками. Лепестковый никель имеет очень малый насыпной вес. Один кубометр лепестков весит всего около 56 кг.
![]()
Рис. 3.2. Трубка положительной пластины железо-никелевого аккумулятора.
Трубки для активного материала. Активный материал положительных пластин железо-никелевых аккумуляторов помещается в стальные трубки (рис. 3.2). Трубки изготовляются из ленты углеродистой стали, прокатанной в холодном состоянии и перфорированной путем пропускания через специальные валики, пробивающие 80–90 отверстий на 1 см2. Грат удаляется с помощью наждачных кругов, а затем лента очищается вращающимися проволочными щетками так, чтобы все отверстия для обеспечения свободного доступа электролита к пластинам были открыты. После этого стальная лента никелируется путем последовательного и непрерывного прохождения ее через ряд ванн, содержащих необходимые растворы для очистки ленты, никелирования и промывки. Первая из ванн состоит из раствора для удаления жира со стальной ленты. Затем следует ванна из горячей воды, смывающей щелочь. Следующая ванна содержит раствор сернокислого никеля, в котором производится никелирование. Затем следуют две промывочные ванны с горячей и холодной водой, и, наконец, стальная лента пропускается через ванну со слабым раствором гидроокиси аммония.
Время, необходимое для прохождения каждого участка ленты через всю серию ванн, составляет всего около 8 мин. По окончании процесса никелирования лента высушивается и прокаливается в атмосфере водорода. Целью прокаливания является сращивание никелевой пленки со стальной основой во избежание возможного отставания никеля.
Делается это в атмосфере водорода, чтобы избежать окисления и потемнения.
Трубки, содержащие активный материал положительных пластин, изготовляются из никелированной стальной ленты путем скручивания ее в виде спирали. Швы трубок загибаются и сглаживаются. Трубки изготовляются правого и левого направления витка. При сборке пластин правые и левые спирали чередуются с целью выравнивания напряжений, которые могли бы искривить трубки. Трубки делаются длиной 11,5 см и диаметром 6,3 мм.
Наполнение трубок. На дно каждой трубки вкладывается колпачок, и серия трубок помещается затем в машину, набивающую в них активный материал. Трубки вкладываются в формы, расположенные внизу ряда тяжелых пуансонов. Ударное усилие составляет примерно 140 кг/см2. Каждая форма содержит восемь трубок. Набивочная машина снабжена двумя бункерами, из которых один подает в каждую трубку определенные порции гидрата окиси никеля, а другой соответствующее количество лепесткового никеля. После засыпки гидроокиси и лепестков следует удар пуансона. Процесс повторяется 315 раз, давая, таким образом, 630 чередующихся слоев гидроокиси никеля и лепесткового никеля (рис. 3.3). Слой никеля тоньше, чем слой гидрата, поэтому никель составляет всего 14% от содержимого трубочки. После наполнения трубок концы их плотно сжимаются так, чтобы их было удобно закрепить в стальных рамках. Однако перед тем как укрепить трубки в рамках, каждую из трубок усиливают восемью цельными никелированными стальными кольцами, чтобы предупредить возможность разрыва трубки от расширения активного материала в процессе формирования. Активный материал положительной пластины несколько сокращается в объеме при разряде.
Положительные рамки. Положительные рамки штампуются из стальных листов (рис. 3.4), никелируются и прокаливаются, как это было описано выше. Обжатые концы трубок зажимаются ушками, выступающими из горизонтальных боковых ребер рамки. Трубки закрепляются посредством гидравлического пресса.
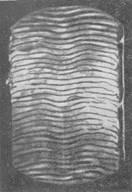
Рис. 3.3. Увеличенный вертикальный разрез трубки положительной пластины, показывающий чередование слоев гидроокиси никеля и лепесткового никеля
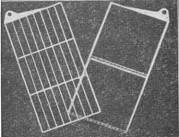
Рис. 3.4. Решетки железо-никелевых аккумуляторов: слева - отрицательная, справа - положительная.
Отрицательные пластины. Отрицательные пластины железо-никелевых аккумуляторов заполнялись вначале тонко измельченными металлическим железом, окислами железа и окислами ртути. Отрицательные пластины юнгнеровских аккумуляторов содержат смесь железа и кадмия. Одно время пытались применять один кадмий. Однако оказалось, что смесь более пригодна для данной цели. Отрицательная пластина изображена на рис. 3.5.
Активный материал. Чистое железо растворяется в серной кислоте. Во время этого процесса выделяется водород, собираемый для других надобностей при производстве аккумуляторов. Железо подвергается несколько раз повторной кристаллизации и затем центрифугируется с целью освобождения от маточного раствора. После этого оно высушивается при температуре 5000C и затем прокаливается в окислительной атмосфере до окисного состояния (Fe2O3). Следы купороса в этой окиси удаляются промывкой, после чего окись высушивается и восстанавливается в муфельной печи в атмосфере водорода. Затем материал, частично окисленный до закисного состояния, сушится и размалывается.

Рис. 3.5. Отрицательная пластина железо-никелевого аккумулятора.
Ламели отрицательных пластин. Активный материал для отрицательных пластин помещается в стальных коробочках, или ламелях, с перфорированными стенками. Изготовляются они из никелированной ленты, такой же, какая применяется для изготовления положительных трубок, только с более тонкой перфорацией. Лента нарезается полосками надлежащей длины и прессуется в виде коробочки, причем один конец коробочки оставляется открытым. Набивание коробочек активным материалом производится через этот открытый конец.
Ламели укрепляются в отрицательной решетке, штампованной из стальных листов и затем никелированной. Решетка имеет ряд параллельных отверстий надлежащих размеров, рассчитанных на укрепление в них ламелей с активным материалом. Ламели закрепляются в решетке посредством гидравлического пресса, спрессовывающего ламели и гофрирующего их поверхность.