Акустическое излучение, возникающее в объекте контроля или на его поверхности, можно эффективно использовать, для технологического контроля. Известно об использовании трех возможных механизмов генерации упругих волн с целью технологического контроля реакторных компонентов —шумов, возникающих при протечке жидкости или газа через несплошности, шумов механического взаимодействия объекта контроля с другими объектами, явления АЭ.
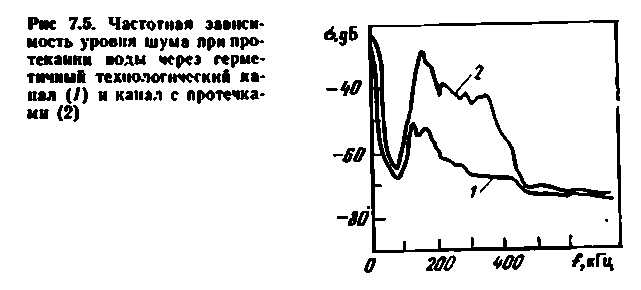
Шумы протечки жидкости использовали, например, для контроля сплошности стенок канальных труб реактора CANDU. С помощью пьезопреобразователя регистрировали частотный спектр акустических колебаний каждого канала при циркуляции в нем теплоносителя. Особенности спектра канала с протечками по сравнению с герметичными иллюстрирует рис. 7.5. Видно, что можно выбрать диапазон частот регистрации акустических сигналов, в котором их уровень будет существенно различаться для дефектных и бездефектных каналов.
Пример реализации метола регистрации шумов объекта при взаимодействии с другим объектом — методика (9), с помощью которой контролируются дефекты кромок поверхности цилиндрических изделий —ферритовых изделий радиопромышленности, керамических фильтров, топливных таблеток ядерных реакторов, втулок и др. Методика заключается в регистрации различий акустических шумов, создаваемых бездефектными и дефектными изделиями при их скатывании по наклонной поверхности. Если цилиндрическое изделие катится под действием силы тяжести по поверхности с вогнутым профилем, то возникающий шум определяется характером механического контакта кромок изделия с наклонной поверхностью. Если сколы отсутствуют, то контур кромки катится по поверхности, шум монотонно возрастает из-за ускорения движения изделия и сравнительно невелик. При наличии скола в моменты касания дефектной области с наклонной поверхностью происходят удары, появляются импульсные составляющие. Таким образом, характеристики шума качения изделия содержат информацию о состоянии его кромок.
Структурная схема установки, реализующей данную методику, приведена на рис. 7.6. Установка содержит наклонный желоб 2, по которому скатывается контролируемое изделие I. Возникающий шум регистрируется пьезопреобразователем 3. закрепленным на нижней поверхности желоба. Электрические сигналы преобразователя усиливаются усилителем 4 и пропускаются через дискриминатор уровня 5. При превышении уровня через нормализатор 6 и дискриминатор числа импульсов 7 подается сигнал на исполнительное устройство [40].
На рис. 7.7 представлены диаграммы шума, возникающего при скатывании ферритовых цилиндров длиной 16,35 мм и диаметром 11,45 им по желобу, наклоненному на 10° и имеющему профиль окружности диаметром 30 мм.

На диаграмме I показана осциллограмма шума бездефектного изделия, на диаграмме 2— изделия со сколом длиной 0,04 длины окружности кромки. Из сравнения диаграмм нетрудно видеть характерные всплески, которые могут служить сигналами отбраковки. Дискриминатор настраивают на уровень пропускания сигналов, обеспечивающий наименьшее количество ошибок контроля.
За браковочный параметр принято число превышений определенного уровня выходного напряжения за некоторый заданный интервал времени после начала качения изделия.
Для определения браковочного уровня на большой партии изделий была экспериментально изучена зависимость среднего числа импульсов, полученных при качении бездефектных изделий и изделий с максимально допустимыми размерами дефектов, от уровня дискриминации сигнала А. Само число импульсов N при прокатывании отдельного изделия — дискретная случайная величина. Закон ее распределения зависит от уровня дискриминации, при котором происходит регистрация сигнала.

Исследования показали, что для уровней дискриминации, при которых а среднем регистрируется около десяти импульсов (т. е. фактически по всем диапазоне), несмотря на дискретный характер случайной величины, закон ее распределения близок к нормальному.
Проведенные в [47] оценки показывают, что надежность контроля таблеток при наличии одного или нескольких сколов кромки подобным методом достаточно высока. Если кромка содержит множество мелких сколов, образующих практически непрерывную цепочку, вероятность больших выбросов снижается, что может привести к уменьшению надежности контроля. В этом случае можно использовать дополнительный независимый параметр акустического процесса—его длительность, равную времени скатывания объекта контроля [41]. Изделия с нарушениями геометрической формы кромки скатываются дольше, чем имеющие идеальную кромку в форме окружности; это служит основанием для отбраковки изделий, порождающих шум, длительность которого превышает пороговое значение. Соответствующим выбором формы и угла наклона желоба добиваются устранения застревания и переворачивания поврежденных таблеток.