7.3. Оборудование мастерской по ремонту аккумуляторных батарей
Оборудование, применяемое для ремонта аккумуляторных батарей, определяется исходя из количества ремонтов, проводимых в течение года. Комплектование ремонтных мастерских оборудованием осуществляется за счет применения в полном объеме стандартного и нестандартного оборудования.
Комплект необходимого оборудования, приспособлений и инструментов, предложенных в данном разделе, дает возможность проводить разборочные, дефектовочные, ремонтные, сборочные и контрольные операции, которые охватывают полный объем ремонтных работ, предусмотренных типовой технологией в мастерской по ремонту аккумуляторных батарей.
Верстак для ремонта аккумуляторных батарей (рис. 7.1) предназначен для разборки и сборки аккумуляторных батарей в процессе их ремонта. Он состоит из стола, поверхность которого покрыта резиновым ковриком, ящиков для инструментов, задней стенки с полками. В стенке имеется щель, через которую отсасываются пары свинца в кожух трубы вытяжной вентиляции. Кожух укреплен с наружной стороны задней стенки.
Все деревянные части верстака, а также вентиляционный кожух должны быть окрашены кислотоупорной краской, например хлорвиниловой, в два слоя.

Рис. 7.1. Верстак для ремонта аккумуляторных батарей
1- кожух; 2 -полка; 3 - щель; 4 - задняя стенка; 5 - стол; 6 - ящик для инструментов.
Отражательная печь для разогрева мастики (рис. 7.2) предназначена для размягчения заливочной мастики при ремонте батарей. Печь представляет собой отражательный колпак, изготовленный из декопированной стали или из белой жести, с установленной внутри электронагревательной спиралью, которая укреплена на фарфоровых роликах. Для предупреждения провисания в нагретом состоянии спираль проходит через керамические трубки, укрепленные пластинками на металлической планке, которую приваривают или приклеивают к корпусу отражательного колпака. Электронагревательную спираль изготовляют из нихрома. В качестве нагревательной спирали может быть использована обычная спираль от электроплитки мощностью 300–600 Вт.
В нижней части отражательного колпака имеются направляющие пазы, в которых установлен выдвижной щиток, ограничивающий площадь обогрева при батареях различной длины. Размеры основания колпака предусматривают возможность его установки на батареи, имеющие наибольшие габариты по длине и ширине. Для удобства перемещения и установки отражательная печь имеет ручку.
Отражательную печь подключают к сети переменного тока с напряжением 220 В.

Рис. 7.2. Отражательная печь для разогрева мастики
1-направляющий паз; 2 - керамическая трубка; 3 - металлическая пластинка; 4 -рукоятка; 5 –корпус; 6 -фарфоровый ролик; 7 - спираль накаливания; 8 - стальные планки; 9 - шторка; 10 –розетка
Трубчатое сверло для высверливания перемычек (МЭС) при разработке аккумуляторных батарей (рис. 7.3) состоит из головки, центрирующего пальца, пружины и цилиндрического штифта.
В комплекте инструментов для ремонта аккумуляторных батарей имеются четыре аналогичных конструкции сверла, но с различными диаметрами центрирующего пальца, равными соответственно 9, 11, 13 и 15мм. Для удобства пользования каждое сверло имеет соответствующую маркировку.
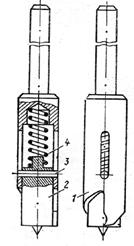
Рис. 7.3. Трубчатое сверло
1 - головка; 2 - центрирующий палец; 3 - штифт; 4 - пружина
Съемник крышек элементов аккумуляторных батарей с тремя захватами (рис. 7.4) предназначен для извлечения крышек. Он состоит из стойки в сборе, рычага, комплекта захватов, пластины и винта в сборе.
Перед извлечением крышек заливочная мастика должна быть удалена, а перемычки высверлены. Для извлечения крышки аккумулятора соответствующий захват съемника ввертывают в заливочное отверстие крышки. Стойку в сборе устанавливают на кромки бака, причем при помощи винта пластину можно фиксировать в определенном положении в зависимости от ширины батареи. Рычагом, опирающимся на стойку при помощи захвата, извлекают крышку.
