Наиболее ответственными операциями сборки активной части после ремонта силового трансформатора являются установка изоляции и обмоток на стержни магнитопровода и подпрессовка обмоток. Эти операции производятся в следующей технологической последовательности: установка нижней изоляции; подготовка магнитопровода и внутренней обмотки к сборке; насадка и расклиновка внутренней обмотки; установка изоляции между обмотками; насадка средней и наружной обмоток. После установки обмоток производят их подпрессовку.
Установка нижней уравнительной и опорной ярмовой изоляций
Начала и концы обмоток НН и СН выводят в одну сторону, а обмотки ВН — в другую. Поэтому до того как производить укладку нижней изоляции и установку обмоток, проверяют, какая сторона магнитопровода соответствует стороне НН и СН и какая — стороне ВН. Это делают для того, чтобы можно было соединить потом крепления отводов с ярмовыми балками. При сборке активной части руководствуются чертежами установки изоляции и обмоток, дающими представление о конструкциях элементов главной изоляции мощных высоковольтных трансформаторов.
Установку изоляции и обмоток начинают с укладки на полки ярмовых балок уравнительной изоляции (рис. 1, а) так, чтобы ее Поверхность была на одном уровне с поверхностью ярма. Затем укладывают нижнюю ярмовую опорную изоляцию (рис. 1, б) с вынимающейся вставкой 4 для прохода концов обмоток. При этом строго следят за тем, чтобы прокладки 9 (рис. 1) ярмбвой 1 и уравнительной 2 изоляций точно совпадали друг с другом.
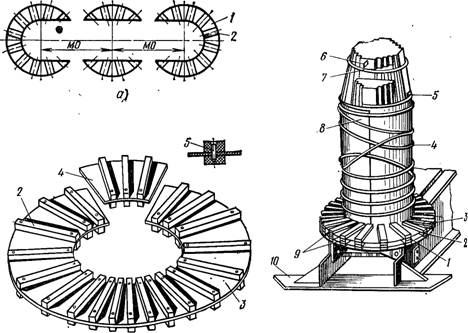
Рис. 2. Укладка нижней ярмовой и уравнительной изоляции на ярмо магнитопровода:
1 — ярмовая изоляция, 2 — уравнительная изоляция, 3 — вырез в ярмовой изоляции для прохода концов обмоток, 4 — киперная лента для стяжки цилиндра, 5 — деревянная планка, 6 — отметка окончания расшихтовки, 7 — ремень для стяжки верхней части стержня, 8 — электрокартонный цилиндр, 9 — электрокартонные прокладки ярмовой изоляции, 10 — опорная пластина
Рис.1. Уравнительная изоляция из электрокартонных пластин с прикрепленными прокладками (а) и нижняя ярмовая опорная изоляция из электрокартона (б):
1 — пластина, 2 — прокладки, 3 — шайба, 4 — вставка, 5 — заклепка
так, чтобы они не закрывали охлаждающих каналов в стержнях магнитопровода и образовывали каркас, диаметр которого должен быть равен внутреннему диаметру первого изоляционного цилиндра минус 3—4 мм.
Деревянные планки радиального крепления изготовляют из бука, причем если нельзя избежать установки их в уступы сечения.
Подготовка магнитопровода и внутренней обмотки к сборке
Подготовка магнитопровода и внутренней обмотки силового трансформатора происходит так, чтобы они не закрывали охлаждающих каналов в стержнях магнитопровода и образовывали каркас, диаметр которого должен быть равен внутреннему диаметру первого изоляционного цилиндра минус 3—4 мм.
Деревянные планки радиального крепления изготовляют из бука, причем если нельзя избежать установки их в уступы сечения
После укладки нижней изоляции устанавливают вокруг каждого стержня определенное количество деревянных планок 5 (рис. 2), закрепляя их киперной лентой 4. Планки устанавливают стержней, куда входят охлаждающие каналы, то в них делают вырезы или выточки для прохода масла.
