Ленту изоляционную прорезиненную (монтерскую липкую ленту) изготовляют толщиной 0,2—0,3 мм, шириной 10, 15, 20, 25 и 50 мм. Поставляют ленту в кругах, наружный диаметр круга 175 мм. Одностороннюю ленту пропитывают резиновой смесью с одной стороны, двустороннюю — с двух сторон. Цвет ленты черный или светло-серый. Длина односторонней ленты в одном круге 55—75 м, двусторонней — 65—85 м.
Изоляционную ленту следует хранить в затемненном помещении при температуре от 5 до 25° С, она не должна подвергаться действию тепла, масла и растворителей.
Ленту непрочитанную изоляционную хлопчатобумажную изготовляют шириной 10, 12, 15, 20, 25, 30, 35, 40 и 50 мм. Применяют киперную саржевого переплетения и тафтяную гарнитурного переплетения. Толщина киперной ленты 0,45 мм, тафтяной 0,25 мм. Длина ленты в рулоне 50 м.
Поливинилхлоридная изоляционная лента изготовляется:

Ленту поставляют в кругах с наружным диаметром 80 мм. Хранить ленту следует в затемненном помещении при температуре не выше 25° С.
Трубки поливинилхлоридные типа ХВТ с внутренним диаметром 2; 3,5; 4; 4,5; 5; 6; 7; 8 мм. Трубку изготовляют обычную для отапливаемых помещений и морозостойкую для неотапливаемых помещений и наружных установок.
Лаки для защиты резиновой изоляции контрольных кабелей от преждевременного старения применяют марки СПО-46 разных цветов и лак марки ИКФ найритовый воздушной сушки, черный ИКФ-130, красный ИКФ-141 и темно-красный ИКФ-147.
Лаки наносят на провод кистью, окунанием или пульверизацией. Высыхают лаки при 15—20°С за полчаса. Полное окончание пленкообразования наступает в течение 20—24 ч.
При выполнении сухих заделок контрольных кабелей применяют лаки на основе перхлорвиниловой смолы — покровный состав марки ПХВ-1 и пропиточный состав марки ПХВ-2. Эти лаки высыхают в течение 1 ч при 15—20° С. Для пропитки бандажей из шпагата применяют асфальтовый лак воздушной сушки.
Для надписей на полиэтилене применяют цветной цапон-лак быстрой воздушной сушки. Лак высыхает при 15—20° за 20 мин. Пленка лака очень тонкая и эластичная.
УСТАНОВОЧНЫЕ ИЗДЕЛИЯ
Наборные зажимы разных типов для вторичных цепей сходны между собой по конструкции и состоят из изоляционного основания, на котором смонтированы токоведущие пластины и контактные винты.
Каждый наборный зажим рассчитан на подсоединение одного подходящего и одного отходящего провода сечением 1,5—4 мм2. Специальные наборные зажимы дают возможность электрически соединять между собой соседние зажимы, а также включать контрольные приборы. Наборные зажимы монтируют на профилированной рейке так, что любой из них может быть установлен или снят с рейки, не нарушая положения соседних зажимов.
Для торцового крепления и маркировки рядов наборных зажимов изготовляют пластмассовые маркировочные колодки типа КМ (рис. 37) длиной 30 и 41 мм. Колодку закрепляют на рейке винтом М4 и прямоугольной гайкой, закладываемой внутрь рейки. Маркировку наносят на бумажный вкладыш, наклеиваемый на верхнюю часть колодки.

Рис. 37. Колодка маркировочная типа КМ
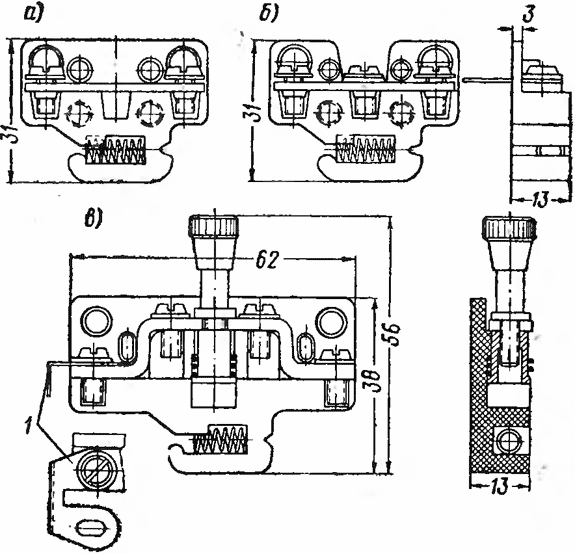
Рис. 38. Наборные зажимы заводов «Электропульт» и Главэлектромонтажа
Наборные зажимы завода «Электропульт» и заводов Главэлектромонтажа приведены на рис. 38. На рисунке показаны зажимы нормальные (рис. 38, а) и соединительные (рис. 38,б).
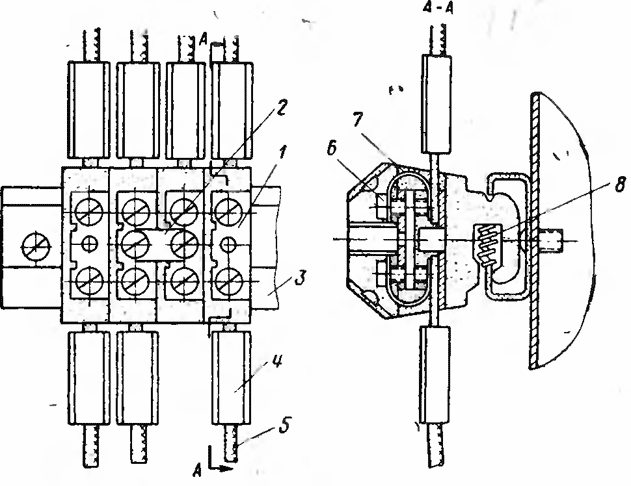
Рис. 39. Наборный зажим типа У-120
1 — зажим наборный; 2 — мостик; 3 — рейка; 4 — бирка оконцеватель; 5 — провод; 6 — винт; 7—прижим: 8—пружина
Соединительный зажим выпускают с промежутком в пластмассовой перегородке для установки перемычки и без промежутка (концевой).
В испытательном зажиме (рис. 38, в) разрыв цепи тока между двумя контактными планками Z-образной формы осуществляется при помощи штеккера, ввинчиваемого в гайку под планками. При вывинченном штеккерс гайка отделяется от планок пружиной, чем и осуществляется разрыв тока. Для соединения двух стоящих рядом испытательных зажимов выпускается перемычка 1.