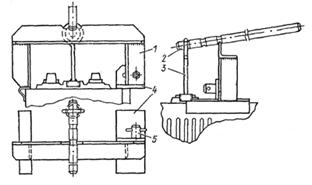
Рис. 7.4. Съемник крышек элементов аккумуляторных батарей с тремя захватами
1 - стойка в сборе; 2 - рычаг; 3 - комплект захватов; 4 - пластина; 5 -винт в сборе.
Съемник крышек элементов аккумуляторных батарей (рис. 7.5) состоит из упорного устройства, захватов и рукоятки. Для извлечения крышки упорное устройство ставят на корпус аккумуляторной батареи. Придерживая рукой втулку в поднятом положении, тягу с захватами опускают в заливочное отверстие крышки, после чего втулку опускают и закрепляют захват. Крышку извлекают нажатием рукоятки.
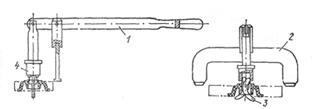
Рис. 7.5. Съемник крышек элементов аккумуляторных батарей
1 - рукоятка; 2 - упорное устройство; 3 - захват; 4 – втулка.
Экстрактор для извлечения блоков электродов из моноблока аккумуляторной батареи (рис. 7.6) состоит из двух пар левых и правых рычагов, соединенных шарнирно при помощи оси. Нижние концы этих рычагов имеют захваты, а верхние концы заклепками шарнирно соединены с планками. Планки другими концами также шарнирно соединены общей осью, на которую надета резиновая трубка.
Для предотвращения коротких замыканий полублоков электров через металлические части экстрактора при извлечении блока электродов захваты экстрактора изолированы друг от друга капроновыми втулками и шайбами.

Рис. 7.6. Экстрактор для извлечения блоков электродов из моноблока аккумуляторной батареи
1 - захваты; 2 - рычаги; 3 - планки; 4, 5 - оси; 6 - резиновая трубка; 7 - капроновая втулка; 8 – шайба; 9 — заклепка
Ванна для промывания моноблоков, крышек и электродов аккумуляторных батарей (рис. 7.7) изготавливается из досок толщиной •40 мм. Все соединения делаются в шип и в шпунт на казеиновом или другом водостойком клее без применения металлических гвоздей, винтов и т. п. На дно ванны устанавливают деревянную решетку высотой 80 - 100 мм. В центре дна ванны на уровне решетки устанавливают Т-образную трубу для мойки баков, в которой просверлено большое число отверстий диаметром 2 –2,5 мм.
Ванна имеет сливную трубу в нижней части и трубу, расположенную на высоте 150 - 175 мм над решеткой. Внутренние стенки ванны, решетку, а также металлические детали, соприкасающиеся с промывными водами, покрывают двумя слоями горячей олифы, двумя слоями кислотоупорной хлорвиниловой краски и тонким слоем битума.
При промывке моноблок батареи устанавливают на решетку в опрокинутом положении. Ванну закрывают крышкой, после чего включают воду. Выходящие из отверстий Т-образной трубы струи воды промывают моноблок. Вода сливается в канализацию через сливную трубу. При промывании электроды аккумуляторов также устанавливают на решетку. Сливную трубу закрывают резиновой или деревянной пробкой и пускают воду. Вода сливается в наружный отстойник через спускную верхнюю трубу. Ванну устанавливают на стальной сварной или деревянной подставке.

Рис. 7.7. Ванна для промывания моноблоков, крышек и электродов аккумуляторных батарей
1 - подставка; 2 - сливная труба; 3 - Т-образная труба; 4 - решетка; 5 -доска; 6 - труба; 7 – крышка
Шаблон для напайки ушков электродов (рис. 7.8) предназначен для напайки укороченных ушков электродов в процессе ремонта аккумуляторных батарей. Шаблон состоит из металлической рамки, прикрепленной винтами к стальной плите. Внутренние размеры рамки соответствуют размерам стартерного стандартного электрода.

