7. 5. Сборка аккумуляторных батарей
Сборка блоков электродов. При сборке блоков электродов необходимо зачистить ушко электрода до металлического блеска и установить комплект электродов в шаблон-кондуктор (рис. 7.33).

Рис. 7.33. Установка электродов в шаблон-индуктор
Электроды с укороченными ушками, поврежденными токоотводами, а также не имеющие активной массы в ячейках, для комплектовки полублоков не следует применять. При комплектовке полублоков нужно подбирать электроды одинаковые по техническому состоянию, размеру и толщине. Электроды в шаблоне должны быть установлены параллельно друг другу так, чтобы их ушки были плотно прижаты в пазах гребенки и выступали на 3—5 мм. Не допускается комплектовка восстановленных или бывших в эксплуатации электродов в один полублок с новыми, а также установка тонких отрицательных электродов в середину полублока. Для получения блока электродов необходимо произвести пайку его полублоков с борном, для чего установить борн в шаблон-кондуктор так, чтобы ось борна соответствовала оси симметрии полублока электродов. Пайку ведут водородным пламенем до образования прочного контакта ушков с борном. Пламя горелки подводят к выступающим ушкам электродов и основанию борна и нагревают их до плавления. Не отводя пламени от поверхности, вводят в него свинцовый пруток, который, плавясь, соединяется с ушками электродов и основанием борна, образуя мостик (рис. 7.34). Применение припоя, содержащего олово, не допускается.
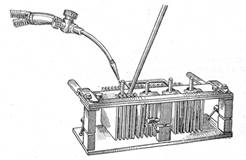
Рис. 7.34. Пайка электродов в полублоки
Спаянные полублоки электродов вынимают из гребенки шаблона-кондуктора, визуально проверяют качество пайки и производят сборку блоков. В спаянных полублоках электродов не допускаются наплывы сплава свинца толщиной более 0,5 мм на верхней части мостика; протеки сплава при пайке; протеки сплава под мостиком и между электродами; повреждение при пайке основания борна глубиной более 0,5 мм; смещение электродов в блоках относительно друг друга более 2 мм по ширине электродов.

Рис. 7.35. Удаление наплывов свинца между электродами
Удалять наплывы свинца следует так, чтобы не вызвать выкрашивания активной массы и не повредить токоотводы электродов (рис. 7.35). Сборка блоков электродов производится таким образом, чтобы отрицательные электроды отрицательного полублока чередовались с положительными электродами положительного полублока (рис. 7.36). Собранные блоки прокладываются сепараторами (рис. 7.37). Для этого следует блок положить на ребро, а электроды слегка развести. Сепараторы вставляют рифленой поверхностью к положительному электроду в вертикальном направлении рифов (при рабочем положении аккумулятора). После установки сепараторы выравнивают. Для этого нижней частью блока слегка ударяют о верстак. Сепараторы должны выступать равномерно по обеим сторонам блока. Перекрытие сепараторами верхних кромок электродов менее чем на 4 мм и боковых менее 1 мм не допускается. Снизу блока сепараторы должны быть водной плоскости с ножками электродов. После проверки правильности сборки блоки направляются на сборку аккумуляторных батарей. Внешний вид собранного блока электродов показан на рис. 3.6.
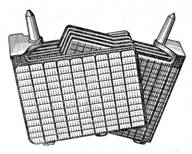
Рис. 7.36. Сборка блоков электродов
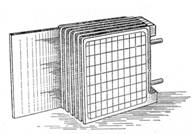
Рис. 7.37. Вставка сепараторов в блок электродов
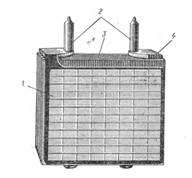
Рис. 7.38. Блок электродов в сборе
1 - полублок отрицательных электродов; 2 -борн; 3 - сепаратор; 4 - полублок положительных электродов
Сборка батарей. Моноблоки, поступающие на сборку, должны быть исправными, чистыми и сухими. Блоки вставляют без резких ударов о призмы моноблока. Для предохранения сепараторов и электродов от повреждений при проверке уровня и плотности электролита в процессе эксплуатации на каждый блок накладывают винипластовый предохранительный щиток таким образом, чтобы края его находились под мостиком борнов. Блоки электродов вставляют в моноблок так, чтобы борн положительного блока электродов одного аккумулятора находился рядом с борном отрицательного блока электродов соседнего аккумулятора (рис. 7.39).