Если внутренняя обмотка не имеет жесткого бакелитового цилиндра, на планки 5 радиального крепления наматывают «мягкий» цилиндр 8. Мягкий цилиндр наматывают из листов гибкого электрокартона марки А толщиной 1,5—2 мм. Высота заготовок листов должна равняться высоте цилиндра. Стыки листов должны перекрываться не менее чем на 100 мм и находиться в промежутке между рейками, причем в одном промежутке может быть не более одного стыка. Чтобы намотка была плотной, слои в процессе намотки обстукивают равномерно по высоте ладонями рук и раскрепляют вразгон киперной лентой. Слои наматывают один на другой до получения расчетной толщины цилиндра, указанной в чертеже.
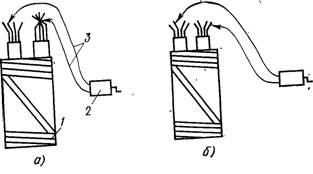
Рис. 3. Схема проверки обмоток НН на отсутствие обрыва провода (а) и замыканий между параллельными проводами (б): 1 — обмотка, 2 — мегомметр, 3 — провода мегомметра
После окончания намотки мягкого цилиндра верхний слой закрепляют вразгон по высоте киперной лентой 4. При этом стараются не делать узлов и утолщений, а концы ленты закреплять так, чтобы не было отдельных нитей. Затем проверяют кронциркулем или шнуром наружный диаметр цилиндра. Чтобы цилиндр плотно прилегал к стержню и его диаметр не превышал внутреннего диаметра насаживаемой обмотки, иногда дополнительно стягивают цилиндр хлопчатобумажной веревкой с помощью специальной лебедки и закрепляют в нескольких местах киперной лентой; после этого веревку снимают.
Перед насадкой обмотку тщательно осматривают внутри и снаружи. У обмоток не должна быть повреждена витковая изоляция, прокладки должны быть правильно и равномерно расположены по окружности и высоте. Не должно быть смещения витков
(особенно в местах переходов), повреждений и смещений продольных реек, посторонних предметов и пыли (в особенности металлической).
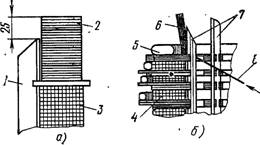
Рис. 4. Обрубка вертикальных реек: а — обмоток НН и СН, б — обмотки ВН; 1 и 7 — рейки, 2 — опорное кольцо, 3 — обмотка НН или СН, 4 —. обмотка ВН, 5 — емкостное кольцо, 6 — электрокартонная прокладка для защиты емкостного кольца, 8 — стамеска
Если витки обмоток состоят из параллельных проводов, проверяют обмотку на отсутствие обрыва и замыкания между параллельными проводами мегомметром 500 или 1000 в. На отсутствие обрыва проверяют поочередно все параллельные провода, для этого их концы с одной стороны разъединяют и разводят (рис. 3, а). Если мегомметр показывает нуль, между началом и концом провода обрыва нет. При проверке на отсутствие замыкания (рис. 3, б) разводят начала и концы всех параллельных проводов и один конец мегомметра присоединяют к одному из разведенных проводов, а другим концом прикасаются поочередно ко всем остальным параллельным проводам. Если замыкания нет, мегомметр покажет какую-то величину. Так производят проверку (между всеми проводами.
Затем обрубают лишнюю длину электрокартонных реек 1 (рис. 4, а) в верхней части обмотки 3. Рейки обрубают на 20—25 мм ниже верхнего торца опорного кольца 2. Если обмотка 4 (рис. 4, б) имеет наверху емкостное кольцо 5 и витки с катушечной изоляцией, то, чтобы их не повредить, при обрубке рейки 7 между ней и емкостным кольцом помещают прессованную электрокартонную прокладку 6 толщиной 5—7 мм. Если в конструкции глазной изоляции предусмотрены угловые шайбы, в рейках делают вырезы строго по размерам, указанным в чертеже, поскольку в эти вырезы помещается цилиндрическая часть угловой шайбы.
При насадке обмоток, так же, как и при съеме их, используют подъемное устройство, состоящее из подъемных лап соответствующих размеров и двух- или трехлучевой траверсы 1 (рис. 5). Трехлучевую траверсу применяют, если диаметр обмотки превышает 600 мм. Каждую лапу 2, как и при съеме обмоток, подводят под столб прокладок. При этом на опорную часть лапы накладывают электрокартонную прокладку, ширина которой больше ширины лапы.