Рис. 7.8. Шаблон для напайки
1 - металлическая рамка; 2 - стальная плита.
Форма для отливки МЭС (рис. 7.9) состоит из основания, в центре которого на резьбе ввернут центральный палец со свободно надетой стальной формой, состоящей из отдельных частей. Форма удерживается в верхнем положении пружиной. Форма может быть сделана из одного куска металла фрезерованием и точением контура, образующего при отливке МЭС, или может быть изготовлена из трех частей: нижней, верхней и средней пластин. При этом токарные работы могут быть заменены сверлильными, а фрезерные - слесарными. Каждую форму изготовляют на два типоразмера.
После отливки готовые МЭС удаляют из формы выталкивающим механизмом, состоящим из кольца, к которому прикреплены три выталкивающих стержня, пропущенных через отверстия в нижней плите формы и удерживаемых пружинами в нижнем положении. На нижние концы выталкивающих стержней надет и закреплен гайками упорный диск. При нажатии на ручки форма, преодолевая усилие пружины, будет опускаться вниз. При этом упорные диски дойдут до основания и остановят выталкивающий механизм. При дальнейшем перемещении формы вниз выталкивающий механизм кольцом вытолкнет готовое МЭС из формы.

Рис. 7.9. Форма для отливки МЭС
1, 10, 11 - пластины; 2, 4 - пружины; 3 - палец; 5 - основание; 6 - упорный диск; 7 –выталкивающий стержень; 8 - штифты; 9 - кольцо; 12 - ручка
Форма для отливки борнов (рис. 7.10) по принципу действия не отличается от формы отливки МЭС. Каждая форма позволяет отливать четыре борна.

Рис. 7.10. Форма для отливки борнов
Кондуктор для сборки и пайки электродов в полублоки (рис. 7.11) состоит из опорной плиты, раздвижных стоек, комплектов сменных гребенок, вилочных изложниц и запорно-выталкивающего устройства. Опорная плита служит основанием, на котором крепятся все детали кондуктора. На плите установлены раздвижные стойки, позволяющие регулировать расстояние между гребенкой и опорной плитой.
На раздвижных стойках зажимами крепится сменная гребенка, которая представляет собой металлическую полосу толщиной 6- 8 мм с группами пазов, расположенных перпендикулярно ее длинной стороне. Ширина одной группы пазов соответствует толщине стандартного положительного электрода, ширина другой - толщине отрицательного, длина пазов равна ширине ушка электрода. В комплект кондуктора входят пять сменных гребенок, обеспечивающих пайку положительных и отрицательных полублоков аккумуляторных батарей различных типов.
Вилочная изложница представляет собой металлическую полосу толщиной 5 мм (в соответствии с толщиной мостика баретки) с гнездами для полублоков положительных и отрицательных электродов. Форма гнезда изложницы соответствует форме мостика баретки.
В комплект кондуктора входит четырнадцать сменных вилочных изложниц, каждая из которых предназначена для одновременного обеспечения пайки трех полублоков всех типов отечественных аккумуляторных батарей. Вилочную изложницу вставляют в направляющие на стойках кондуктора до упора в гребенку и крепят при помощи запорного устройства, которое одновременно служит и для выталкивания ее после окончания пайки. Выталкивание изложницы осуществляют поворотом рукояток запорного устройства кондуктора.
Габаритные размеры кондуктора - 450x270x195 мм. Общая масса комплекта, входящего в кондуктор, -2,5 кг.
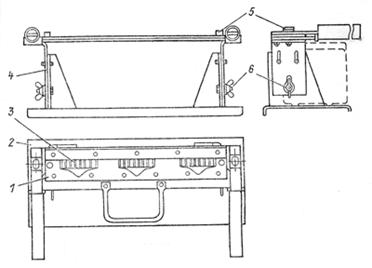
Рис. 7.11. Кондуктор для сборки и пайки электродов в полублоки
1 - вилочная изложница; 2 - опорная плита; 3 - гребенка; 4 - стойка; 5 - запорно-выталкивающее устройство; 6 - зажимы
Аппарат для пайки свинца угольным электродом (рис. 7.12) предназначен для пайки свинцовых деталей аккумуляторной батареи электрическим током. Аппарат состоит из угольного электрода, вставленного в держатель, который соединяется проводом с клеммой вторичной обмотки трансформатора. Вторая клемма вторичной обмотки трансформатора соединяется другим проводом через зажим со спаиваемой деталью или со свинцовым прутком. Первичная обмотка трансформатора включается через рубильник в сеть переменного тока напряжением 220 В.

