Индивидуальный метод ремонта трансформаторов предусматривает выполнение всех работ на активной части, начиная с ее разборки и кончая сборкой, на одном месте, без перемещения.
Ремонт активной части — это основная и почти всегда самая трудоемкая работа, она требует высокой квалификации электрослесарей.
Ремонт активной части включает следующие работы: - дефектировку активной части; - демонтаж крышки и отводов; - расшихтовку верхнего ярма; - съем обмоток и изоляции; - ремонт магнитопровода; - установку изоляции, насадку и расклиновку обмоток; - зашихтовку верхнего ярма, прессовку обмоток и ярма; - пайку, изолировку и крепление отводов; - промежуточные испытания активной части при ремонте.
Дефектировка активной части является одной из самых ответственных работ. Демонтаж обмоток, которые впоследствии могут оказаться годными, связан не только с бесполезными трудовыми затратами, но и влечет за собой неоправданное повышение потерь в трансформаторе и снижение его надежности. Поэтому даже когда при заказе на ремонт заказчик требует обязательной замены обмоток на новые, этого делать не следует, если существующие обмотки являются еще пригодными.
При дефектировке активной части определяют состояние изоляции обмоток и отводов, качество опрессовки и расклиновки, отсутствие деформации и других повреждений обмоток.
Состояние изоляции определяется не только ее электрическими свойствами. Изоляция может быть пригодной, но из-за увлажнения обладать низкими электроизоляционными свойствами, которые доводятся до нормы посредством сушки. И, наоборот, изоляция может быть изношенной, черной, горелой, но с хорошими электроизоляционными свойствами. Поэтому качество изоляции определяется ее физико-механическими свойствами: эластичностью, твердостью, упругостью, цветом. В таблице 1 приведена классификация состояния изоляции, предложенная лабораторией Московского электрозавода и дополненная И. М. Райхлиным.
Таблица 1
| Класс состо- яния изоля- ции | Данные трансформатора | Механические свойства | Цвет изоляции провода | Заключение о состоянии изоляции | ||
электро- картона | хлопчато-бумажной ленты | бумажной изоляции | ||||
0 | Новый, не бывший в работе, или отремонти-рованный с заменой обмоток | Не хрупкий, при изгибе под углом 180° (но без сдавливания места изгиба) не ломается и трещин не дает | Крепкая, при натяжке не расползается и не рвется | Крепкая, не хрупкая; покрытая лаком — эластичная; при царапании ногтем не разрушается; с провода снимается трудно; снятая с провода, при изгибе не ломается | Светлый | Отличная, пригодная к эксплуатации |
1 | Работал несколько лет при нормаль-ных усло-виях эксплуата-ции | Не хрупкий, при изгибе под углом 90° не ломается и трещин не дает; при изгибе на 180° не ломается, но дает мелкие трещины | То же | То же | То же | Хорошая, пригодная к дальнейшей эксплуатации |
2 | Работал длительно при нормальных условиях экс-плуатации | Не хрупкий, при изгибе под углом 90° не ломается, но дает мелкие трещины | То же | Крепкая, твердая; покрытая лаком — эластичная; при царапании ногтем не разрушается; с провода снимается легко; снятая с провода при изгибе не ломается, но дает мелкие трещины | Потемневший | Удовлетво- рительная, пригодная к дальнейшей эксплуатации |
3 | Работал с частыми перегруз-ками, в тяжелых несиммет- ричных режимах или при нарушении правил эксплу-атаци | Хрупкий, при изгибе под углом 90° ломается | Слабая, при натяжке расползается и рвется | Крепкая, покрытая лаком—эластичная; при царапании ногтем не разрушается; с провода снимается трудно; снятая с провода, при изгибе не ломается | Светлый | Удовлетво- рительная, требует замены электро-картона и хлопчато- бумажной ленты и после этого пригодна к дальнейшей эксплуатации |
4 | Близок к концу срока службы или работал в недопус-тимо тяжелых условиях | То же | То же | Слабая, при царапании ногтем разрушается; с провода снимается легко; снятая с провода, при изгибе ломается | Темный | Плохая, к дальнейшей эксплуатации не пригодна |
Если осмотром изоляции не удается отнести ее к тому или иному классу состояния, производят «отбор пробы» изоляции, т. е. срезают в наиболее доступном месте в верхней части обмотки весь слой изоляции до проводника. Обычно бывает достаточно одной пробы изоляции с обмотки или с отвода, но если возникает сомнение в ее состоянии, то допускается отбор пробы в другом месте. Пробу проверяют на механические свойства.