Для установки лап выбивают из-под обмотки 7 несколько опорных деревянных подкладок 4 в таких местах, чтобы лапы при насадке обмоток не оказались между стержнями магнитопровода. Установленные лапы закрепляют веревкой 6 по всей высоте.
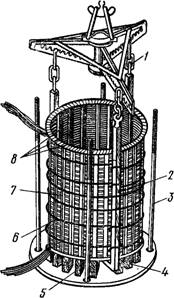
Рис. 5. Подъем обмотки с помощью подъемных лап и трехлучевой траверсы:
1 — траверса, 2 — подъемная лапа, 3 — стяжная шпилька, 4 — нижняя опорная деревянная подкладка, 5 — нижняя стальная плита для стяжки обмоток, 6 — веревка для крепления лап к обмотке, 7 — обмотка, 8 — вертикальные рейки обмотки
Насадка и расклиновка внутренней обмотки
Закрепленную и подвешенную на крюк крана обмотку поднимают с опорной плиты, ставят на подставку, осматривают, обрабатывают рейки, продувают обмотку струей сжатого воздуха, натйрают парафином изнутри поверхности реек и снова подвешивают обмотку. При подъеме обмотку выравнивают на крюке, чтобы она висела строго вертикально без перекосов, и подводят к магнитопроводу выше стержня, на который производится насадка. Маневрируя краном, устанавливают обмотку против стержня так, чтобы ее ось совпадала с осью стержня. Концы обмотки должны быть обращены при этом в нужную сторону и приходиться против предназначенных для них промежутков между прокладками уравнительной изоляции.
Перед насадкой внутренней обмотки верхнюю часть стержня магнитопровода силового трансформатора временно обертывают электрокартоном толщиной 1 мм, чтобы не повредить изоляцию витков краями пластин стержня.
Отрегулировав положение обмотки, медленно опускают ее на стержень. При этом придерживают низ обмотки руками и направляют ее так, чтобы она своими краями не цеплялась за углы стержня и чтобы линии ее дистанцирующих прокладок совпадали с прокладками ярмовой и уравнительной изоляций.
При правильных размерах магнитопровода, раскрепляющих планок, цилиндра и обмотки последняя должна опускаться, хотя и медленно, под действием собственного веса. Иногда под действием собственного (веса обмотка садится только на часть стержня; тогда дальнейшую насадку производят при помощи груза. В этом случае на обмотку кладут с двух сторон деревянные бруски и подвешивают на кран подходящий груз так, чтобы его центр тяжести совпадал с осью обмотки.
Затем плавно, без перекосов, груз опускают на обмотку, постепенно насаживая ее на стержень.
Обмотку при насадке не опускают до ярмовой изоляции, а ставят на деревянные подпорки и освобождают от лап. Это делается для того, чтобы можно было выгнуть и изолировать нижний конец обмотки. Если концы обмотки состоят из параллельных проводов, их выравнивают, а затем выгибают сначала нижние, а затем верхние концы.
Провода выгибают плашмя и укладывают рядами в порядке, указанном на рис. 6. Затем изолируют провода и весь конец согласно указаниям в чертеже. После этого выбивают из-под обмотки подпорки и опускают ее на ярмовую изоляцию. Конец обмотки укладывают при этом в предназначенный для него промежуток между прокладками уравнительной изоляции.

Рис. 6. Укладка параллельных проводов конца обмотки: 1 — провода, 2 — изоляция
После насадки внутренних обмоток на все три стержня их расклинивают круглыми деревянными клиньями. Клинья забивают в свободные уступы сечения стержней, располагая их так, чтобы они приходились против реек внутренней обмотки и не закрывали охлаждающих каналов в стержнях. Если в каком-либо уступе эти требования нельзя соблюсти, его пропускают. В высоковольтных трансформаторах в уступ стержня сначала устанавливают полоску электрокартона, согнутую под прямым углом, а затем уже забивают деревянный клин. Это делают и тогда, когда клин при забивке идет слишком свободно.
Перед расклиновкой внутренних обмоток проверяют по чертежу правильность их насадки, нет ли повреждений, которые могут возникнуть при насадке, совпадают ли прокладки обмоток с прокладками ярмовой и уравнительной изоляций, а деревянные клинья с продольными рейками обмоток; проверяют положение концов и качество их изоляции. Одновременно проверяют наружный диаметр, высоту внутренней обмотки и соответствие их расчетным данным.