Рис. 7.12. Аппарат для пайки свинца угольным электродом
1 - угольный электрод; 2 - держатель; 3, 5 -провода; 4 - первичная обмотка трансформатора; 5 - вторичная обмотка трансформатора; 7 - зажим; 8 - свинцовый пруток; 9 - деталь
Отводящая втулка держателя угольного электрода (рис. 7.13) под действием пружины прижимает нажимную втулку к угольному электроду, фиксируя его в определенном положении. Ток к угольному электроду подводится по проводу с зажимом через центральный стержень держателя. От повреждения провод предохраняет пружина, которая удерживается в деревянной ручке втулкой.
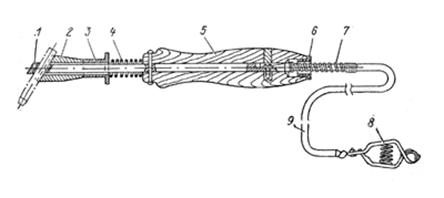
Рис. 7.13. Держатель угольного электрода
1- стержень держателя; 2 - отводящая втулка; 3 - нажимная втулка; 4, 7 - пружины; 5 - ручка; 6 - втулка; 8 - зажим; 9 - привод
Для электросварочного аппарата может быть использован любой трансформатор, вторичная обмотка которого обеспечивает силу тока 200 А при напряжении 12 В. Для этой цели может быть использован любой электросварочный трансформатор, во вторичной обмотке которого необходимо сделать вывод напряжением 12 В.
Для определения числа витков, соответствующего напряжению 12 В, можно использовать следующую формулу:
![]()
где ![]() - число витков вторичной обмотки, соответствующее напряжению 12 В;
- число витков вторичной обмотки, соответствующее напряжению 12 В; ![]() - число витков вторичной обмотки трансформатора;
- число витков вторичной обмотки трансформатора; ![]() - напряжение вторичной обмотки трансформатора, В.
- напряжение вторичной обмотки трансформатора, В.
Вывод делают медной шиной такого же сечения, как и обмотка трансформатора; вывод с обмоткой соединяют пайкой.
При наличии трансформаторного железа сечением 30—50 см2 трансформатор может быть изготовлен на автотранспортном предприятии. Число витков первичной обмотки трансформатора может быть определено по формуле
![]()
где ![]() - напряжение сети переменного тока, В;
- напряжение сети переменного тока, В; ![]() - площадь поперечного сечения трансформаторного железа, см2.
- площадь поперечного сечения трансформаторного железа, см2.
Число витков вторичной обмотки определятся по формуле
![]()
где ![]() ,
, ![]() — число витков первичной и вторичной обмоток трансформатора;
— число витков первичной и вторичной обмоток трансформатора; ![]() ,
, ![]() - напряжение вторичной и первичной обмоток трансформатора, В.
- напряжение вторичной и первичной обмоток трансформатора, В.
Сечение проводов и шин обмоток трансформатора, а также соединительных проводов определяют из расчета, чтобы плотность тока не превышала 5 А/мм2.
При отсутствии трансформатора в качестве источника тока может выть использована аккумуляторная батарея с номинальным напряжением 12 В, емкостью не менее 132 А·ч.
Бензосварочный аппарат (рис. 7.14) предназначен для пайки свинцовых деталей аккумуляторных батарей. Аппарат состоит из горелки, резервуара с редуктором и компрессорной установки. Горелка имеет наконечник с капсюлем и сеткой и регулировочный кран.
Адаптер, служащий для присоединения шлангов, укреплен на резервуаре, который имеет наливной патрубок, закрываемый пробкой.
