Разборка электродвигателя.
Для ремонта снимают верхние половины щитов при помощи тали. Замаркировав положение вентиляторов, снимают их. С обеих сторон электродвигателя устанавливают разборные металлические леса на высоте, обеспечивающей выполнение работ в верхней части обмотки статора.
Ремонт статора.
Для проверки состояния активной стали, пазовых клиньев и выполнения переклиновки снимают три-четыре рядом расположенных полюса ротора. Для этого разбирают болтовые соединения пусковой обмотки и крепления полюсов к магнитному колесу, снимают изоляцию и распаивают межполюсные соединения. Затем демонтируют полюсы и укладывают их на стеллаж. Снимают и устанавливают полюсы при помощи приспособления, состоящего из тележки, направляющих и стеллажа. Тележка устанавливается на четырех катках с ребордами и передвигается по направляющим, один конец которых установлен на горизонтальном разъеме щита электродвигателя, а другой — на стеллаже. Для демонтажа полюса ротор разворачивают так, чтобы полюс находился у горизонтального разъема щита, устанавливают его на тележку и подают по натравляющим на стеллаж.
При проведении ремонта статора ротор периодически проворачивают реечным домкратом. В качестве упора используют палец, устанавливаемый в отверстие полумуфты. В остальном все работы по статору синхронного электродвигателя аналогичны описанным выше работам при ремонте статоров асинхронных электродвигателей.
Ремонт ротора.
При осмотре ротора необходимо обратить внимание на состояние соединений пусковой обмотки, межполюсных соединений, катушек и крепления полюсов. Болтовые соединения пусковой обмотки должны быть обтянуты, контактная поверхность залужена и не должна иметь следов перегрева. Места пайки стержней пусковой обмотки с сегментами проверяют на отсутствие дефектов. Межполюсные соединения не должны иметь следов перегрева и дефектов изолировки. Надежность работы обмотки возбуждения во многом зависит от плотности посадки катушек полюсов и затяжки болтов крепления полюса к магнитному колесу. Плотность установки катушек проверяют простукиванием в торец изоляционной прокладки (шайбы) молотком массой 0,3—0,5 кг. Дребезжание изоляционной прокладки свидетельствует о слабой посадке катушки. Плотность установки катушек проверяется у всех полюсов. Ослабление посадки катушек устраняют обтяжкой болтов крепления полюса. Если после обтяжки болтов катушка сидит слабо, то устанавливают дополнительную прокладку. Шайбы, имеющие трещины, заменяют новыми. При установке новой шайбы замеряют превышение плоскости шайбы над посадочной поверхностью сердечника полюса, которое должно быть равно 0,1—0,2 мм, и проверяют с помощью приспособления, изображенного на рис. 1. При меньшей величине превышения не будет обеспечена плотность установки катушки, при (большей величине будет зазор между сердечником полюса и магнитным колесом, а также уменьшится воздушный зазор под башмаком. После выполнения замеров полюс устанавливают на ротор и проверяют величину воздушного зазора.
Межполюсные соединения паяются припоем ПОС-40 при помощи ацетиленовой горелки или клещей. Катушки и изоляционные шайбы перед пайкой теплоизолируют асбестом. При пайке следует избегать чрезмерного перегрева, так как это может привести к распайке соединений выводных лепестков с медью катушки полюса.
После (пайки межполюсные соединения опиливают напильником, удаляют наплывы, осматривают лайку, очищают асбест; изоляционные шайбы и катушки осматривают на отсутствие подгаров. Межполюсные соединения изолируют лакотканью и покрывают киперной или стеклянной лентой.
Дефекты (паек стержней пусковой обмотки с короткозамыкающими сегментами устраняют подпайкой медно-фосфористым припоем.
Полюса, имеющие подгары соединений пусковой Обмотки, а также отслаивание полуды, демонтируют.
Контактные поверхности шинок тщательно зачищают до металлического блеска, обезжиривают бензином, погружают в раствор флюса, а затем в ковш с расплавленным припоем ПОС-40. После наложения полуды осмотром проверяют ее качество.
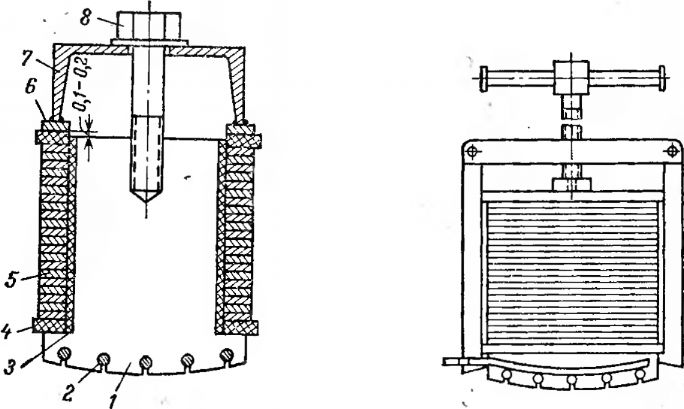
Рис. 1. Приспособление для проверки превышения шайбы над сердечником полюса электродвигателя СДСЗ-2000-100. 1 — сердечник; 2 — стержень пусковой обмотки; 3 — корпусная изоляция; 4 — шайба; 5 —катушка; 6— полоса стальная 8X20: 7 — швеллер № 14; 8 — болт 424X100.
Рис. 2. Приспособление для снятия катушки с сердечника полюса.
При осмотре токоподвода, соединяющего катушки полюсов с контактными кольцами, обращают особое внимание на качество паек и плотность затяжки болтов, крепящих токоподвод к контактным кольцам.