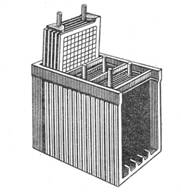
Рис. 7.39. Вставка блоков электродов в моноблок
Правильность установки блоков электродов в моноблок проверяется следующим образом.
Проверка при влажных сепараторах.К борнам подсоединяют нагрузочную вилку с отключенным нагрузочным сопротивлением. Отклонение стрелки вольтметра от нулевого положения свидетельствует об отсутствии замыканий в аккумуляторе, а направление отклонения стрелки указывает на расположение блоков, их полярность в моноблоке.
Проверка при сухих сепараторах из микропористой пластмассы. Через дополнительный источник электрической энергии - аккумулятор - подключают к борнам вольтметр. Отсутствие показаний вольтметра свидетельствует о правильности сборки. Если стрелка вольтметра отклоняется, необходимо найти и устранить замыкание между электродами блоков.
Крышки моноблока должны надеваться на борны свободно; допускается рихтовка борном и посадка крышек легкими ударами деревянного или резинового молотка. Крышки должны плотно лежать на выступах моноблока. Разность по высоте между двумя соседними крышками должна быть не более 3 мм.
Перемычки при пайке должны свободно без перекоса надеваться на борны до упора в свинцовые втулки крышек моноблока. Шаблоны должны также свободно, без перекоса располагаться на перемычках. Перемычки припаивают к борну (рис. 7.40), для чего пламя горелки подводят к выступающему борну, перемычке и свинцовой втулке в крышке и нагревают их до плавления. Не отводя пламени от спаиваемых деталей, быстро вводят в него свинцовый пруток, который, плавясь, соединяет детали в единое целое. Качание выводов и перемычек не допускается. Качественная пайка втулки с борном и перемычкой должна быть обеспечена по всему периметру втулки и борна. В местах пайки не должно быть раковин, расслоений, посторонних включений и пережога свинца. Наплывы свинца под перемычками не допускаются.
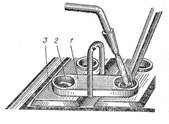
Рис. 7.40 Припайка МЭС к борнам
1 - шаблон; 2 - свинцовая втулка; 3 – крышка
Далее напаивают выводные полюса и производят на них оттиски знаков полярности «+» и «—». Для этого на выводные борны устанавливают шаблон и нагревают пламенем горелки до плавления верхних частей борнов и свинцовой втулки. Не прекращая нагрева, вводят в пламя горелки свинцовый пруток и расплавляют его до полного заполнения формы шаблона. Полюсный знак на выводах наносится при помощи стального штампа до застывания сплава свинца. Верхний диаметр положительного вывода должен быть 17,4±0,2 мм, а отрицательного -15,8±0,2 мм, высота напаянного вывода должна быть не менее 18 мм, конусность 1:9. Место соединения борна со свинцовой втулкой крышки должно быть герметичным. Непараллельность МЭС и выводов относительно горизонтальной и вертикальной плоскостей более 2 мм не допускается. Спаянные батареи заливают мастикой (рис. 7.41). Поверхность мастики должна быть ровной, не должна иметь пузырей и свищей. Повреждение поверхностей моноблока и крышек не допускается.
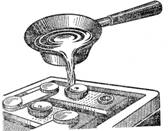
Рис.7.41. Заливка мастики
Каждая батарея подвергается испытанию на герметичность путем создания давления, пониженного или повышенного по сравнению с атмосферным на 1,96-104Па (0,2 кгс/см2). При проверке на герметичность батареи без тубусов в крышках мягкая резиновая пробка, надетая на мундштук, соединенный резиновым шлангом с вакуум-насосом, вставляется в горловину аккумуляторной крышки батареи и открывается вентиль, соединяющий систему с вакуум-насосом. По достижении показания вакуумметра 1,96-104 Па вентиль вакуумной линии закрывается. Аккумуляторная ячейка считается герметичной, если в течение 3 - 5 с вакуум не падает. Батарея, у которой хотя бы одна ячейка не выдержала испытания на герметичность, подлежит ремонту и повторной проверке.
Собранные аккумуляторные батареи, отвечающие поставленным требованиям, направляют на заряд.