3. СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ И РЕГУЛЯТОРЫ
Сварочные агрегаты применяются в различных отраслях отечественного производства, главным образом при строительстве и монтаже всевозможных объектов.
При электродуговой и электрошлаковой сварке основным потребителем электрической энергии является дуговой разряд, представляющий собой мощное сосредоточение источника тепла. Источником электрической энергии
при этом служит сварочный трансформатор, к которому подключаются электроды. Сварочные трансформаторы состоят из трансформатора и регулирующего устройства (реактора), служащего для регулирования тока на вторичной стороне трансформатора. Сварочный ток регулируется за счет изменения индуктивного сопротивления реактора (изменяется воздушный зазор магнитопровода). При увеличении воздушного зазора реактивное сопротивление уменьшается и растет сварочный ток.
Повышенное индуктивное сопротивление сварочного контура необходимо для получения крутопадающей внешней характеристики вторичного контура трансформатора с целью стабилизации сварочного тока, обеспечения устойчивости сварочной дуги и улучшения формирования сварного шва. Рабочий режим сварочного трансформатора по току нагрузки близок к режиму короткого замыкания (КЗ), а именно: дуга каждый раз зажигается при кратковременном замыкании сварочной цепи, что, однако, не вызывает большого броска тока из-за повышенной индуктивности вторичного контура.
Кроме основного режима (КЗ), сварочный трансформатор имеет еще нагрузочный режим и режим холостого хода (XX). Сварочные трансформаторы выполняются с отдельным дросселем в двухкорпусном исполнении и без отдельного дросселя в однокорпусном исполнении.
Отечественные сварочные трансформаторы потребляют РМ в 1,5—1,7 раза больше, чем активную. Вследствие этого значение cos φ трансформатора весьма низко и не достигает уровня 0,7.
Однопостовые сварочные трансформаторы выполняются на напряжение XX 60 — 70 В при рабочем напряжении около 30 В и cos φ = 0,5+0,52, а многопостовые — на напряжение XX 60—80 В с cos φ<0,7. Наиболее высокий cos φ (около 0,64 — 0,68) имеет место у сварочных трансформаторов в однокорпусном исполнении типа ТСК. Это объясняется тем, что заводы-изготовители комплектуют их конденсаторами для повышения cos φ.
Таблица 1. Формулы для определения реактивной мощности, потребляемой электроприемниками и генерируемой источниками
Потребители и источники РМ | Формула по определению потребляемой (генерируемой) РМ | Обозначения и размерности |
Асинхронные двигатели |
| Qp— РМ намагничивания, кВар; |
Силовые трансформаторы |
| Qx—РМ, потребляемая на холостом ходу, кВар; |
Аппараты контактной электросварки |
| Q — РМ, потребляемая аппаратами контактной электросварки, кВар; |
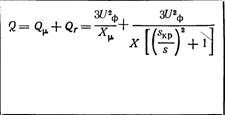
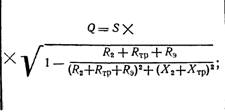
|
| токового контура и электродов соответственно, Ом; |
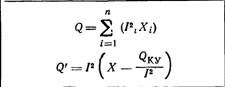
Реакторы |
| Q—РМ, потребляемая реактором из сети, кВар; |
Электропечные установки |
| Q — РМ, потребляемая печью, кВар; |
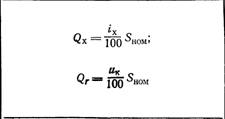
Преобразовательные установки (ртутная выпрямительная установка с сеточным регулированием) |
| SHOM — номинальная мощность питающего трансформатора, кВ-А; |
Линии электропередачи |
| Q — реактивная емкостная мощность, генерируемая линией, вар; |



Продолж. табл. 1
Потребители и источники РМ |
Формула по определению потребляемой (Генерируемой) РМ | Обозначения и размерности | ||
|
| Ьо — удельная реактивная проводимость кабеля, См/км; | ||
Синхронные двигатели |
| Qmax — максимальная компенсирующая способность СД, %; | ||
Конденсаторные установки |
| QK — РМ, генерируемая КУ, кВар; | ||
Конденсаторные установки |
| Qk»—на ивы годнейшая мощность КУ до 1000 В, кВар; | ||
Синхронные компенсаторы |
|
QC£ — РМ, отдаваемая синхронным компенсатором, кВар; | ||


Таблица 2. Методы определения реактивной мощности, потребляемой АД, по каталожным данным
Определяемая величина | Формула | Обозначения и размерности |
РМ намагничивания |
| /х — ток XX, А; |
РМ поля рассеяния |
| g — коэффициент нагрузки АД; |
РМ при работе АД на холостом ходу |
| Ктах — коэффициент максимума по активной мощности; |
РМ группы АД |
| ну, кВар; |



Если сварка производится источниками постоянного тока, то применяются специальные сварочные генераторы с независимым возбуждением и размагничивающей последовательной обмоткой. Большое распространение в сварочном производстве получили преобразователи, состоящие из сварочного генератора и приводного электродвигателя. В качестве источников постоянного тока при сварке применяются также сварочные селеновые выпрямители, состоящие из понижающего трехфазного трансформатора, выпрямительного блока и пускорегулирующего устройства. Сварочные выпрямители также являются потребителями реактивной мощности, и значение их cos φ находится в пределах 0,64 — 0,94.
В промышленности широкое применение получила электросварка на переменном токе, поэтому вопросы повышения экономичности работы данных сварочных электроагрегатов являются важными.
В табл. 1 приведены формулы для определения реактивной мощности, потребляемой промышленными электроприемниками и генерируемой источниками, а в табл. 2 — формулы для определения реактивной мощности, потребляемой АД, по каталожным данным.