Сжатый воздух подается компрессором в ресивер, откуда через вентиль по шлангу в резервуар, где, проходя через слой бензина, смешивается с его парами; образовавшаяся при этом горючая смесь по шлангу поступает в горелку. Форму и длину пламени регулируют регулировочным винтом крана.

Рис. 7.14. Бензосварочный аппарат
1 - наконечник; 2 - капсюль; 3 — сетка; 4 - кран; 5 - адаптер; 6-бачок; 7 - наливной патрубок; 8 - пробка; 9, 10 – шланги
Шаблон для наплавки выводов батареи (рис. 7.15) изготовляют из чугуна двух размеров. Размер А для положительных клемм равен 17,4± ±0,2 мм, для отрицательных - 15,8±0,2мм. Шаблон устанавливают на выступающий заплечик аккумулятора. Клеммы лучше наваривать бензино-воздушным или водородно-воздушным пламенем.

Рис. 7.15. Шаблон для наплавки выводов батареи
Шаблон для пайки МЭС с борнами (рис. 7.16) служит для предотвращения вытекания расплавленного сплава свинца при пайке. Применение шаблона позволяет получить высокое качество пайки. Основные размеры шаблона для некоторых типов батарей приведены в табл. 7.1.

Рис. 7.16. Шаблон для пайки МЭС с борнами
Таблица7.1.
Тип батареи | Н, мм | d", мм | d', мм |
6СТ-45 | 36,0 | 24,0 | 28,5 |
6СТ-55 | 41,5 | 17,0 | 22,5 |
6СТ-60 | 42,5 | 28,0 | 34,0 |
6СТ-75 | 54,0 | 28,0 | 34,0 |
Примечание. Размеры шаблонов иллюстрируются на рис. 7.16.
Прибор для проверки качества стенок и перегородок моноблоков батарей (рис. 7.17) состоит из катушки зажигания со встроенным электромагнитным вибратором. Катушка служит для повышения низкого напряжения 12-вольтового источника питания постоянного или переменного тока для обеспечения пробоя искрового промежутка между двумя сменными щупами (наконечниками). Наконечники имеют ручки, изготовленные из эбонита. При помощи высоковольтных проводов ПВЛ-1 или ПВЛЭ-1, проходящих через отверстия в ручках, наконечники соединяют с клеммами a и b катушки.

7.17. Электрическая схема прибора для проверки стенок и перегородок моноблоков батарей
1 - наконечники; 2 - ручки
Питание прибора может осуществляться как от аккумуляторной батареи, так и переменным током напряжением 12 В, подводимым к клеммам b и c прибора. Для включения в цепь питания прибор выключатель ВК. Моноблок проверяют на пробой высоким напряжением «на искру», подводимым к наконечникам. Для проверки оба наконечника подводят к стенке моноблока по обе стороны с таким расчетом, чтобы плоскости наконечников были параллельны. Если стенка моноблока имеет трещину или какое-либо другое сквозное повреждение, то между наконечниками, подведенными к поврежденному участку стенки, произойдет пробой высокого напряжения в виде искры, сопровождающейся характерным звуком). Аналогично проверяют и внутренние перегородки моноблока.
Ванна для приготовления и слива электролита (рис. 7.18) изготавливается из досок толщиной 30 - 40 мм. Доски соединяют между собой казеиновым клеем в шпунт. Все соединения стенок должны быть выполнены в шип без применения гвоздей, винтов и т. п. Внутри ванну выкладывают рольным свинцом. Все соединения рольной облицовки должны быть тщательно запаяны.
Ванну устанавливают на подставку, изготовленную из углового за 50×50 мм или из дерева. Сверху ванну закрывают деревянной крышкой с ручками.

Рис. 7.18. Ванна для приготовления и слива электролита
1 - ручка; 2 - крышка; 3 - доска; 4 - рольный свинец; 5 – подставка
Приспособление для розлива серной кислоты из бутылей и их перевозки (рис. 7.19) предназначено для безопасного розлива кислоты из бутылей и для перемещения бутылей с кислотой на небольшие расстояния. Приспособление состоит из каркаса сварной конструкции и стальных труб, люльки с ручкой и подвижного кронштейна для крепления бутыли в люльке. Люльку при переливании кислоты наклоняют при помощи ручки. Штатив-тележку перевозят, держа за ручку.