Рис. 40. Рейка для наборных зажимов
На рис. 39 показан наборный зажим типа У-120, в котором винтовые зажимы позволяют подключать медные и алюминиевые провода без образования на конце провода кольца. Винт прижимает пружинную скобу, под которой зажимается провод, при этом создается прочный ч надежный контакт.
Профилированную рейку (рис. 40) для набора зажимов изготовляют из стали толщиной 1 мм, длиной 1 м, она имеет антикоррозийное покрытие. К металлоконструкциям рейку крепят винтами, для чего в основании рейки предусмотрены отверстия диаметром 5 мм.
Оконцеватели маркировочные. Маркировку проводов осуществляют при помощи маркировочных бирок, оконцевателей или манжеток, надеваемых на конец провода при подходе его к зажимам прибора или аппарата и наборным зажимам. Наиболее распространенные оконцеватели приведены на рис. 41. Часть из них служит и для маркировки и для предохранения разделанного конца провода от расплетания хлопчатобумажной оплетки.
Бирки и оконцеватели изготовляют из пластмассы черного цвета.
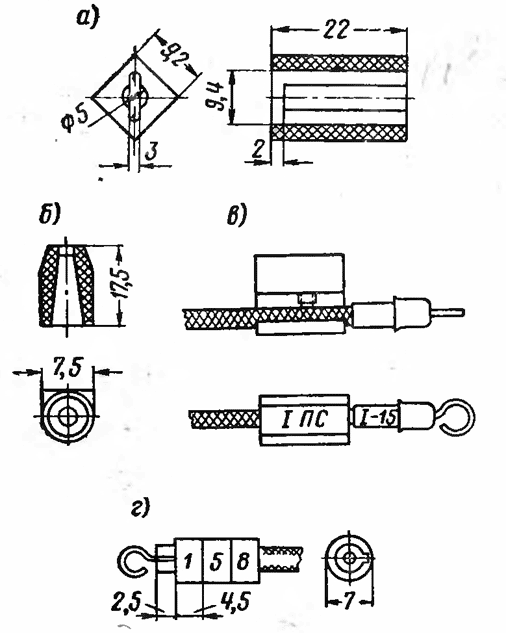
Рис. 41. Бирки маркировочные и оконцеватели
Маркировку на них наносят путем выполнения на боковой стенке надписи белой масляной краской (рис. 41, а и б) либо наклейки или вкладыша из плотной бумаги (рис. 41, в), на котором маркировку наносят тушью.
Маркировочная бирка (см. рис. 41, а) удобна тем, что она имеет в торцовой части отверстие овальной формы. Это позволяет надевать ее на провод после выполнения на нем кольца для подсоединения к зажимам.
На бирках и оконцевателях из белого полиэтилена надписи наносят двумя способами — цветным цапон-лаком или черным спиртовым лаком № 2 с последующим покрытием пленкой бесцветного цапон-лака.
![]()
Рис. 42. Шайба-звездочка
Маркировочная бирка-оконцеватель (рис. 41, г) состоит из нескольких одинаковых элементов из пластмассы белого цвета, вставляющихся один в другой, на каждом из которых заранее выполнена (выбита) одна цифра или одна буква черного цвета. Набор таких элементов с цифрами от 0 до 9 и буквами, применяемыми в маркировке (А, В, С), дает возможность выполнять необходимую марку из нескольких элементов и исключает необходимость в кропотливой работе по написанию марок на бирках.
Для маркировки контрольных кабелей применяют бирку из черной пластмассы треугольной формы с размером стороны треугольника 60 мм. Маркировку пишут белой масляной краской. Бирка имеет прорезь для крепления ее к кабелю стальной или пластмассовой полоской.
Шайбу-звездочку (рис. 42) совместно с пружинными шайбами применяют для присоединения алюминиевых проводов к контактам приборов и аппаратов. Шайбы-звездочки изготовляют для винтов М4, М5 и М6 для присоединения проводов сечением 2,5; 4 и 6 мм2.
Наконечники кабельные для оконцевания многопроволочных медных жил проводов и кабелей применяют во вторичных цепях только медные, серии П — для напайки на провод. Для алюминиевых и медных однопроволочных проводов наконечники не применяют.