9.1. В процессе подготовки, выполнения сборочно-сварочных работ и заключительных операций, оценки качества собранного фланцевого разъема должен производиться контроль и фиксироваться его результаты.
9.2. Контролируются:
- материалы (основные и сварочные);
- рабочий и инженерно-технический персонал;
- приспособления и аппаратура;
- геометрические размеры;
- сварные соединения;
- соблюдения требований к эксплуатации.
9.3. Контроль материалов, рабочего и инженерно-технического персонала, сварочной и измерительной аппаратуры должен производиться в соответствии с требованиями Правил Госгортехнадзора СССР.
9.4. Геометрические размеры контролируются в соответствии с требованиями конструкторской документации и настоящей Инструкции.
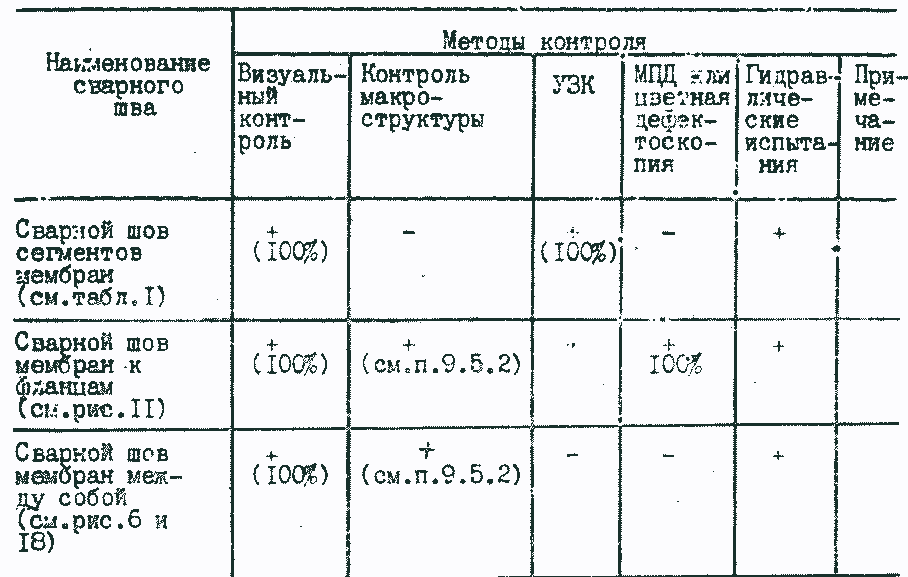
9.5. Контроль сварных соединений производится в соответствии с табл.3, требованиями конструкторской документации и Правил Госгортехнадзора СССР.
9.5.1. Визуальный контроль выполняется послойно невооруженным глазом или с помощью лупы 4-10-кратного увеличения с применением переносных источников света, шаблонами и мерительным инструментом. При визуальном осмотре контролируется также маркировка согласно требований (разд.8) настоящей Инструкции.
9.5.2. Контроль макроструктуры проводить по ПК 1514-72 для оборудования АЭС, ПК ОЗЦС - для оборудования ТЭС. Объемы контроля определяются по вышеуказанным правилам контроля.
9.5.3. УЗК сварных соединений выполнять по ГОСТ Ι4782-76 (ОСТ 108.004. 108-80). Оценка качества по ПК 1514-72 и ПК ОЗЦС.
Таблица 3
9.5.4. Контроль МОД выполнять по ГОСТ 21.105-79
(ОСТ 108.004.109-80). Условный уровень чувствительности "Б".
9.5.5. Контроль цветной дефектоскопией (капиллярные методы) осуществлять по ГОСТ 18442-80 (ОСТ 108.004.101-80). Класс чувствительности - П.
9.5.6. Гидравлические испытания проводятся с учетом следующих требований.
9.5.6.1. Мембранное уплотнение фланцевого разъема ПОД подвергается гидравлическому испытанию на давление в соответствии с требованиями "Правил устройства и безопасной эксплуатации сосудов, работающих под давлением", конструкторской документации и настоящей Инструкции.
9.5.6.2. Гидравлическое испытание мембранного уплотнения производится при полностью собранном ПВД на заводе-изготовителе или на объекте после их монтажа или ремонта.
9.5.6.3. Мембраны, поставляемые на запасные части, проходят гидравлические испытания на объекте у потребителя после их установки.