Для изоляции, не пропитанной лаком, в настоящее время разрабатывается по примеру зарубежного опыта химический метод определения степени старения изоляции, основанный на изменении структуры целлюлозы под воздействием температуры, вибрации и электромагнитных явлений.
Кроме состояния целлюлозно-бумажной изоляции, весьма важным признаком надежности трансформатора для дальнейшей эксплуатации является состояние самих обмоток и главной изоляции, отсутствие в них деформаций, смещения витков, происшедших от электродинамических усилий при протекании через обмотки токов короткого замыкания. Главной причиной этого дефекта являются усадка и ослабление крепления обмоток вследствие усыхания бумажной изоляции при длительной работе. Это явление довольно распространенное, и оно нередко ведет к аварии.
В практике ремонта достаточно часты случаи, когда на доставленном в профилактический ремонт и нормально работавшем до этого трансформаторе обнаруживались весьма значительные деформации обмоток, по своему характеру и величине поставившие трансформатор на грань аварии.
В зависимости от характера и причин возникновения дефектов часто рассматривают вопрос о полном изменении существующей конструкции обмоток и главной изоляции для конкретного трансформатора в соответствии с условиями его работы, вне зависимости от того, является эта конструкция заводской или, что более вероятно, была изменена при предыдущем ремонте, выполненном недостаточно квалифицировано.
При дефектировке активной части необходимо также осмотреть и зафиксировать в ведомости дефектов состояние отводов, переключателя ответвлений, контактов паек; состояние стяжных шпилек и их изоляции, изоляции ярмовых балок (металлических); исправность заземления магнитопровода; отсутствие короткозамкнутого контура в системе магнитопровода и выполнение условий, исключающих возможность его образования.
Если активная часть подлежит разборке, необходимо оставить эскиз взаимного расположения изолированных и заземляемых частей магнитной системы.
По результатам дефектировки активной части окончательно устанавливают объем ремонта трансформатора. Активную часть с хорошими обмотками и магнитопроводом дальнейшим работам не подвергают и готовят к сушке. Все работы, описываемые ниже, относятся ремонту с заменой обмоток.
Демонтаж крышки и отводов.
Разборку активной части, связанной с крышкой подъемными шпильками, начинают с отсоединения от переключателя ответвлений и вводов регулировочных и линейных отводов. Перед отсоединением отводы нумеруют и прикрепляют к ним бирки с обозначением вводов и зажимов переключателя ответвлений.
Вводы и переключатель ответвлений демонтируют до или после съема крышки с активной части. Крышку снимают механизмом, который стропят к специально имеющимся на ней кольцам или скобам. Если таковых нет, то применяют временные рымы, закрепляемые в отверстиях крышки. Крышку трансформатора мощностью до 180 кВА нетрудно снять вручную вдвоем. Перед съемом крышки измеряют расстояние между ней и верхним ярмом, чтобы впоследствии выдержать эти размеры при сборке. Измерение производят у каждой шпильки и результаты записывают в карту обмеров.
Работы по ремонту активной части кроме последней стадии сборки выполняют одинаково, вне зависимости от способа крепления ее в баке (связи с крышкой).
Следующей операцией является демонтаж отводов, но перед этим снимают эскиз их разводки и крепления деревянными планками. Осматривают с целью определения возможности повторного использования старых отводов с новыми обмотками, и если нет местных повреждений (прогаров, растрескивания, сползаний изоляции), то отводы демонтируют так, чтобы их не повредить. В месте соединения с обмоткой отвод очищают ножом от изоляции, срезая ее на конус в двух направлениях в сторону спая на длине 50—200 мм (в зависимости от толщины изоляции и сечения провода). Отвод большого сечения отпаивают, пользуясь специальными клещами с угольными электродами.
Распаивать старую обмотку, пропитанную маслом и продуктами его разложения, необходимо с соблюдением всех правил пожарной безопасности. Чтобы изоляция не воспламенилась, вблизи места нагрева по обе стороны от спая обкладывают оголенные отвод и обмоточный провод мокрым тестообразным асбестом.
Соединения из проводов небольшого сечения (отводы ВН) не распаивают, а откусывают кусачками или отрубают зубилом.
Расшихтовка верхнего ярма.
На рисунке 1 показана активная часть трансформатора II габарита. Ее разборку начинают с распрессовки обмоток и ярма. Отвинчивают контргайки и гайки с вертикальных шпилек, равномерно расслабляют, а затем полностью отвинчивают гайки на стяжных шпильках верхних ярмовых балок. Вынимают прессующие шпильки вместе с бумажно-бакелитовыми трубками. Если шпильки свободно не извлекаются, их выбивают легкими ударами молотка через выколотку; Шпильки с трубками осматривают, укомплектовывают снятыми шайбами и гайками и укладывают на стеллаж. 
