9. Сборка трансформаторов
Сборку трансформатора начинают со сборки его основной части — каркаса (остова) магнитопровода. К месту работы доставляют полный комплект изолированных пластин, изоляционных деталей, приспособлений и инструмента и располагают в таком порядке, чтобы при выполнении операций не нужно было делать лишних движений.
Магнитопроводы в зависимости от габаритных размеров собирают на металлических столах, приспособлениях или кантователях.
Пластины собранного магнитопровода неплотно прилегают одна к другой, поэтому его сначала прессуют, устанавливая груз или стягивая пластины временными шпильками, а затем проверяют по всему периметру толщину магнитопровода. Надевают на стяжные шпильки бумажно-бакелитовые трубки, электрокартонные и стальные шайбы, навинчивают гайки и слегка стягивают. Затем устраняют неровности и прессуют магнитопровод до требуемого размера (равномерно закручивая гайки на шпильках). После этого к нижним ярмовым балкам крепят опорные планки. Полностью собранный магнитопровод стропят, поднимают, ставят вертикально на шпалы и устанавливают вертикальные прессующие шпильки.
После выполнения всех операций сборки магнитопровод осматривают, окончательно подтягивают шпильки, измеряют мегаомметром сопротивление изоляции ярмовых балок и шпилек по отношению к активной стали.
Полностью собранный магнитопровод доставляют в обмоточное отделение, где сначала расшихтовывают верхнее ярмо, устанавливают ярмовую изоляцию и изоляционные цилиндры, а затем насаживают обмотки на стержни и шихтуют верхнее ярмо.
При ремонте трансформаторов небольшой мощности в электроремонтном цехе магнитопровод собирают полностью (но без шихтовки верхнего ярма). На стержни такого магнитопровода насаживают обмотки НН и ВН. Изолируют их и только затем шихтуют верхнее ярмо и полностью собирают магнитопровод.
Заключительными операциями первого этапа сборки трансформатора являются сборка и соединение схемы обмоток.
Обмотки современных трансформаторов, применяемых в электроустановках промышленных предприятий, как правило, соединены "звездой" (в редких случаях — "треугольником"). Концы обмоток соединяют пайкой специальными паяльниками. После пайки участки соединений очищают от выступающих частиц припоя, изолируют лакотканью шириной 20 - 25 мм и покрывают лаком ГФ-95.
Для обеспечения высокой электрической прочности изоляции активную часть трансформатора подвергают сушке, в результате которой удаляется влага из его твердой изоляции. Существуют различные способы сушки трансформаторов (например, в специальном шкафу, инфракрасными лучами, методом индукционных потерь, токами короткого замыкания и др.).
После окончания сушки выполняют так называемую "отделку" активной части: подпрессовывают обмотку вертикальными шпильками верхнего и нижнего ярм магнитопровода. Затем проверяют сопротивление изоляции обмоток, стяжных шпилек и ярмовых балок и переходят к операциям второго этапа сборки трансформатора.
При сборке трансформаторов без расширителя, вводы которых расположены на стенках бака, сначала опускают активную часть в бак, устанавливают вводы, присоединяют к ним и переключателю отводы обмоток, а затем размещают крышку на баке.
Крышки трансформаторов мощностью до 560 кВ-А устанавливают на подъемных шпильках магнитопровода и снабжают необходимыми деталями, а более мощных — комплектуют отдельно и закрепляют на подъемных шпильках выемной части или баке. При этом особое внимание обращают на правильность установки уплотняющих прокладок, прочность затяжки гаек, правильность присоединения отводов к вводам и переключателю, уплотнения, исключающих протекание масла.
Активную часть с закрепленной на ней крышкой стропят за подъемные кольца тросами, поднимают краном и медленно опускают в бак, соблюдая меры предосторожности; монтируют крышку, равномерно затягивая болты по всему периметру; на крышке устанавливают кронштейны, на которых крепят расширитель с маслоуказателем; располагают предохранительную трубу; устанавливают реле и пробивной предохранитель.
После сборки трансформатора перед заполнением его маслом еще раз проверяют мегаомметром на 1000 В электрическую прочность изоляции обмоток. Затем трансформатор заполняют до требуемого уровня сухим трансформаторным маслом соответствующей электрической прочности, проверяют герметичность арматуры и установленных на крышке деталей, а также отсутствие течи масла из соединений и сварных швов.
Затем трансформатор подвергают электрическим испытаниям, объем и нормы которых установлены ГОСТом.
10. Очистка и сушка трансформаторного масла
Трансформаторное масло очищают от механических примесей и влаги с помощью специальных аппаратов — центрифуги и фильтр-пресса. Масло проверяют, периодически отбирая пробы из крана на выходном патрубке фильтр-пресса.
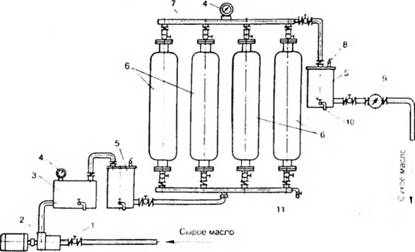
Рис. 10. Устройство цеалитовой установки: 1 — вентиль; 2 — насос; 3 — электронагреватель масла; 4 — манометры; 5 — фильтры; 6 — адсорберы; 7 — верхний коллектор; 8 — кран для выпуска воздуха, 9 - объемный счетчик; 10 — кран для отбора проб и слива масла; 11 — нижний коллектор
Для повышения качества и электрической прочности трансформаторное масло сушат в цеолитовой установке (рис. 10). Сушка осуществляется фильтрованием масла через слой молекулярных сит, находящихся в адсорберах, которые заполнены гранулированным цеолитом. Фильтруемое масло подогревается электронагревателем.
Сушка в цеолитовой установке весьма эффективна, так как только за один цикл фильтрования позволяет увеличить пробивное напряжение масла с 8 - 10 до 50 кВ и выше. Такую установку для сушки трансформаторного масла применяют на больших ремонтных предприятиях в случае необходимости переработки большого количества масла.