Для большинства типов трансформаторов ВО, СО и РО располагают на стержнях магнитопровода концентрически.
![]()
Рис. 2.20. Схемы сетевых обмоток с регулировочными витками для ПБВ
Чаще всего для упрощения отводов, особенно при больших токах, ВО выполняют наружной. В ряде случаев СО на напряжения 35 и 110 кВ располагают снаружи, несмотря на сложность выполнения токоотвода от обмоток внутреннего расположения. Выбор расположения РО непосредственно у стержня магнитопровода или между СО и ВО, а также снаружи ВО определяется технико-экономическими расчетами по критерию оптимальности с учетом заданных техническими требованиями значений напряжения КЗ трансформатора.
Чередующиеся обмотки применяют редко, только в специальных случаях.
В ПТ, как правило, применяют главную изоляцию обмоток маслобарьерного типа. Расстояния между СО, ВО и РО, от обмоток до стержня магнитопровода, а также до. ярм магнитопровода и прессующих заземленных колец выбирают по нормам, принятым для силовых трансформаторов общего назначения, исходя из испытательных напряжений, предусмотренных для конкретных типов ПТ с учетом особенностей конструкции отдельных элементов их конструкции, например отводов и бандажей обмоток, дистанцирующих деталей, реек, прокладок. Выбор конструкции изоляции и расстояний между обмотками определяется чаще всего следующими промежутками: обмотки - регулировочные отводы, отвод обмотки — острая заземленная деталь, внутренний отвод — соседняя обмотка, обмотки и регулировочные отводы разных фаз, нейтраль — линейный отвод.
![]()
Рис. 2.21. Схема соединения дисковых катушек регулировочной обмотки
Конструкция радиальных и осевых креплений обмоток существенно влияет на надежность трансформаторов, их электродинамическую стойкость. Обмотки, размещенные на жестких бумажно-бакелитовых или стеклотекстолитовых цилиндрах, дают возможность обеспечить достаточно плотное их закрепление в радиальном направлении. Внутреннюю обмотку устанавливают на стержень магнитопровода с минимально возможным зазором, размер которого определяется производственными отклонениями при изготовлении стержней магнитопроводов и их бандажей. Радиальное крепление наружных обмоток обеспечивается выступами прокладок внутренней обмотки или специальными рейками, стержнями. Расчетный зазор принимают равным 2—3 мм для трансформаторов мощностью до 6300 кВ-А и 3—4 мм для трансформаторов большей мощности.
В целях повышения надежности радиального крепления трансформаторов, особенно для работы на передвижных установках, при вибрациях и ударах применяют конструкцию, изображенную на рис. 2.22. Наружную обмотку 1 закрепляют плотно с помощью стержней 2 и реек 3, прикрепленных бандажами 4 к внутренней обмотке 5. Внутренняя обмотка 5 устанавливается на скрепленный бандажами 6 стержень магнитопровода 7 и закрепляется на нем рейками 8 и стержнями 9. Стержни 2 и 9 опираются на выступы реек 3 и 8, бандажи 4 располагаются в пазах этих реек. Стержни устанавливают плотно и расклинивают обмотки. Выступы на рейках предотвращают перемещение стержней вниз [2.10].
Осевое крепление обмоток должно обеспечиваться их надежной прессовкой в течение длительного срока эксплуатации. Ярмовую и уравнительную изоляцию всех ПТ изготавливают из малоусадочных материалов: прессованного картона, стеклотекстолита, древесно-слоистого пластика. Детали из дерева из-за слабой механической прочности в конструкциях крепления обмоток не применяют.
Рис. 2.22. Радиальное крепление обмоток
Осевую стяжку обмоток всех ПТ независимо от их мощности осуществляют с помощью нажимных колец. В большинстве случаев все обмотки стягивают общим прессующим кольцом. Для ряда трансформаторов применяют раздельную осевую стяжку каждой обмотки или осевую стяжку одновременно двух обмоток, например внутренних—сетевой и регулировочной, и раздельно - наружной обмотки, например вентильной. Раздельная прессовка каждой обмотки является более совершенной, однако ввиду сложности ее применяют только в мощных трансформаторах. На рис. 2.23 и 2.24 показаны варианты прессовки обмоток.
На рис. 2.25 приведена конструктивная схема прессовки двумя прессующими кольцами обмоток, расположенных на трех концентрах. Прессующее усилие передается на среднюю обмотку через кольцо 3, на внутреннюю и наружную обмотки — через кольцо 4 с помощью гайки 2, навернутой на прессующий болт 1. Прессующий болт вворачивается одним концом в кольцо 3, другим упирается через изолирующую пяту в полку ярмовой балки магнитопровода. Такая конструкция отличается компактностью, исключается самопроизвольное развертывание прессующего болта [2.11].
![]()
Рис. 2.23. Прессовка обмоток общим кольцом: 1 — прессующее кольцо; 2 — кольцо обмотки; 3 -обмотка наружная; 4— обмотка внутренняя; 5- ярмовая изоляция; 6- уравнительная изоляция
![]()
Рис. 2.24. Раздельная прессовка обмоток:
1—прессующее кольцо внутреннее; 2- прессующее кольцо среднее; 3— прессующее кольцо наружное
![]()
Рис. 2.25. Вариант конструкции прессующего узла обмоток
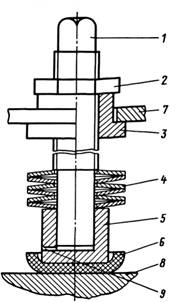
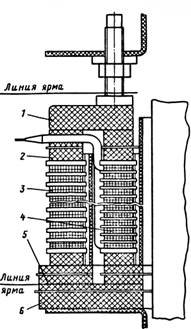
Рис. 2.26. Прессовка обмоток тарельчатыми пружинами
На рис. 2.26 показано устройство для осевой прессовки обмоток с использованием тарельчатых пружин. Прессующий болт 1 при поворачивании его в опорной втулке 3, вваренной в ярмовую балку 7, упирается хвостовиком в опорную пяту 5 с изолированной пятой 6 и перемещает ее в осевом направлении, создавая усилие прессовки, после чего болт стопорится контргайкой 2. При усадке обмоток в процессе эксплуатации между опорной пятой 5 и прессующим кольцом 8 образуется зазор, который сводится на нет благодаря перемещению опорной пяты под действием пружины 4. Образующуюся при этом пустоту между прессующим болтом и внутренней торцевой поверхностью опорной пяты заполняет масло, проходящее через канал 9. Осевые усилия, возникающие при электродинамических воздействиях в аварийных режимах, стремятся мгновенно переместить опорную пяту вверх. Однако масло, находящееся в полости пяты, препятствует этому, так как оно при таких скоростях воздействия является практически несжимаемым и через канал 9 с повышенным гидравлическим сопротивлением не может быть мгновенно вытеснено. Благодаря этому обеспечивается удержание обмотки от резких осевых перемещений [2.12].
Прессующие, нажимные кольца изготовляют из стали разрезными и заземляют с помощью медной ленты, соединяющей кольцо с ярмовой балкой; прессующие болты от этих колец должны быть изолированы. В целях уменьшения изоляционных расстояний разработана конструкция осевой прессовки обмоток с помощью нажимных колец, изготовленных из стекложгута на эпоксидных связующих материалах. Такие кольца допускают нагрузки на изгиб до 108 Па. Их применение в трансформаторах позволяет снизить высоту окна магнитопровода, повысить надежность конструкции.