Рисунок 1 - Активная часть трансформатора II габарита (вид сбоку)
Снимают верхние ярмовые балки и изолирующие электрокартонные прокладки. Нетяжелые балки снимают вручную, металлические балки трансформаторов мощностью 400 кВА и выше — подъемным механизмом, причем стропят балки до вынимания стяжных шпилек. Ярмовые балки со стороны ВН и НН не взаимозаменяемы, поэтому перед съемом их маркируют надписями ВН и НН. Снятые балки укладывают на пол, на деревянные подкладки. Осматривают их состояние, окраску. Ярмовые балки, как правило, не нуждаются в ремонте. Балка бывает повреждена только при тяжелой аварии с взрывом или пожаром или при образовании короткозамкнутого контура и прохождении тока через него.
Вынимают заземляющую ленту магнитопровода, снимают верхнюю уравнительную и ярмовую изоляцию. Вертикальные шпильки, если они не мешают и магнитопровод не подлежит разборке, допускается оставить на месте.
Расшихтовку верхнего ярма выполняют два человека с обеих сторон. Начинают от крайних пакетов к середине ярма, вынимая пластины слоями одновременно по две-три. По первым вынутым пластинам устанавливают качество лаковой изоляции и необходимость ее восстановления. О дефектировке и способе восстановления лакового покрытия указывается ниже. Пластины осторожно укладывают на контейнер для транспортировки стали. Обычно всю сталь верхнего ярма укладывают на контейнер, который отправляют к лакировальной установке. Бросать пластины стали нельзя, так как образуемый при изгибах и ударах наклеп резко снижает магнитные свойства трансформаторной стали. Лишние перемещения пластин стали, как и разобранного магнитопровода, также не рекомендуются. Стержни магнитопровода после расшихтовки верхнего ярма осторожно стягивают киперной лентой, не допуская изгиба пластин.
Съем обмоток и изоляции.
Перед началом этих работ уже, как правило, становится известно, как следует поступить с демонтированными обмотками и деталями главной изоляции. Если новые обмотки поступили комплектно с главной изоляцией, то старая изоляция ценности не представляет, ее можно снять вместе с обмотками. Обмотки отправляют на восстановление провода, а изоляцию выбрасывают. Если обмотки не заменяют, а только ремонтируют или демонтируют для устранения неисправности в стержне или нижнем ярме магнитопровода, то детали главной изоляции осматривают, осторожно снимают, устраняют отдельные мелкие дефекты, изготовляя и заменяя пришедшие в негодность детали (рисунок 2). 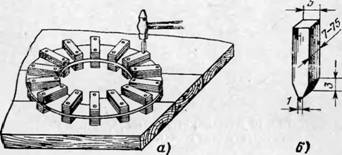
а — ярмовая изоляция; б — заклепка из электрокартона
Рисунок 2 - Сборка ярмовой изоляции трансформатора II габарита
Снимают обмотки различными способами в зависимости от характера и варианта использования старых обмоток. Наиболее распространенные из них следующие: а) заменяют все шесть обмоток — при классе состояния изоляции обмоток 3 и 4 (см. таблицу 1), а иногда и 2, или модернизируется весь трансформатор; б) заменяют три обмотки ВН, вышедшие из строя из-за нарушения электродинамической устойчивости по причине большой усадки или недостаточной прессовки при предыдущем ремонте. Обмотки НН, имеющие хорошую изоляцию и достаточно надежно закрепленные на стержнях магнитопровода, не снимают; в) заменяют три обмотки НН, вышедшие из строя из-за повышенных перегревов, образовавшихся в результате перекрытия осевых масляных каналов в многослойных цилиндрических обмотках, если длительного горения не было (трансформатор быстро был отключен релейной защитой). Обмотки ВН снимают, тщательно очищают от копоти, медных оплавлений и других продуктов кратковременного горения электрической дуги, промывают свежим сухим маслом и подготовляют к насадке на новые обмотки НН; г) заменяют две обмотки поврежденной фазы при значительном повреждении обмоток одной фазы, если обмотки трансформатора сравнительно новые и изоляция относится к классу состояния 0 и 1 (обмотки с изоляцией класса 2 ремонтируют); д) заменяют одну поврежденную обмотку ВН или НН, если ее повреждение незначительно, но ремонт ее невозможен или невыгоден (повреждение внутри обмотки, для устранения которого надо ее разматывать).
