6.1. Установку мембран из фланца по рис. 2 и 3 производить в соответствии с рис.10.
Поперечные сварные швы секторов верхней и нижней мембраны должны быть разнесены на расстояние не менее 200 мм друг от друга.
6.3. Плоскость мембраны должна плотно прилегать к плоскости фланца, допустимый зазор не более 0,20 мм на длине участка 100- 300 мм (см. рис.10).
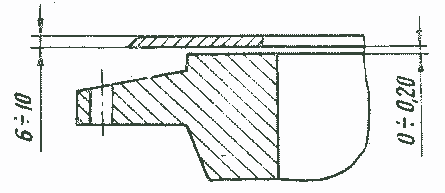
Рис.10. Установка приварных мембран на фланцы
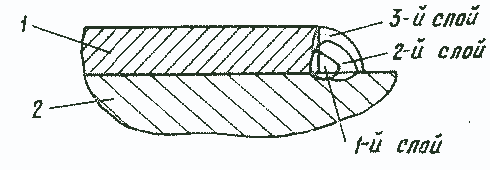
Рис.11. Приварка мембран к поверхности фланца: 1 - мембрана; 2 - фланец
6.4. Перед приваркой мембраны к фланцу необходимо фланец в области приварки прогреть газовой горелкой до температуры 160- 250°С.
6.5. Приварку мембран к поверхности фланца необходимо производить угловым швом по всей длине окружности к поверхности фланца обратноступенчатым способом в 2-3 прохода (рис. 11) двумя или в крайнем случае одним сварщиком, электродами УОНИ 13/55 или ТМУ-21 диаметром 3-4 мм. Сила тока 150-180 А.
6.6. Корневой шов приварки мембран выполнить аргонодуговой сваркой, допускается выполнять корневой шов электродуговой сваркой электродами УОНИ 13/55 или ТМУ-21 диаметром 2,5-3 мм. Сила тока 80-120 А.
Допускается силу тока изменять по усмотрению мастера по сварке в зависимости от положения сварного шва при сварке.
6.7. Контроль сварного шва приварки мембраны к фланцу:
- послойный визуальный;
- МПД или цветная дефектоскопия корневого шва (1-й слой) и выполненного шва.
Полный объем контроля осуществляется по разделу 9 настоящей Инструкции.
6.8. Непараллельность плоскости мембраны и плоскости фланца не более 0,50 мм на глубине 10-20 мм согласно рис.12. Контроль осуществляется после выполнения сварки кольцевого внутреннего шва и снятия струбцин.
6.9. При наличии зазоров между фланцем и мембраной больше 0,50 мм необходимо произвести установку металлических прокладок в имеющиеся зазоры, прихватив прокладку к фланцу.
6.10. Произвести зачистку поверхности мембран и фланцев от брызг, электросварки, шлака и грата.
6.11. Произвести зашлифовку в месте приварки мембран к фланцам (рис.13).
6.12. Контроль плоскостности приваренных мембран к фланцам производить металлической линейкой 150-200 мм, прикладывая ее в радиальном положении согласно рис.14 и окружном кольцевом направлении согласно рис.15.
При положении линейки в радиальном направлении в соответствии с рис.14 зазор между внутренним краем мембраны и линейкой должен быть 0,4-1,0 мм, уменьшающийся до нуля на расстоянии 5- 10 мм от края мембраны, этот зазор обеспечивается зачисткой шлифовальной машинкой (см.п.6.11).
В положении линейки согласно рис.15 ее покачивание на выступах не должно превышать 0,2 мм по обе стороны от выступа. Выпуклости сопрягаемых поверхностей мембран корпуса и крышки трубной системы ПВД более 0,2 мм должны быть удалены шлифовкой, при этом выборка основного и направленного металла - для мембран толщиной δ=10 мм не должна превышать 3 мм, а для мембран толщиной δ=6 мм не более 2 мм.
