Щетки для электрических машин предприятий металлургической промышленности.
Предприятия черной и цветной металлургии являются весьма крупными потребителями электроэнергии в общем балансе страны. Так, к 1967 г., когда выплавка стали в СССР достигла 100 млн. т, установленная мощность электрических машин на предприятиях черной металлургии превысила 20 млн. кВт, а общее количество потребленной электроэнергии превзошло 54,4 млрд. кВт-ч. Последняя цифра составляет примерно 9,3% общего количества произведенной тогда в стране электроэнергии. Электровооруженность предприятий цветной металлургии в 1967 г. характеризовалась следующими цифрами (табл. 9-10):
Таблица 9-10
Наименование оборудования | Количество | Общая мощность, млн. кВт |
Электрогенераторы | 1 273 | 1,0 |
Трансформаторы | 19 568 | 16,8 |
Электродвигатели | 413 231 | 8,1 |
Преобразователи | 11 142 | 5,5 |
Перечисленные здесь виды оборудования потребляли более 10% вырабатываемой в стране электроэнергии.
Современное предприятие черной металлургии представляет собой сложный комплекс различных производств, каждое из которых осуществляет определенные технологические процессы и производственные операции, направленные на переработку руды или агломерата в чугун, сталь и прокат. Установленная мощность электрических машин на современном крупном металлургическом комбинате достигает 2,5—3,0 млн. кВт при общем количестве этих машин, доходящем до 70 тыс. шт. Из указанного количества около 20% составляют коллекторные электрические машины постоянного тока и машины с контактными кольцами, для обеспечения нормальной работы которых необходимо одновременно установить 80—100 тыс. электрощеток. Эти электрощетки вместе с машинами, на которых они используются, рассредоточены по обширной территории металлургического предприятиями правильная организация их эксплуатации представляет собою сложную задачу, которая на разных производствах решается по-разному.
В производстве агломерата и в коксохимическом производстве основная часть приводов работает от сети переменного тока. Исключение составляет группа двигателей, установленных на передвижных машинах коксовых печей. Эти двигатели питаются от сети постоянного тока напряжением 220 В. Они обслуживают коксовыталкиватели, двересъемные машины, углезагрузочные вагоны и электровозы тушильных вагонов*. Указанные двигатели принадлежат в основном к серии крановых двигателей КПД и КПДН. Их мощность лежит в пределах 4,3— 83 кВт, все они оборудуются электрощетками марки ЭГ14.
На электрооборудовании постоянного тока, используемом в доменном производстве, удовлетворительная работа узла токосъема обеспечивается применением одной- двух марок щеток. Основные генераторы преобразовательных агрегатов скиповой лебедки главного подъема (машины типов МП551-1/3, ГП-55/24-6, ГП-55/34-4, ГП-74/29-6, КП-4-4, ПВК-6-4) снабжаются электрощетками марки ЭГ14. На приводных моторах скиповых лебедок (машины типов КПД-800/447, КП-4-4, ДП-55/24-4, ДП-55/34-4) в качестве основных используются электрощетки той же марки ЭГ14 и иногда встречаются изделия марки ЭГ4. Такое же сочетание используется на приводах лебедок конусов (машины типов КПД-22/1002, ПН-400, ПН-1000, МП-800/447), вращающихся распределителей (машины типов ПН-290, КП-110/734, КПД-110/734), коксового грохота (машины типов КП-110/734, КПД-110/734, КПД-150/704) и ряда других вспомогательных механизмов системы загрузки, уборки и разливки чугуна.
Электрооборудование мартеновского производства представлено крановыми двигателями серий КПД, КПДН и ДП, имеющими следующие основные характеристики (табл. 9-11):
Таблица 9-11