Если класс напряжения обмотки ВН 110, 220 кВ или выше, то нижняя изоляция сложная. На рис. 7, а показана ярмовая изоляция трансформатора 220 кВ. Кроме ярмовой изоляции в этом случае устанавливают ярмовые барьеры с П-образными прокладками (рис. 7, б), а также угловые шайбы (рис. 8), цилиндрическую часть которых размещают в вырезах реек обмотки.
Угловые шайбы удлиняют путь возможных поверхностных разрядов и позволяют сократить изоляционные расстояния между обмоткой и ярмом.
При установке барьеров с прокладками следят за тем, чтобы прокладки барьера располагались строго по оси прокладок ярмовой изоляции.

Рис. 7. Изоляция обмотки ВН трансформатора 220 кВ:
а — ярмовая, б — ярмовой барьер с П-образными прокладками; 1 — шайбы, 2 — прокладки, 3 — вставка, 4 — заклепки
Рис. 8. Угловая шайба
Установка изоляции между обмотками. Насадка средней и наружной обмоток
Установив внутренние обмотки, приступают к установке элементов главной изоляции между обмотками. Изоляция обмоток ВН от обмоток СН или НН, так же, как и обмоток GH от НН, состоит из чередующихся масляных промежутков и изоляционных цилиндров, Дополненных угловыми шайбами.
Намотку мягких цилиндров на внутреннюю обмотку производят так же, как было указано выше. При намотке цилиндров следят за тем, чтобы стыки листов не приходились на линию прокладок внутренней обмотки. Если стыки попадают на линию прокладок, лист обрезают так, чтобы стыки пришлись на промежуток между линия- Ми прокладок. Если обмотка СН — первая на стержне и имеет Регулировочные отводы, располагаемые с внешней стороны между столбами прокладок, то при намотке цилиндра стыки его листов не Должны приходиться на те места окружности обмотки, где проходят ее отводы.
Намотав и закрепив цилиндры на всех трех стержнях, проверяет их наружные диаметры и приступают к установке нижней изоляции следующей обмотки (обмотки ВН). Установку ведут в соответствии с чертежом установки изоляции и обмоток. После укладки нижней изоляции устанавливают на ранее намотанные мягкие цилиндры равномерно по всей окружности дистанцирующие продольные рейки из электрокартона и закрепляют их по высоте вразгон киперной лентой.
Число реек у обмоток ВН, СН и НН одинаковое или имеет значительный общий наибольший делитель. Рейки обмотки ВН устанавливают против реек обмотки НН (ОН). Ширину реек между цилиндрами берут обычно 40 мм, а толщину — согласно чертежу минус 3—4 мм. На рейках с обоих концов делают срезы по толщине на длину, равную высоте цилиндрической части угловой шайбы (обычно 150 мм) плюс допуск на опрессовку (25—30 мм). Установив и закрепив рейки, наматывают на них на всех трех стержнях вторые мягкие цилиндры и проверяют кронциркулем или шнуром их наружные диаметры. Лишнюю длину электрокартонных реек всех обмоток обрубают так же, как и у внутренней обмотки (см. рис. 5).
Обмотки ВН имеют, как правило, регулировочные отводы, расположение которых на разных фазах может быть несколько различным. Поэтому точно устанавливают принадлежность их к тому или иному стержню магнитопровода. Прежде чем устанавливать обмотки ВН, их тщательно осматривают и подготавливают для насадки. Подготовку и насадку обмоток ВН производят точно так же, как подготовку и насадку обмоток НН и СН. При насадке следят, чтобы концы обмоток ВН были направлены в нужную сторону, регулировочные ответвления были расположены согласно чертежу, линии прокладок обмоток совпадали с прокладками ярмовой и уравнительной изоляций.
Если предусмотрено чертежом, то на общий барьер с П-образными прокладками устанавливают на все три стержня вторые угловые шайбы. Для этого делают на рейках обмотки ВН с обоих концов срезы по толщине на длину, равную высоте цилиндрической части угловой шайбы плюс допуск 25—30 мм. На эти вторые угловые шайбы и устанавливают в этом случае обмотку ВН, включая емкостное кольцо.
