Все существующие типы крутильных станков, служащих для скрутки медной жилы, можно подразделить на следующие основные группы:
- клетьевые или фонарные тихоходные машины, иначе, не совсем правильно называемые, тандем- машины, выполняемые в один, два, три или четыре фонаря;
- быстроходные крутильные машины, называемые в нашей практике сигарами, выполняемые для скрутки в один или два повива;
- дисковые крутильные машины, иначе шпинеры;
- крыльчатки.
Фонарные машины являются наиболее старым типом крутильных машин; они перешли в кабельное производство с канатных заводов. Обычно конструкция этих машин целиком приспосабливается под скрутку по форме I. Схема такой машины дана на фиг. 166, а внешний вид ее — на фиг. 167, на которой изображена двухфонарная машина фирмы Fr. Krupp. На схеме фиг. 166 изображена машина в три фонаря. Каждый фонарь вращается в сторону, противоположную соседнему фонарю, однако машина обычно имеет приспособление, позволяющее не только менять направления вращения каждого фонаря, но давать им всем вращение в какую-либо одну сторону с одинаковым числом оборотов. Навои с проволокой ставятся в иохи а, имеющие устройство, показанное на фиг. 168. Эти иохи выводятся своими осями на заднюю часть фонаря и оканчиваются кривошипами, изображенными на фиг. 168.
Кривошипы всех иохов присоединяются к эксцентричному колесу. Схема присоединения иохов к этому эксцентричному колесу изображена на фиг. 169, где В изображает эксцентричное колесо, а А — навой, посаженный в иох.
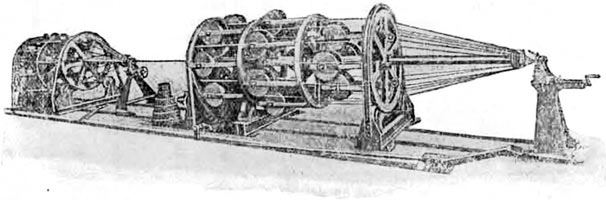
Фиг. 167. Двухфонарная крутильная тандем-машина фирмы Fr. Krupp, Grusonwerk.
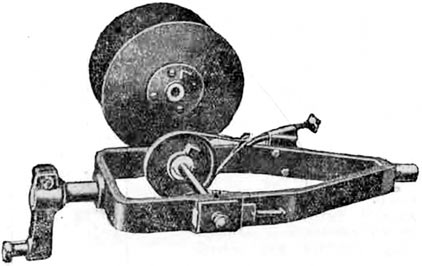
Фиг. 168. Устройство иоха крутильной тандем-машины.
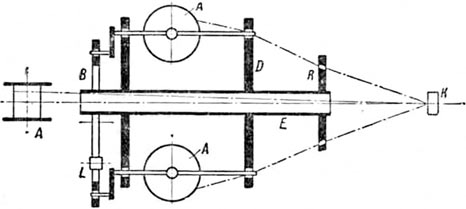
При вращении фонаря D вокруг своей оси борта навоя А остаются все время параллельными той плоскости, в которой они находились при начале вращения. Благодаря этому навой, а следовательно, и проволока за каждый оборот фонаря вокруг своей оси получает закручивание на 360° в сторону, обратную вращению фонаря, а следовательно, и направлению скрутки. Такая скрутка называется скруткой с „откруткой". Назначение такой открутки заключается в том, что она устраняет естественное закручивание проволок вокруг своей оси за каждый шаг скрутки, соответствующий одному обороту фонаря. Чтобы показать, что получается при скрутке с откруткой и без открутки, на фиг. 170 приведены схемы обоих родов скрутки.
Фиг. 169. Схема присоединения иохов к эксцентричному колесу крутильной тандем-машины.
Слева изображена схема скрутки без открутки, получаемая при таком положении навоя на фонаре крутильной машины, когда навой кроме вращения вокруг своей оси не имеет иного движения. В этом случае точка 1 проволоки А за весь оборот ее вокруг сердечника В остается на поверхности этого сердечника и в результате получает закручивание вокруг своей оси на 360°. Справа на фиг. 170 изображена схема скрутки с откруткой; здесь иох с проволокой А, получает вращение вокруг своей оси, благодаря чему точка 1 проволоки А, перемещается относительно поверхности сердечника так, что в результате проволока не получает закручивания вокруг своей оси.