* На новых заводах перечисленные механизмы снабжены двигателями переменного тока серий МТБ, МТКВ и МТМ.
Двигатели КПД и КПДМ имеют защищенное или закрытое исполнение; двигатели ДП — закрытые с изоляцией повышенной теплостойкости. Работа скользящего контакта двигателей перечисленных серий обеспечивается путем применения электрощеток марки ЭГ14. Таким образом, нормальная эксплуатация элементов узла токосъема электрических машин в рассмотренных цехах металлургических предприятий обеспечивается за счет использования весьма ограниченного количества марок электрощеточных материалов, индекс коммутации которых лежит в пределах Ν=1,04-1,8.
Принципиально по-другому обстоит дело в прокатном производстве. Здесь сосредоточено до 70% всего количества эксплуатируемых на заводах черной металлургии электрических машин, причем в их число входят наиболее крупные агрегаты, единичная мощность которых превышает 10 тыс. кВт. Эти машины обслуживают прокатные станы, классифицируемые в соответствии со следующей схемой:
А — реверсивные регулируемые прокатные станы (блюминги, слябинги, рельсобалочные, крупносортные, толстолистовые, среднелистовые, универсальные, станы холодной прокатки).
Б — нереверсивные регулируемые прокатные станы (непрерывные и полунепрерывные станы — тонколистовые, полосовые, проволочные, сортовые, трубопрокатные, бандажные, холодной прокатки).
В — нереверсивные нерегулируемые прокатные станы.
а) Двухвалковые станы — непрерывные заготовочные и тонколистовые (старых типов); черновые клети сортовых и проволочных станов.
б) Трехвалковые станы — листовые и сортовые.
Работа реверсивных станов характеризуется резкими и частыми пиками нагрузки, большим числом включений (до 1 000 в час) и широким интервалом изменения скорости. Нереверсивные регулируемые станы для обеспечения оптимальных режимов прокатки требуют изменения скорости валков в пределах от 1:1,5 до 1:4. И в том и в другом случае для приведения во вращение валков необходимы значительные мощности. Перечисленные требования к приводу прокатных станов в отечественной металлургии удовлетворяются главным образом за счет применения электрических машин серии ГП, МП, ПБК и машин единой серии П.
Машины серии ГП представляют собою открытые или защищенные генераторы индивидуального питания мощных электродвигателей главного привода и привода вспомогательных механизмов прокатных станов. Мощность машин этой серии лежит в пределах от 500 до 8 500 кВт при напряжении 250—900 В и частоте вращения 330—1 000 об/мин. Машины серии МП, изготавливаемые в открытом или защищенном исполнениях, используются в качестве электродвигателей главных и вспомогательных механизмов прокатных станов. Предельные мощности машин этой сери в одноякорном исполнении достигают 9 000 кВт при напряжении до 900 В. Примерно такими же характеристиками обладают машины серии ПБК. Они выпускаются для работы как в генераторном, так и в двигательном режимах. Изготавливаются в открытом, защищенном и закрытом исполнениях; в последнем случае имеют принудительную систему охлаждения.
Возможностью работать в генераторном и двигательном режимах обладают также и электрические машины единой серии П. Машины этой серии характеризуются высокой степенью унификации деталей и узлов, высоким вращающим и малым маховым моментами. Последнее позволяет осуществлять реверсирование с большой скоростью, что обеспечивает существенное повышение производительности реверсивных прокатных станов. Для нужд прокатного производства в серии П предназначены машины 18—26-го габаритов. Одноякорные машины этого участка серии перекрывает интервал мощности от 1 560 до 6 000 кВт при напряжении до 1 000 В. В машинах рассматриваемой серии реализован ряд оригинальных расчетных и конструктивных решений, обеспечивших достижение при их изготовлении и эксплуатации современных технических и экономических показателей. В табл. 9-12 приведены некоторые сведения об изготавливаемых отечественной промышленностью электрических машинах, предназначенных для применения в прокатных цехах металлургических предприятий.
Для обеспечения нормального функционирования скользящего контакта электрических машин прокатного производства отечественная промышленность выпускает электрощетки марок 611М, ЭГ4, ЭГ14, ЭГ20, ЭГ51, ЭГ74 и ЭГ74Л.
Тип машины | Основные характеристики машины | Назначение машины |
ГП-16-3000 | 3 000 кВт; 750 В; 375 об/мин | Генератор преобразовательного агрегата обжимного стана |
ГП-20-3500 | 3 500 кВт, 750 В, 360 об/мин | То же |
ГП-8500-375 | 8 500 кВт, 900 В, 375 об/мин | » » |
МП-2500-80 | 1 840 кВт, 750 В, 80/160 об/мин | Привод клети „дуо“ сортопрокатного стана „800“ |
МП-6200-80 | 4 560 кВт, 750 В, 80/160 об/мин | Привод клети „трио“ сортопрокатного стана „800“ |
МП-7000-24 | 5 150 кВт, 750 В, 50/120 об/мин | Привод реверсивной клети обжимного стана |
2МП-16000-65 | 16 000 кВт, 900 В, 65/90 об/мин | Привод реверсивной клети обжимного стана |
ПБК-16-17 | 2 047 кВт, 460 В, 50/120 об/мин | Привод рельсобалочного стана „900“ |
ПБК-250/145 | 4 560 кВт, 865 В, 70/120об/мин | Привод реверсивной клети обжимного стана |
ПБК-380/125 | 7 400 кВт, 860 В, 60/90 об/мин | То же |
ПВК-9100/67 | 10 000 кВт, 1 000 В, 67/90 об/мин | » » |
П23/165-4,6 | 6 000 кВт, 1 000 В, 50/90 об/мин | » » |
2П25/105-4 | 8 000 кВт, 930 В, 50/95 об/мин | » » |
Дать однозначные указания по поводу того, какие из перечисленных здесь марок более всего подходят к тому или иному типу электрических машин, невозможно, поскольку машина данного типа может выполнять в технологическом процессе прокатного производства различные производственные функции, т. е. имеет различные нагрузочные диаграммы. Кроме того, техническое состояние машин не является постоянным. Сочетание перечисленных показателей с настройкой электрических и магнитных цепей машин и определяет выбор наиболее пригодной для данных условий работы марки электрощеток. При благоприятном сочетании упомянутых показателей скользящий контакт электрических машин рассматриваемого назначения способен удовлетворительно функционировать со щетками, индекс коммутации которых лежит в пределах 1—2 (марки 611М, ЭГ4, ЭГ14). При нарушении такого сочетания приходится переходить к использованию электрощеток, значения индекса коммутации которых приближаются к трем, т. е. в состав которых входит значительное количество сажи (марки ЭГ51, ЭГ74 и их модификации).
Иллюстрацией описываемого положения могут служить имеющиеся факты вполне удовлетворительной эксплуатации весьма мощных электрических машин, обслуживающих обжимные и рельсобалочные станы со щетками марок 611М и ЭГ4. Известны также случаи, когда плохо настроенные машины прокатного производства, неудовлетворительно работавшие с электрощетками марки ЭГ74, после соответствующей накладки и регулировки вполне успешно эксплуатировались со щетками марок ЭГ4 и 611М. Однако в качестве общего правила следует считать, что для применения на современных высокоиспользуемых электрических машинах прокатного производства наиболее пригодными являются электрощетки марок ЭГ51, ЭГ74 и их модификации, содержащие пропитывающие вещества (например, ЭГ74Л).
Зарубежные фирмы для прокатных и крановых электрических машин выпускают электрощетки разных марок (табл. 9-13):
Таблица 9-13