Размеры люльки должны обеспечивать установку стандартных лей вместе с корзиной, в которой все бутыли транспортируют.
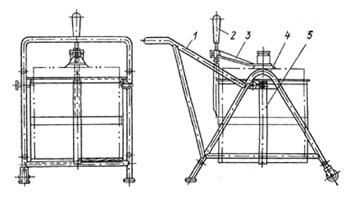
Рис. 7.19. Приспособление для розлива серной кислоты из бутылей и их перевозки
1 - ручка; 2 - ручка люльки; 3 - подвижный кронштейн; 4 - каркас; 5 -люлька
Стеллаж открытого типа (рис. 7.20) предназначен для заряда аккумуляторных батарей в изолированном зарядном помещении с интенсивной общеобменной приточно-вытяжной вентиляцией.
На стеллаже устанавливают заряжаемые аккумуляторные батареи в два ряда и соединяют проводами с клеммами, расположенными на доске. Эти стеллажи обеспечивают легкий доступ к заряжаемым аккумуляторным батареям, но требуют для установки значительной площади и обязательного наличия над ними вытяжных зонтов.
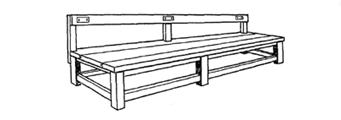
Рис. 7.20. Стеллаж открытого типа
Стеллаж открытого типа с местным отсосом (рис. 7.21) предназначен для заряда аккумуляторных батарей в изолированном зарядном помещении.
Стеллаж состоит из каркаса, выполненного из стальных уголков или деревянных брусьев. С боков, сзади и снизу стеллаж обивают плотно пригнанными досками или листами фанеры. Аккумуляторные батареи устанавливают на полки, в боковых стенках которых сделаны щели, через щели отсасывают пары и газы. В верхней полке имеется отверстие, через которое внутрь стеллажа подводят трубу от вытяжной вентиляции. Внутри стеллажа эта труба соединена с продольной трубой, через щели которой газы отсасываются наружу. После сборки все поверхности стеллажа покрывают в два слоя олифой и окрашивают кислотоупорной хлорвиниловой краской.
Этот стеллаж является наилучшим, так как он занимает немного места, обеспечивает легкий доступ к заряжаемым аккумуляторным батареям и обеспечивает интенсивный отсос выделяющихся при заряде батарей газов и кислотных паров.
Рис. 7.21. Стеллаж открытого типа с местным отсосом
1, 5 -трубы; 2 - щель; 3 - полка; 4 – каркас
Мойка. На аккумуляторную станцию аккумуляторы поступают загрязненными, с налетом солей электролита на корпусах и деталях, смонтированных на крышке аккумулятора. Загрязнение ускоряет процесс саморазряда и снижает емкость аккумулятора, поэтому необходимо промыть пробки, удалить налет солей с крышки и деталей, протереть загрязненные места влажной ветошью и др. Для проведения этих операций и мытья рук аккумуляторные станции оборудуются стационарными мойками с теплой водой со стоком загрязненной воды.
Дистиллятор. При отсутствии возможности получения свежей дистиллированной воды, которая постоянно требуется для корректировки плотности и поддержания уровня электролита в аккумуляторах, обращающихся в эксплуатации, а также для приготовления электролита, ее необходимо приготовлять на аккумуляторной станции, для чего последняя должна быть оборудована дистиллятором.
Дистиллятор Д-2 приведен на рис. 7.22. Основными частями дистиллятора являются: камера испарения 4, конденсатор 7, электронагревательные элементы 15, уравнитель 14, кожух 11 с основанием 1 и спускной кран 16.
Стальной кожух 11 предназначен для уменьшения тепловых потерь камеры испарения и для предохранения обслуживающего персонала от ожогов.