Крутка с откруткой необходима для скрутки голых проводов для воздушных линий, так как если провода скручиваются без открутки, они получают тенденцию при прокладке извиваться и образовывать петли. Для мягкой медной проволоки, идущей на изготовление силовых кабелей, открутка не имеет большого значения, поэтому для целей скрутки жил этих кабелей можно пользоваться более дешевыми и простыми машинами, не имеющими приспособления для открутки.
Процесс скрутки на фонарной машине идет следующим образом:
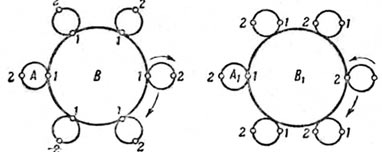
Фиг. 170. Схема скрутки без открутки и с откруткой.
Сзади машины на месте, обозначенном буквой b на фиг. 166, ставится навой с проволокой, которая протягивается через полую ось первого фонаря машины. У места C1, где расположен калибр (разборный вкладыш), происходит скрутка протянутой через полую ось проволоки с шестью проволоками, сходящими с навоев, расположенных на первом фонаре. Скрученная жила подходит через полую ось второго фонаря к калибру С2, где она скручивается с 12 проволоками, сходящими с навоев второго фонаря. То же самое происходит и с третьим фонарем, где у калибра С3 происходит скрутка с 18 проволоками, сходящими с этого фонаря.
Вся скрученная жила и все проволоки получают тягу от тяговой шайбы D, которая получает вращение от двигателя М, приводящего в движение всю машину с помощью системы зубчатых передач. Для изменения шага скрутки имеются сменные шестерни W1, W3 и W6. С тяговой шайбы скрученная жила попадает на приемный барабан, расположенный на особом приемнике. Этот приемник приводится в движение с помощью ременного привода от общего для всей машины вала. Так как скорость наматывания жилы на приемный барабан меняется в зависимости от степени наполнения барабана, то число оборотов приемника должно иметь возможность меняться независимо от числа оборотов тяговой шайбы. Такое регулирование часто достигается с помощью двух конических валиков, по которым передвигается приводной ремень. Вид такого устройства изображен на фиг. 171.
Существуют три вида приемников: приемники осевые, имеющие ось, на которую насаживается приемный барабан, приемники с унтервальцами и комбинированные приемники с унтервальцами и осью. На фиг. 172 изображен осевой приемник фирмы Korting. Такие приемники обычно снабжаются автоматической раскладкой А. Эта раскладка состоит из винта, имеющего правую и левую резьбу, причем гайка, посаженная на раскладку В, при подходе к одному из крайних положений автоматически поворачивается и идет по резьбе винта в обратном направлении. Недостаток этого устройства заключается в том, что оно подвержено частым поломкам и требует строго определенной ширины барабана, поэтому при нем нельзя регулировать ширины раскладки. Лучше устройства, которые имеют винт с резьбой одного направления, причем направление вращения этого винта изменяется автоматически при подходе к крайнему положению;так устроена, например, раскладка у приемника фирмы Krupp; такие раскладки позволяют легко менять ширину раскладки.
Приемник для тяжелых барабанов с унтервальцами и центральной осью изображен на фиг. 173 в выполнении Krupp’а.

Фиг. 171. Устройство для регулирования скорости приемника.

Фиг. 172. Осевой приемник фирмы KOrting.
Здесь барабан ставится на два нижние вальца, которые и приводят его в движение. С помощью двух рычагов с переменным грузом и проходящей через барабан оси приемника можно регулировать степень нажатия барабана к унтервальцам. К таким большим приемникам водилок и автоматических раскладок не ставится, так как при больших диаметрах кабеля и малых скоростях машин в них особого смысла не имеется.