Таблица 9-1
Характеристики электрощеточных материалов, предназначенных для использования на электрических машинах металлургической промышленности


Технические характеристики электрощеточных материалов отечественного и зарубежного производства, предназначенных для использования на электрооборудовании металлургической промышленности, приведены в табл. 9-14.
Из перечисленных здесь материалов изготавливаются электрощетки, наиболее распространенные фасоны и конструкции которых показаны на рис. 9-1. Размеры щеток имеют следующие значения:

Электрощетки, размер которых в тангенциальном направлении равен или превышает 12,5 мм, очень часто имеют разрезную конструкцию. Подобное мероприятие повышает коммутационные способности щеточно-коллекторного узла электрических машин (см. рис. 6-6).
Возвращаясь к рассмотрению табл. 9-3, можно установить, что значения приведенных в ней численных значений технических характеристик электрощеточных материалов, изготавливаемых в различных странах, являются весьма близкими.
Примерно в таком же соотношении находятся и эксплуатационные свойства изготовленных из этих материалов электрощеток. Как показывают многолетние наблюдения за эксплуатацией в прокатных цехах металлургических заводов электрооборудования отечественного и зарубежного производства, скорость изнашивания используемых там электрощеток зависит от марки материала, режима работы электрических машин (генераторный, двигательный) и, естественно, от их технического состояния. Исключая из рассмотрения случаи особо значительных отклонений от установленных норм технического состояния этих машин, при правильном выборе электрощеток параметры кривых распределения скорости изнашивания последних имеют вид, представленный в табл. 9-15.
Таблица 9-15