В камере испарения 4 вода, нагреваемая электронагревательными элементами, превращается в пар. Пар через патрубки 10 поступает в конденсационную камеру 8, охлаждаемую снаружи холодной водой, и, конденсируясь, превращается в дистиллированную воду, которая вытекает через ниппель 5.
Охлаждающая вода непрерывно поступает через ниппель в конденсатор и по сливной трубке 12 сливается в уравнителе 14, соединенный с камерой испарения. Последняя заполняется до тех пор, пока вода не начинает вытекать через ниппель 5.
Для выхода избыточного количества пара, во избежание повышения давления внутри камеры испарения, конденсатор имеет отверстие 9.
Электронагревательные элементы подключают к питающей сети при помощи провода 3, проходящего через втулку.
В нижней части кожуха установлен болт 2 с гайками и шайбами для крепления заземляющего провода.
При установке и пользовании дистиллятором необходимо:
присоединить провода к шпилькам 17 электронагревательных элементов 15 согласно схеме включения (рис.7. 22, а, б);
присоединить провод заземления к болту 2;
надеть на ниппели 5 и 6 конденсатора резиновые трубки. Трубку, через которую подается вода, соединить с водопроводом, а другую опустить в сосуд для сбора дистиллированной воды;
надеть на ниппель 13 уравнителя резиновую трубку для отвода воды;
открыть кран водопровода для подачи воды в дистиллятор; после того как из ниппеля 13 уравнителя начнет вытекать вода, включить электронагревательные элементы в сеть:
для прекращения работы дистиллятора отключить электронагревательные элементы, открыть сливной кран 16 и через 5 – 10 мин закрыть кран поступления воды в дистиллятор;
периодически в зависимости от жесткости воды рекомендуется очищать электронагревательные элементы от накипи.
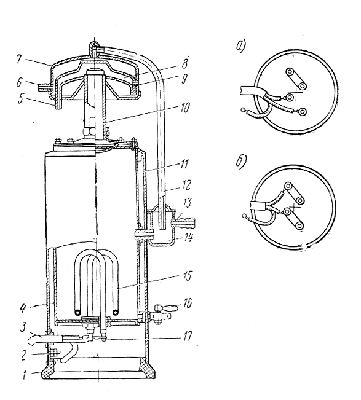
Рис.7. 22 . Дистиллятор Д-2.
а – схема включения на 220 в; б – схема включения на 110 127 в
Технические характеристики дистиллятора следующие:
Производительность, л/ч ................................................................................... 4 – 5
Мощность электронагревательных элементов, кВт....................................... 4,0 ± 0,5
Напряжение, на которое рассчитаны электронагревательные элементы,..... .127 или 220
Габаритные размеры, мм:
ширина и длина ........................................................................................... 220 × 300±5
высота .......................................................................................................... 660+10
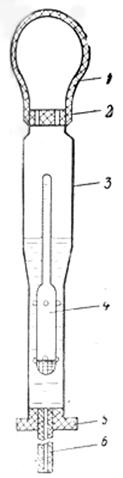
Рис. 7.23. Аккумуляторный денсиметр с пипеткой
Аккумуляторный денсиметр с пипеткой (рис.7.23) служит для определения плотности электролита в кислотных и щелочных аккумуляторных батареях. Он состоит из денсиметра 4, стеклянной пипетки 3, резиновой груши 1, резиновой пробки 5 с эбонитовым наконечником 6 и резиновой пробки 2 с отверстиями.
Для замера плотности электролита необходимо сжать грушу, рукой и погрузить наконечник в электролит, затем опустить грушу и, после того как уровень электролита в пипетке перестанет повышаться, отсчитать величину плотности по шкале денсиметра против нижнего края мениска жидкости.