На нормальной трехфонарной машине в один проход можно скрутить 37 проволок. Чтобы скрутить 61 проволоку (табл. 18). нужно пустить все фонари в одну сторону с одинаковой скоростью и дать во второй проход поверх 37- проволочной жилы еще 24 проволоки, причем из них к общему месту скрутки придет 18 проволок с третьего фонаря и 6 —со второго. Для скрутки 91 проволоки нужно сделать три прохода через машину, а для скрутки 127 проволок — четыре прохода. Большее количество проволок на трехфонарной машине скрутить невозможно.

Фиг. 173. Приемник с унтервальцами и центровой осью фирмы Fr. Krupp, Orusonwerk.
Фиг. 174. Быстроходная крутильная тандем-машина фирмы Humboldt.
Обычно между числами оборотов отдельных фонарей берется отношение 3:5:7, хотя теперь оно и не подходит, так как в настоящее время шаги скруток нижних повивов даже голых проводов берут выше, чем у верхнего повива. Обычное число оборотов в минуту третьего фонаря фонарной машины берется 50—60, следовательно, у второго фонаря 83—100 и у первого —116—140, причем производительность такой машины относительно невелика (1500 —1700 м. в смену в зависимости от шага скрутки, т. е. от диаметра жилы). В последнее время германской фирмой Humboldt выпущен тип быстроходной фонарной машины, имеющей число оборотов фонарей примерно в 2,5 раза выше, чем у тихоходных машин, а именно, первый фонарь до 246, второй 200 и третий 144 об/мин. Внешний вид этой машины изображен на фиг. 174. Помимо большого числа оборотов эта машина имеет еще ту особенность, что в ней открутка осуществлена не с помощью эксцентрично насаженного колеса, а с помощью так называемого „планетного движения“, т. е. с помощью системы зубчатых колес, вращающихся от центрального зубчатого колеса, насаженного неподвижно на ось машины. Эксплуатации этой машины в наших условиях не оказалась вполне удачной: при таком большом числе оборотов получается очень большое число обрывов проволоки, в особенности алюминиевой, кроме того, и износ машины много выше, чем у нормальных фонарных машин.
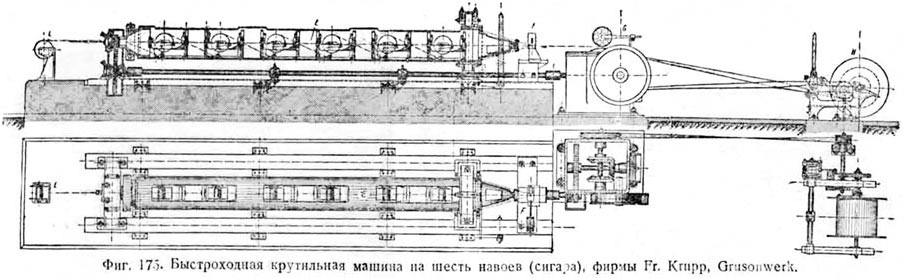
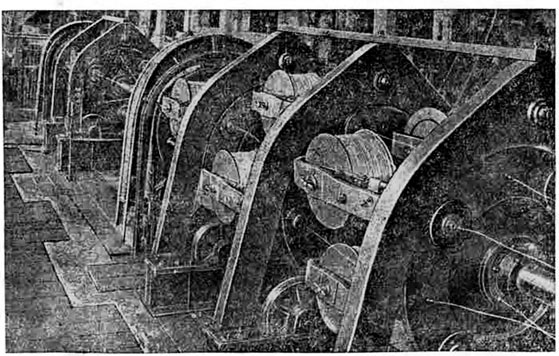
На фиг. 175 показан разрез и план быстроходной шестинавойной крутильной машины („сигары") фирмы Krupp, а на фиг. 176 дан ее внешний вид. Этот тип машин принадлежит к сигарам со сплошным телом. Схема ее работы заключается в следующем: навои с проволокой помещаются в иохе, расположенном внутри вращающегося с очень большой скоростью (около 500 об/мин для больших и около 1 000 об/мин для малых машин) сплошного тела Е, хорошо уравновешенного. Иохи сидят в шариковых подшипниках и во время движения остаются неподвижными, лишь слегка раскачиваясь при вращении сплошного тела Е. Проволока с каждого навоя проходит через полую ось иоха, выходит на ролики, расположенные вдоль тела сигары, и подходят к калибру F, где происходит скрутка. Седьмой навой L расположен вне тела сигары, ход проволоки с него виден на фиг. 175. Скрученная жила проходит на тяговую шайбу G, а отсюда на приемник Н. Сигары в 5—6 раз производительнее фонарных машин, скрутка на них идет с откруткой, так как борта навоев во все время движения сплошного тела сигары остаются параллельными начальной плоскости.
