Однако непосредственно у технологического оборудования из-за роста пленки активных отложений на поверхностях, омываемых теплоносителем, наблюдается достаточно быстрый во времени рост мощности дозы γ-излучения. Установлено, что вне зависимости от мощности реактора на АЭС с реакторами PWR и ВВЭР мощность дозы γ-излучения на эффективный год работы возрастает на 7—30 мкбэр/с (в зависимости от назначения оборудования) и на АЭС с реакторами BWR, а также с реакторами РБМК—на 30—45 мкбэр/с (рис. 6.1); у отдельных видов оборудования мощность дозы γ-излучения растет со временем эксплуатации быстрее. Так, на Нововоронежской АЭС на четвертый год эксплуатации мощность дозы у трубчатки парогенераторов достигала 500—600 мкбэр/с; примерно через 2 года эксплуатации Белоярской АЭС мощность дозы у основного оборудования в среднем составляла 25—30 мкбэр/с на первом блоке и доходила до 50 мкбэр/с на втором. Рост мощности дозы y-излучения у оборудования АЭС с реакторами РБМК-1000 иллюстрирует рис. 6.2. Мощность дозы y-излучения у оборудования парового участка технологического контура одноконтурной АЭС существенно ниже, чем у оборудования, омываемого водой.
Мощность дозы может меняться даже в пределах одной единицы оборудования; например, замечено, что в пределах парогенератора ее значения изменяются в 15—20 раз и даже больше: наибольшее значение — у входного патрубка и внутри парогенератора. Обычно мощность дозы на нижней стороне трубопровода несколько выше чем на верхней. Естественно, что подлине технологического контура мощность дозы распределена неравномерно (рис. 6.3).

Рис. 6.2. Рост мощности дозы γ-излучения у оборудования АЭС с РБМК-1000, АМБ-1, АМБ-П со временем:
а — обобщенная зависимость для АЭС с РБМК: 1 — максимальное значение: 2 — минимальное значение; б — мощность дозы у отдельных единиц оборудования АЭС с АМБ-100; в — то же АЭС с АМБ-200; О — калачи технологических каналов; О — ГЦН; х — отключающие устройства; Д — рабочее место машиниста турбины
На некоторых участках оборудования отмечается наличие так называемых «горячих точек», мощность дозы в которых аномально возрастает на несколько порядков по сравнению с ее значением в соседних точках.
Поскольку рост мощности дозы y-излучения у оборудования связан с накоплением на его поверхностях активных отложений, главным образом ПК, то в разные периоды времени работы АЭС мощность дозы определяется излучением разных нуклидов: в начальные периоды работы — короткоживущих, а в более позднее время — долгоживущих, главным из которых является 60Co. Соотношение между вкладами y-излучения разных нуклидов в полную мощность дозы, так же как и в полную активность отложений, зависит в первую очередь от того, какие материалы применены для изготовления оборудования технологического контура. Очевидно, что из состава оборудования следует исключать материалы, содержащие кобальт. Рис. 6.4 иллюстрирует, как изменяется со временем мощность дозы γ-излучения у оборудования АЭС в зависимости от того, применены или нет материалы, содержащие кобальт.