Технические характеристики денсиметра следующие:
Предельные отметки шкалы денсиметра, г/см3 ............................................... 1 – 1,3
Цена наименьшего деления шкалы денсиметра, г/см3 .................................... 0,01
Расстояния между соседними штрихами шкалы, мм ...................................... 1,0
Температура градуировки шкалы денсиметра, °С............................................ +20
Точность показаний прибора, г/см3 .................................................................. ±0,01
Ареометр. Сифонный ареометр 3 в комплекте с принадлежностями (пипетка с резиновой грушей и наконечником 5, воронка 4, стеклянная трубка 1 для измерения уровня электролита, стеклянная палочка 2 для перемешивания) предназначен для измерения концентрации (плотности) электролита, находящегося в аккумуляторах (рис. 7.24). Ареометр рассчитан для измерения концентрации (плотности) электролита от 1,1 до 1,3 г/см3. Его можно использовать для измерения концентрации- (плотности) электролита 1,4 г/см3. Для этого на нем наносят тарировочную риску, пользуясь заводским электролитом этой концентрации (плотности).
Для набора в пипетку электролита достаточно сжать резиновый шар, опустить наконечник в заливное отверстие аккумулятора до упора и затем плавно разжать.
Ареометр действует по принципу: чем больше плотность раствора, тем выше он всплывает и наоборот. Для снятия отсчета надо пипетку поставить в вертикальное положение, поднять ее на уровень глаз и по метке, нанесенной на ареометре (поплавке) и находящейся в створе с уровнем электролита, определить концентрацию (плотность) раствора.
Рис. 7.24. Сифонный ареометр в комплекте
Барокамера. На крупных аккумуляторных станциях для ускорения процесса пропитки электролитом аккумуляторов при формировании активной массы электродов необходимо иметь барокамеру, создающую разрежение (вакуум) до 1,33 кПа (10 мм рт. ст.) за 4-8 мин.
Измерительные приборы. На аккумуляторной станции необходимо иметь следующие измерительные приборы:
ареометр для измерения концентрации (плотности) растворов при приготовлении электролитов (до 2 г/см3);
термометр для измерения температуры электролита со шкалой от 0 до 100° С, с ценой деления 1° С;
омметр для проверки сопротивления;
вольтметр переносный для контроля напряжения на каждом аккумуляторе со шкалой до 3 В;
вольтметр переносный для контроля напряжения на батарее или группе аккумуляторов со шкалой до 150В; вместо указанных двух вольтметров и омметра можно применить комбинированный переносный прибор Ц4313 (рис. 7.25);
амперметр переносный для контроля силы зарядных и разрядных токов со шкалой I от 0 до 20 А;
аккумуляторный пробник с набором шунтов на 1, 2, 3, 6, 12 А;
весы аптекарские с комплектом разновесов от 1 до 500 г;
часы настенные и настольные с сигнальным звонком.

Рис. 7.25. Комбинированный переносный прибор типа Ц4313 для измерения электрического сопротивления, напряжения и силы тока
Инструмент. При обслуживании, эксплуатации и ремонте аккумуляторов применяют следующий инструмент:
торцевые гаечные ключи для каждого размера гаек аккумуляторов;
отвертки с различной шириной пера (желательно 3,5 и 10 мм);
плоскогубцы электрослесарные разных размеров (2 шт.);
пассатижи (1 шт.);
кусачки (1 шт.);
молотки слесарные разной массы (2 шт.);
ножовка слесарная (1 шт.);
ножницы по железу (1 шт.);
ножи электрослесарные разных размеров (2 шт.);
зубила с лезвием 10 и 20 мм (2 шт.);
напильники драчевые различных поперечного сечения и насечки (2–3 шт.);
пилка ручная по дереву (1 шт.);
набор надфилей;
кисти малярные (круглые – 2 шт. и плоская – 1 шт.)
тиски слесарные (1 шт.) и лабораторные (1 шт.);
наковальня или плита железная размером 100 × 50 × (20–30) мм.
Посуда. На аккумуляторной станции должны быть комплект щелоче- или кислотостойкой посуды для электролита, бутыли для хранения щелочи, кислоты и дистиллированной воды, различного размера воронки и стаканы.
Спецодежда и средства защиты: очки защитные; перчатки резиновые; костюм шерстяной для работы с кислотой; костюм хлопчатобумажный для работы со щелочами; фартук прорезиненный; сапоги резиновые.
Другие предметы и принадлежности: аптечка; огнетушитель; журналы.