Расположение обмоток и изоляционных деталей трансформатора 220 кВ. Главная изоляция обмоток ВН состоит из масляных промежутков и мягких электрокартонных цилиндров 3, разделенных электрокартонными рейками с вырезами 4 для установки снизу и сверху угловых шайб. Кроме того, средняя часть обмотки изолируется от нижней и верхней ее частей угловыми шайбами 5, которые устанавливаются своими цилиндрическими частями в вырезы коротких электрокартонных реек 10. Эти короткие рейки создают масляный промежуток между последним длинным цилиндром 3 и коротким мягким цилиндром 9, наматываемым на короткие рейки.
Насадку обмотки ВН 220 кВ с вводом в середине, состоящей из трех частей, производят по частям. Сначала насаживают нижнюю часть, на нее устанавливают угловую шайбу. Затем ставят короткие рейки, на которые наматывают короткий мягкий цилиндр. После насадки средней части обмотки на нее устанавливают угловую шайбу. Эту шайбу в собранном виде поставить очень трудно, поэтому ее расшивают и укладывают в отдельности каждый составляющий ее лист. Верхнюю часть насаживают так же, как и нижнюю.

Рис. 9. Верхний барьер с П-образными прокладками: 1 — шайба, 2 — П-образные прокладки, 3 — междуфазные перегородки
После насадки обмоток ВН проверяют по чертежу правильность их установки, а также наружный диаметр и его соответствие расчетным данным. Затем укладывают всю верхнюю изоляцию и прессующее стальное кольцо как на внутренние, так и на наружные обмотки. Обычно верхняя изоляция является зеркальным отображением нижней, однако расстояние от торца обмотки ВН до прессующего кольца вверху должно быть больше, чем внизу до отводов СН и НН и вообще до ярма, поскольку вверху между торцом обмотки ВН и прессующим кольцом необходимо разместить концы обмоток СН и НН.
Верхние барьеры у трехфазных мощных высоковольтных трансформаторов служат одновременно и междуфазными перегородками, как видно на рис. 9. Иногда междуфазные перегородки изготовляют и устанавливают отдельно, собирая из цельных полос электрокартона толщиной 2 мм. Ширину полос берут равной диаметру наружной обмотки. Отдельные полосы сшивают по краям шпагатом и прикрепляют сверху и снизу к отворотам угловых барьеров. Там, где нет угловых барьеров, междуфазные перегородки привязывают к вертикальным стяжным шпилькам, при отсутствии вертикальных шпилек — к ярмовым балкам.
Сборку и установку верхней изоляции и прессующего устройства производят по чертежу установки изоляции и обмоток. При этом учитывают необходимые допуски на прессовку и строго соблюдают требования, которые были указаны при сборке и установке нижней изоляции.
Подпрессовка обмоток
После установки всей верхней изоляции и прессующего устройства предварительно подпрессовывают обмотки, чтобы опустить их и изоляцию до уровня стыков стержней с ярмом. Предварительную
подпрессовку производят обычно грузом, который опускают на деревянные брусья, уложенные на стальные нажимные кольца, а если их нет — на изоляцию.
Когда нет подходящего груза, подпрессовку производят с помощью специальной рамы и вертикальных стяжных шпилек. С этой целью под нижнее ярмо подкладывают продольные и поперечные швеллеры и такие же швеллеры устанавливают сверху на прессующие кольца или верхнюю ярмовую изоляцию. Нижние и верхние швеллеры связывают вертикальными стяжными шпильками с шайбами и гайками. Чтобы шпильки не проворачивались, их удерживают снизу ключами. Навертывая гайки на шпильки, сжимают Швеллеры и тем самым прессуют обмотку и изоляцию. Прессовку производят одновременно и равномерно по обеим сторонам ярма.
Если, несмотря на усиленную прессовку, обмотка и изоляция не опускаются до уровня стыков, то предварительно сушат активную часть до зашихтовки верхнего ярма. В результате сушки вся изоляция из электрокартона и бумаги дает усадку и при последующей прессовке обмотки и изоляция опускаются до уровня стыков стержней с ярмом.
В целях уменьшения усадки электрокартона у собранного трансформатора и сохранения прессовки в течение длительного срока его эксплуатации целесообразно при сборке трансформатора прессовать многократно (не менее двух раз) его обмотки. Давление начальной прессовки должно быть не менее 50 кГ/см2.