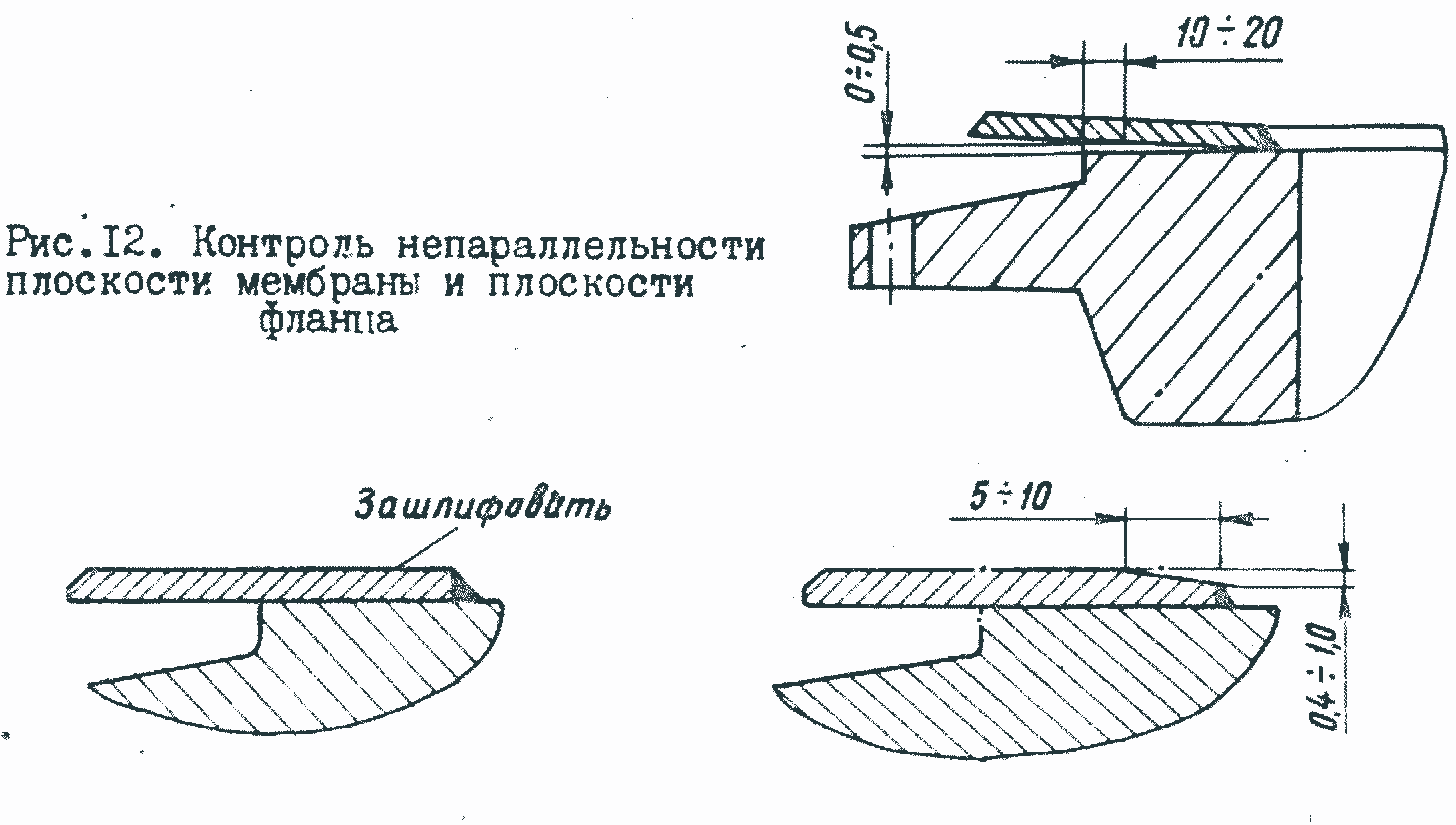
Рис.13. Зашлифовка в месте приварки мембраны к фланцу
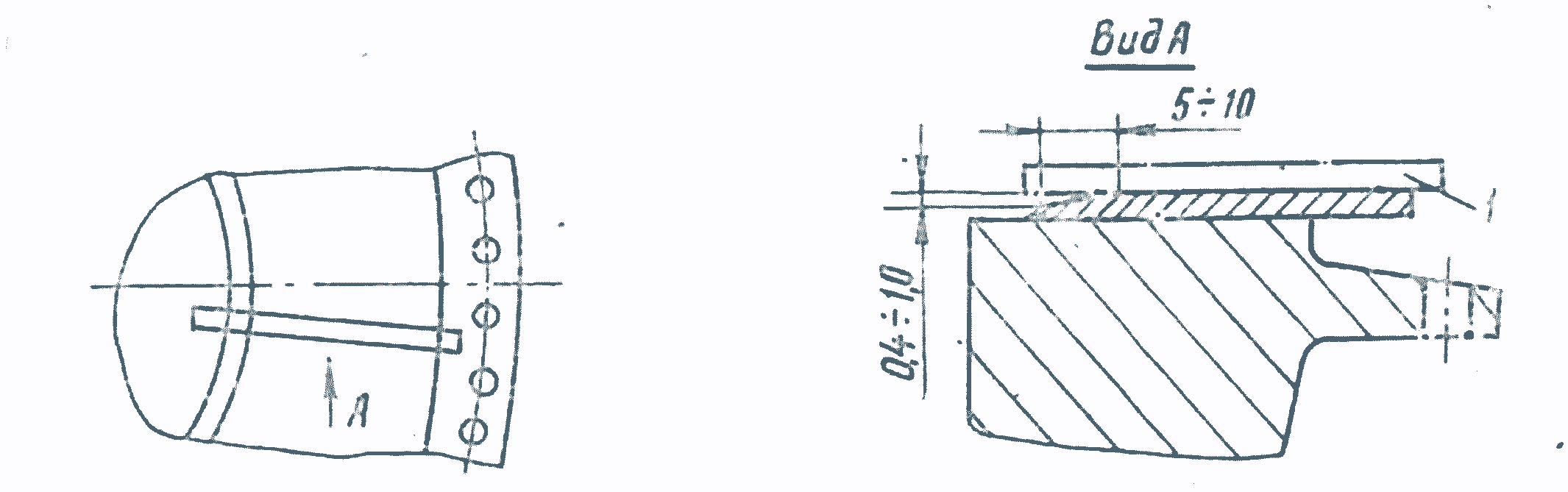
Рис.14. Контроль плоскостности в радиальном положении приваренных к фланцам мембран металлической линейкой:
I - линейка
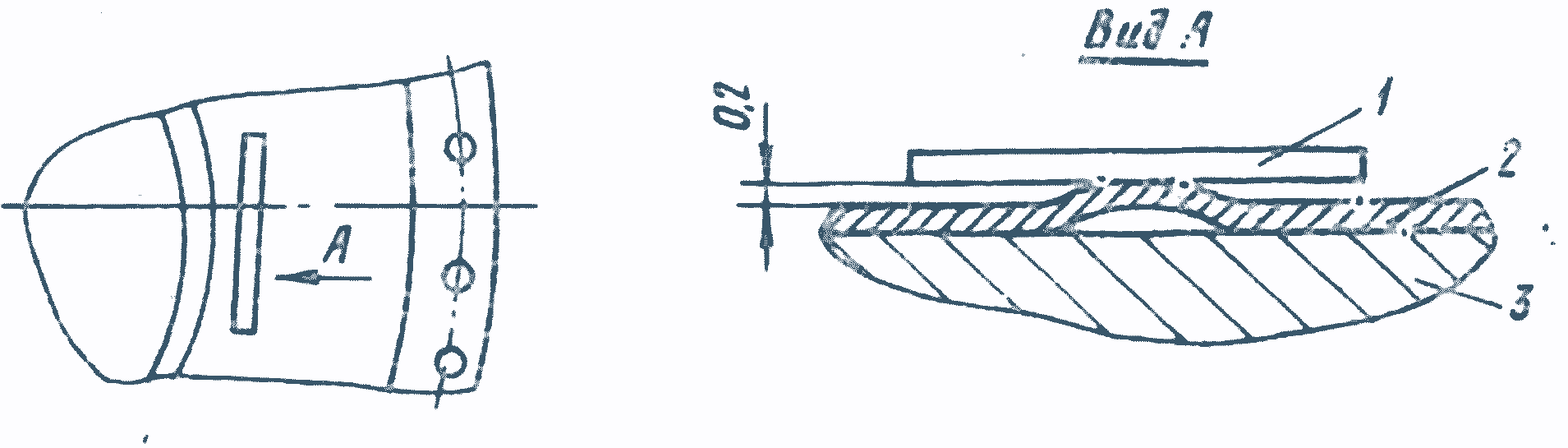
Рис.15. Контроль плоскостности в окружном кольцевом направлении приваренных к фланцам мембран металлической линейкой:
1 - линейка; 2 - мембрана; 3 - фланец