Методы неразрушающего контроля элементов конструкций в процессе изготовления и эксплуатации
При изготовлении деталей и для контроля их состояния во время эксплуатации применяют различные методы неразрушающего контроля. К их числу относятся: контроль твердости, контроль деформаций, визуальный осмотр и контроль травлением, капиллярный контроль, ультразвуковой контроль, контроль магнитно-порошковым методом ферромагнитных материалов, рентгеновская дефектоскопия.
Капиллярный контроль
Капиллярные методы неразрушающего контроля основаны на капиллярном проникновении индикаторных жидкостей (пенетрантов) в полости поверхностных и сквозных несплошностей материала объектов контроля и регистрации образующихся индикаторных следов визуальным способом, в том числе с увеличением, или с помощью преобразователей. Они применяются для контроля сварных соединений, наплавленного и основного металла деталей из всех марок сталей, титана, меди, алюминия и их сплавов. Различают следующие варианты капиллярного контроля в зависимости от способа выявления индикаторного рисунка: люминесцентный, цветной, люминесцентно-цветной, яркостный. Люминесцентный и цветной методы основаны на регистрации контраста люминесцирующего в длинноволновом ультрафиолетовом и в видимом излучении, соответственно, видимого индикаторного рисунка на фоне поверхности детали. Яркостный метод основан на регистрации контраста в видимом излучении ахроматического рисунка на фоне поверхности детали.
Технология контроля включает в себя очистку поверхности детали, пропитку, нейтрализацию или удаление избытка проникающего вещества и проявление его остатков с целью получения первичной информации о наличии несплошностей. Капиллярный контроль осуществляется на деталях с шероховатостью (R) не более 20—40 мкм в интервале температур +8—+40 °C. В то же время имеются дефектоскопические материалы для контроля и при — 40—+40 °C. Основным элементом контроля является обнаружение дефектов и расшифровка результатов. Осмотр контролируемой поверхности проводится визуально или с помощью лупы через 20— 30 мин после высыхания проявителя. После проведения контроля проводится окончательная очистка детали. Используются, соответственно, следующие дефектоскопические материалы: индикаторные пенетранты, проявители, очистители и гасители. Различают магнитные, электропроводящие, ионизирующие пенетранты. Они применяются в виде растворов и суспензий. В качестве проявителей, поглощающих индикаторный пенетрант, используют порошки, суспензии лаки и специальные пленки. Сушка проявителей осуществляется за счет естественного испарения, в струе чистого сухого воздуха с температурой 50—80 °C или с помощью электронагревательных приборов. Магнитные проявители содержат ферромагнитный порошок, выявляющий несплошности извлечением из них пенетранта и осаждением магнитного порошка в магнитном поле несплошности намагниченной детали. Понятие “индикаторный след” означает окрашенный пенетрантом участок поверхности в зоне расположения дефекта. В отечественной промышленности используется целый ряд различных дефектоскопических материалов. Для проверки чувствительности дефектоскопических материалов проводят их контроль на контрольных образцах.
Различают 5 классов чувствительности капиллярного контроля, отличающиеся минимальными размерами (шириной раскрытия дефектов в мкм) и, естественно, применяемыми методами:
Класс | I | II | III | IV | Технологический |
Ширина раскрытия, мкм | Менее 1 | 1-10 | 10-100 | 100-500 | Не нормируется |
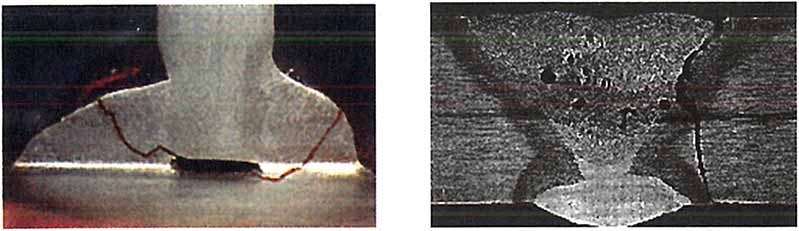
Рис. 1. Дефекты в сварном соединении:
а — трещины, выявленные проникающим красителем (фото предоставлено д-ром X. Петцольдом, Гамбургский университет); б — сечение сварного соединения (с включениями и порами), разрушенного по зоне сплавления
С чувствительностью по 1-му классу контролируют лопатки ГТУ, по 2-му классу — корпусные детали, по 3-му классу — крепеж, по 4-му толстостенное литье. При отсутствии в НТД требований по чувствительности, капиллярную дефектоскопию проводят по II классу. В качестве примера приведем перечень недопустимых дефектов (по индикаторному следу) сварного соединения: трещины всех видов и направлений, непровары, непроваренные кратеры, свищи, прижоги, скопления несплошностей, одиночные включения размером до 2,5 мм и 12 % от толщины.