Рис. 9-1. Фасоны и конструкции щеток, используемых на электрических машинах металлургической промышленности.
Приведенным критериям удовлетворяет большинство электрощеток, изготавливаемых как отечественной, так и зарубежной промышленностью. Обширный фактический материал, иллюстрирующий справедливость приведенной оценки, содержится в [Л. 1-4, 3-1, 6-6].
Электроэнергетика предприятий цветной металлургии обслуживает процессы электролиза, электротермии и электрометаллургии. Первый из названных процессов для рассматриваемых в настоящей работе вопросов представляет наибольший интерес, так как именно здесь используется наибольшее количество электрощеток. Они установлены на генераторах преобразовательных агрегатов, снабжающих электролитические ванны постоянным током. Потребляемый ванной ток при электролитическом рафинировании меди лежит в пределах 2 000—15 000 А. При производстве алюминия эта величина повышается до 30 000—50 000 А. Расход электроэнергии на производство 1 т металла в первом случае (т. е. для меди) доходит до 300 кВт-ч, а во втором до 17 000—20 000 кВт-ч. Указанные параметры основных технологических процессов переработки цветных металлов определяют характеристики генераторов, используемых в качестве источника энергоснабжения ванн: они должны генерировать значительные токи. Последнее в свою очередь приводит к возрастанию общего числа устанавливаемых на машине электроугольных изделий.
В конструктивном отношении отличительных особенностей эти изделия не имеют. Они подобны изображенным на рис. 9-1. Аналогичное замечание может быть сделано и по отношению к материалам, из которых изготавливаются электрощетки рассматриваемого назначения. В отечественных и зарубежных каталогах нет указаний о специальных марках этих материалов для подобных генераторов. Обычно для них выбираются электрощетки из числа перечисленных в табл. 9-14. Сделанное замечание распространяется на генераторы электролизерных установок с напряжением более 100—120 В и не касается генераторов преобразовательных агрегатов, работающих при напряжениях до 110 В. В последних случаях машины оборудуются электрощетками, содержащими в своем составе тем большее количество меди, чем меньшим является напряжение генератора. Применительно к электрическим машинам, используемым в металлургической промышленности, описываемая схема имеет вид, приведенный в табл. 9-16.
Многие из перечисленных здесь марок материалов имеют еще одну специализированную область применения — контактные кольца синхронных и асинхронных электрических машин и одноякорных преобразователей. Подобные машины распространены в металлургической промышленности достаточно широко. В результате их обследования установлено, что они снабжены контактными кольцами, изготовленными из материалов, перечисленных в табл. 9-17.