Кроме машин со сплошным телом в последнее время получили большое распространение также более дешевые сигары без сплошного тела, в которых оно заменено решетчатой конструкцией. Внешний вид одной из таких сигар фирмы Niehaus, установленной на заводе „Москабель", показан на фиг. 177, а на фиг. 178 изображена заправка иоха этой машины. Здесь А—навой с проволокой; В—тело иоха, посаженного в шарикоподшипниках С; затем D — штанги, которыми стянуты вращающиеся диски сигары Е, проволока проходит вдоль сигары по роликам F.
Сигары удачно работают при скрутке не более семи проволок, если проволока имеет крупный диаметр, и не более 19 проволок при мелких диаметрах (нулевых, т. е. меньших 1,0 мм) проволоки. В последнем случае сигара состоит из двух тел, вращающихся в разные стороны.

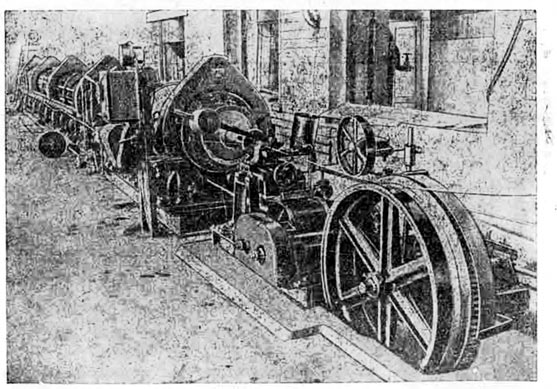
Фиг. 176. Внешний вид шестинавойной сигары фирмы Fr. Krupp.
Попытки изготовлять сигары для скрутки 19 и 37 крупных проволок оказались неудачными, так как скрутка в этом случае получается неудовлетворительной благодаря невозможности правильно подвести к последнему калибру центральную часть скрутки, поэтому сигары для изготовления силовых кабелей имеют ограниченный интерес.
Фиг. 177. Внешний вид тринадцатинавойной сигары фирмы W. Nlehaus.
Третий тип крутильных машин — дисковые машины или шпинеры — получили в последнее время у нас значительное распространение, в особенности в связи с переходом на секторные кабели. Эти машины отличаются дешевизной, требуют сравнительно очень малой производственной площади и отличаются простотой конструкции, но крутят они без открутки и в нашем исполнении допускают слишком резкие перегибы проволоки. Такими машинами преимущественно оборудованы у нас заводы „Москабель" и Кольчугинский. Схема этой машины дана на фиг. 179, а ее внешний вид — на фиг. 180. В основном она состоит из массивного железного диска А, на котором устанавливаются навои с проволокой В1, В2 и т. д., проволока от которых через розетку Р проводится к калибру К. Эти машины обычно
соединяются прямо с изолировочными машинами, что очень желательно при производстве секторных кабелей и имеет малое значение при производстве кабеля с круглыми жилами.

Фиг. 178. Заправка навоев в иох сигары фирмы W. NIehaus.
Крутильные машины, скручивающие без открутки, сильно распространены в производстве силовых кабелей также и за границей, так как они дешевы, занимают мало места и удобны.
Последний тип крутильных машин — крыльчатки — для производства силовых кабелей не применим; эти машины употребляются только для изготовления жил из тонких проволок дикой скруткой, поэтому здесь на них останавливаться не будем.