Площадь контролируемого участка крупногабаритных деталей не должна превышать 0,6—0,8 м2. Наибольшее распространение имеет визуальный контроль, осуществляемый контролером-оператором. В последнее время получил распространение машинный анализ изображения с помощью автоматических систем обработки.
Для люминесцентного контроля используют стационарные, передвижные, а также переносные ультрафиолетовые облучатели, изготовленные в соответствии с ГОСТ 28369-89. При цветном контроле используются приборы общего освещения.
Особенно эффективен капиллярный контроль для сварных соединений различной природы: трещин всех видов и направлений, непроваров, непроваренных кратеров, свищей, прижогов, скоплений несплошностей, одиночных включений размером до 2,5 мм и 12 % от толщины. Такие дефекты выявляются по индикаторному следу (см. рис. 1).
Металлографический контроль методом реплик
Метод используется для исследования состояния поверхностного слоя деталей, на которых не выявлены дефекты методами дефектоскопии и которые не могут быть сняты с эксплуатации. Сущность метода заключается в следующем.
На исследуемой поверхности детали в составе изделия выполняется микрошлиф (полированная и протравленная химическими травителями зона, на которой выявляется структура металла), с поверхности которого снимается пластиковая реплика. Составы реплик должны обеспечивать их хорошее прилегание к поверхности шлифа, находящегося в любой плоскости, быстрое высыхание (полимеризацию) и сохранение полной идентичности отпечатка структуры металла в ходе длительного хранения реплики. Анализ структуры может осуществляться как на стандартном металлографическом микроскопе, так и на электронных растровом или просвечивающем микроскопах.
Реализация методики осуществляется с использованием специального малогабаритного устройства для подготовки анализируемой поверхности. Устройство оснащено гибким приводом со шлифовальными и полировальными сменными головками диаметром от 25 мм и более. Процесс подготовки поверхности состоит из чернового шлифования (2,5—5,0 мкм), предварительного шлифования (4,2—2,5 мкм), окончательного шлифования (0,2—1,2 мкм), тонкого шлифования и полирования (0,025—0,1 мкм). Для выявления микроструктуры рекомендуется проводить химическое или электрохимическое травление реактивами, указанными в ОСТ 34-70-690-96. Наибольшее распространение получили реактивы, указанные в табл. 1.
Для идентификации карбидов в сплавах на никелевой основе проводится дополнительное травление реактивом: 10 г K3Fe3(CN)6+10 г КОН+100 мл Н2О. Для выявления коррозионных язв, микротрещин, оценки загрязненности металла неметаллическими включениями и определения типа их расположения (точечные, строчечные) рекомендуется использовать реплики, снятые с нетравленой поверхности.
Для получения реплик на подготовленные описанным способом микрошлифы стеклянными палочками наносится разжиженная масса полимерного материала (полистирол, или рентгеновская пленка, или лента для магнитной записи, растворенные в дихлорэтане, бензоле или ацетоне). После высыхании и полимеризации в течение 10—45 минут реплика отделяется от микрошлифа и может быть исследована стандартными металлографическими методами (на стандартном металлографическом микроскопе, в электронных растровом или просвечивающем микроскопах).
Реактивы
Таблица 1
Номер | Назначение | Состав |
1 | для перлитных сталей | 5%HNO3 в спирте |
2 | для нержавеющих хромистых сталей | пикриновая кислота — 1 г + НС1 — 5мл + спирт 100 мл |
3 | для сплавов на никелевой основе и аустенитных нержавеющих сталей | раствор FeCl3 - 25 г + НCl — 25 мл + спирт — 50 мл |
Оценка макро-, микроструктуры металла и сварных соединений производится в соответствии с ОСТ 34-70-690-96, ГОСТ10243-75, ГОСТ 22838-77 (для оценки макроструктуры), ГОСТ 1778 и ГОСТ 5639 (для оценки загрязненности металла включениями и величины зерна), ГОСТ 8244-56 (эталоны микроструктуры), ГОСТ 5640-68 и ТУ 14-3-460-75 (оценка изменений микроструктуры углеродистых и перлитных сталей), ГОСТ 8233-66, РТМ 10-81, РД 34.15.027-93 (оценка изменений микроструктуры сварных соединений). В ряде случаев метод позволяет выявить наличие на поверхности микротрещин.
В последние годы нашел применение переносный металлографический микроскоп, имеющий следующие технические данные: Поле зрения при наблюдении в окуляр: 1800 мкм; 380 мкм Увеличение при наблюдении в окуляр: х 100; х500. Поле зрения при использовании видеокамеры: 530x730 мкм; 130x95 мкм. Масса микроскопа (без компьютера): не более 3 кг. Рабочее положение на трубопроводе: любое. Регистрация видеоизображения производится с записью на видеомагнитофон, записью в “ноутбук”.