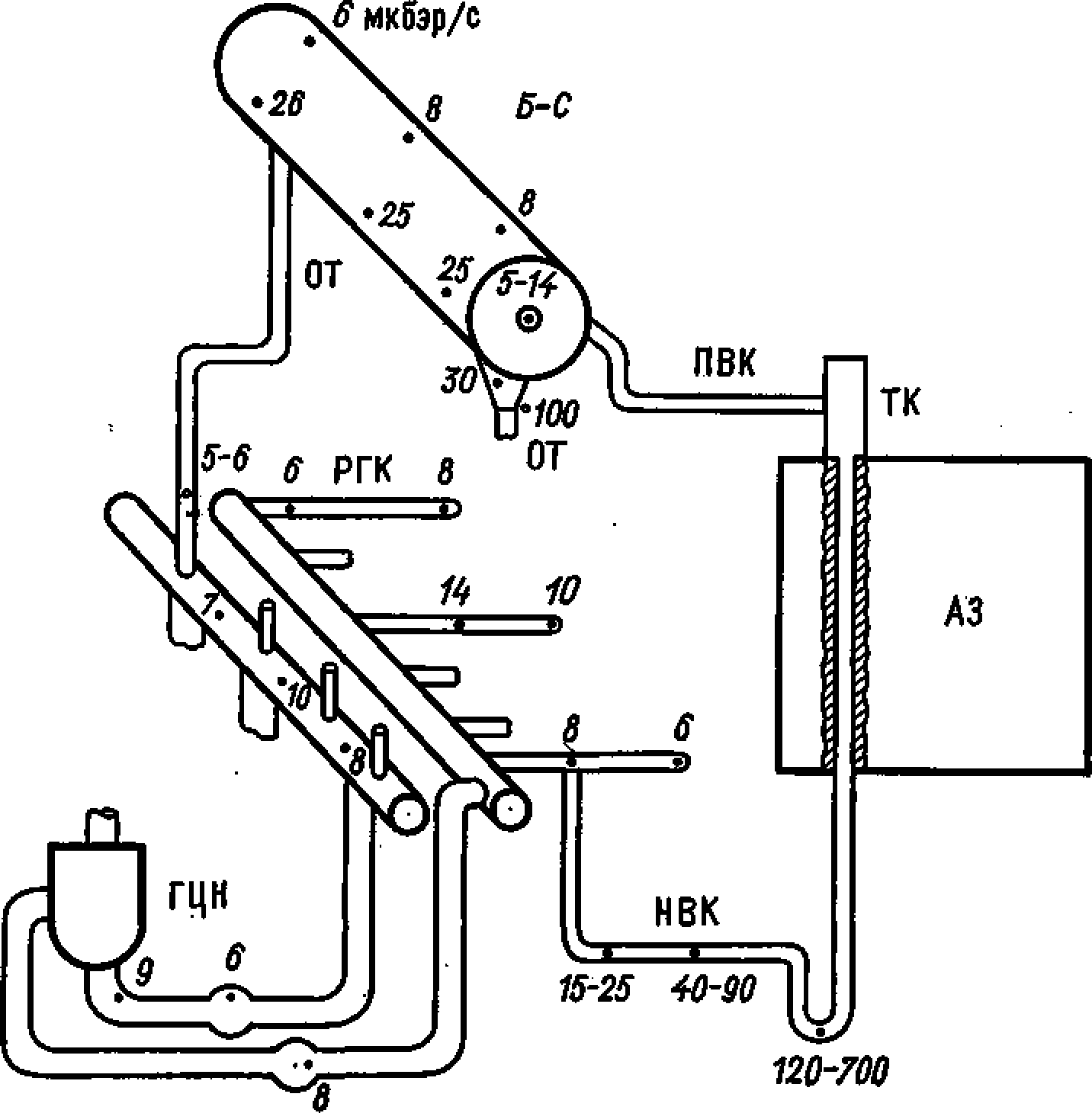
Рис.6.3. Распределение мощности дозы (мкбэр/с) по длине технологического контура АЭС с РБМК-М100:-
Б-С — барабан-сепаратор; ПВК — пароводяные коммуникации; ТК — технологический канал; АЗ — активная зона реактора; НВК — нижние водяные коммуникации; ГЦН — главный циркуляционный насос; РГК — раздаточный групповой коллектор; ОТ — отпускные трубопроводы
Изменение мощности дозы γ-излучения по длине технологического контура обусловлено различием в активности пленки отложений ПК на разном оборудовании, что в свою очередь связано с условиями осаждения ПК из теплоносителя на поверхность оборудования, зависящими от многих параметров (см. п. 4.3.3). Горячие точки у оборудования являются следствием прилипания к поверхности крупных высокоактивных частиц ПК, образовавшихся в результате отслоения пленки ПК с поверхности, находящейся в активной зоне реактора и перенесенной теплоносителем на поверхность вне активной зоны, или частички металла, оставшейся в контуре после монтажа оборудования (например, сварочный грат) и многократно перенесенной теплоносителем через активную зону.
При эксплуатации АЭС с большим числом поврежденных твэлов происходит загрязнение поверхности оборудования также продуктами деления, и вклад их излучения в мощность дозы может быть достаточно большим — до 50%. Однако такая ситуация принципиально возможна на АЭС, работающих по двухконтурной схеме когда допускается сравнительно высокое содержание ПД в теплоносителе.

Рис. 6.4, Вклад y-излучения разных нуклидов продуктов коррозии о мощность дозы у оборудования технологического контура АЭС с реактором РБМК в зависимости от времени
На одноконтурных АЭС содержание ПД в теплоносителе не может быть большим из-за ограничений мощности выброса АЭС во внешнюю среду (см. §7.2).