Таблица 9-17

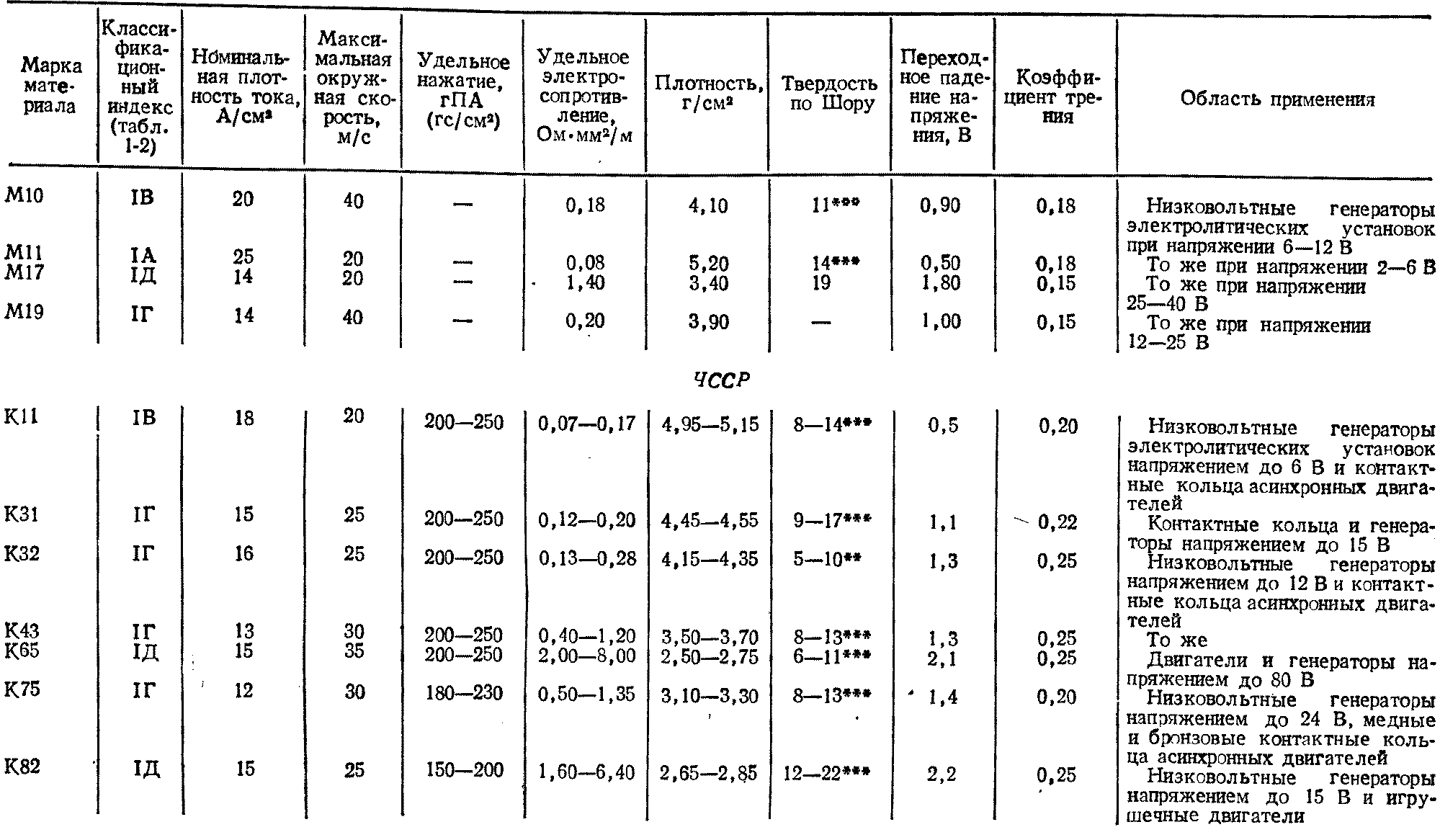
Характеристики электрощеточных материалов, предназначенных для использования на низковольтных электрических машинах постоянного тока и машинах с контактными кольцами, подробно описаны в табл. 9-18. Значения средней скорости изнашивания электрощеток, используемых на контактных кольцах, располагаются в интервале 0,5—3,5 мм/1 000 ч эксплуатации. Среднее квадратическое отклонение этой величины лежит в пределах 0,3—1,4 мм/1 000 ч эксплуатации.
Изучение поведения электрощеток на генераторах преобразовательных агрегатов электролизерных установок показывает, что наряду с использованием здесь электроугольных изделий с низкими значениями индекса коммутации (марки ЭГ4, ЭГ14) имеют место случаи, когда приходится прибегать к использованию изделий, обладающих весьма высокими коммутирующими свойствами (марка ЭГ74 и ее модификации). Необходимость в подобном мероприятии обычно возникает на машинах старых выпусков при работе их в номинальных и перегрузочных режимах. Вообще следует заметить, что работа элементов скользящего контакта на генераторах электролизерных установок обладает одной особенностью, заключающейся в следующем: при процессе электролиза в рабочем растворе происходит уменьшение содержания добываемого металла. В результате происходит увеличение внутреннего сопротивления ванн и для поддержания требуемого тока к ним приходится прикладывать во много раз большие напряжения. При добавлении в ванну новой порции электролита происходят явления, обратные только что описанным: снижается ее внутреннее сопротивление и возникает необходимость в уменьшении прикладываемого напряжения. Описываемые явления могут чередоваться достаточно быстро, и, поскольку система регулирования напряжения источника питания не является безынерционной, создаются условия для возникновения искрения под электрощетками [Л. 9-4].
Последнему способствует также неравномерное распределение тока между параллельно включенными электрощетками одного бракета, число которых на генераторах рассматриваемого назначения особенно велико (15— 20 шт.).
Таблица 9-18
Характеристики щеточных материалов, предназначенных для использования на электрических машинах с контактными кольцами и на низковольтных электрических машинах металлургической промышленности

Продолжение табл. 9-18


Продолжена?, табл.





* Помимо перечисленных электрощеток отечественного производства на контактных кольцах могут работать изделия марок ЭГ14, ЭГ4 и 611М. Изделия последней марки рекомендуются также для машин постоянного тока напряжением свыше 80 В (см. табл . 9-14).
** Твердость по ГОСТ 9506-65.
*** Твердость по Бринеллю, 107 Па.
По поводу скорости изнашивания электроугольных изделий, используемых на генераторах электролизерных установок, можно заметить, что она весьма близка к той, которая характерна для других случаев применения этих изделий на машинах металлургической промышленности. Аналогичная оценка приводится и французскими авторами, указывающими, что значения этой величины лежат в пределах 2,5—5,0 мм/1 000 ч эксплуатации. Меньшие значения получены на генераторах, окружная скорость на рабочей поверхности коллекторов которых составляет 15—18 м/с, а большие на машинах, где она превышает 25 м/с [Л. 9-4].