Возможны, но редко, и другие варианты. При повреждении двух фаз заменяют обычно и третью. На высокопроизводительных предприятиях с хорошо поставленным обмоточным производством бывает выгодно производить полную замену обмоток (всех шести), если требует замены только одна. На предприятиях, использующих элементы поточного метода ремонта, в частности ремонт активных частей на конвейерной линии, производят реконструкцию обмоток и главной изоляции на базе унификации всех ее элементов.
При вариантах а) и г) обмотки снимают со стержней фазами, т. е. сразу снимают обмотки ВН и НН. В остальных случаях обмотки снимают порознь: сначала наружные (ВН), а затем внутренние (НН). При этом предварительно верхние концы обмоток НН 9 (см. рисунок 1) выгибают вертикально вверх чтобы они не мешали снимать обмотки ВН и не задевали за них.
Обмотки трансформатора мощностью до 100 кВА снимают руками; взявшись за низ обмотки, слегка покачивают ее из стороны в сторону и поднимают. Если обмотка снимается трудно, то ее снимают как у трансформаторов большей мощности, с применением подъемного механизма и съемника обмоток.
Съемники обмоток могут применяться самой различной конструкции. Рекомендуемая конструкция (рисунок 3) —двухлучевая траверса, позволяющая не только снимать или насаживать обмотку, но и транспортировать ее на тележку или сразу на склад для отправки на восстановление проводов. Съемник имеет выдвижные лапы и держатели, обтянутые резиной. Лапы съемника заводят под обмотку своими носками так, чтобы они при движении вверх не задевали за внутреннюю обмотку или за стержень магнитопровода. 
Рисунок 3 - Съемник обмоток трансформаторов I—II габаритов
После съема обмоток снимают со стержней нижнюю главную изоляцию — ярмовую (см. рисунок 1) и уравнительную. Снимают электрокартонные цилиндры и буковые детали, расклинивающие обмотки НН (круглые стержни и фасонные планки). Если обмотки заменяют вследствие их длительной работы и износа изоляции, то обычно и деревянные детали заменяют новыми, изготовленными по образцу старых. Ремонт магнитопровода. Только после съема обмоток магнитопровод становится доступным для окончательной дефектировки. И в зависимости от ее результатов на нем проводят те или иные работы.
Сначала очищают стержни и нижнее ярмо от загрязнений, шлама и копоти ветошью, смоченной бензином. Затем тщательно осматривают магнитопровод. Даже незначительные повреждения выявляются, как правило, осмотром; эти места имеют потемнения, а спекания пластин легко обнаруживают на торцах пакетов. Изоляцию стяжных шпилек магнитопровода, а также изоляцию между активной сталью и ярмовыми балками проверяют мегомметром 1000 В.
Проверяют состояние и механическую прочность изоляции пластин. Изоляция должна полностью покрывать пластины. Бумажная изоляция не должна рассыпаться и растираться в порошок, а лаковая изоляция не должна отделяться при царапании неострым предметом. Если на шпильках и пластинах нет признаков повреждений, изоляция шпилек и пластин хорошая, то магнитопровод считают годным для дальнейшей работы и сборки.
При обнаружении мелких дефектов магнитопровод подвергают частичному ремонту. Магнитопровод оставляют на месте в вертикальном положении. Верхние концы стержней, связанные киперной лентой, развязывают и стержни распушают. Места спекания между собой двух или нескольких пластин вырубают зубилом или крейцмейселем, пластины разводят отверткой и между ними вставляют полоски кабельной или телефонной бумаги. Места подгорания или выкрашивания лаковой изоляции закрашивают эмалью марки 1201 с помощью кисти и высушивают на воздухе.
Полный ремонт магнитопровода — это большая и трудоемкая работа. Необходимость в нем возникает очень редко, например, у трансформаторов, потерпевших тяжелую аварию с так называемым «пожаром в стали». Пожар в стали возникает в результате нарушения в каком-нибудь месте изоляционной конструкции магнитопровода и образования короткозамкнутого контура в системе магнитопровода и металлических частях (рисунок 4). По контуру, сцепленному с магнитным потоком, протекает ток до нескольких тысяч ампер, который выжигает изоляцию и сталь, пробивает насквозь пластины. Если такой режим длится всего несколько секунд, то магнитопровод еще можно отремонтировать, но в большинстве случаев весь трансформатор в результате такой аварии становится непригодным к ремонту. ![]()
Рисунок 4 - Образование короткозамкнутого контура при нарушении изоляции стяжной шпильки ярма
Учитывая малую вероятность столкнуться практически с необходимостью полного ремонта магнитопровода, некоторые ремонтные предприятия не имеют специального участка ремонта магнитопровода. Кроме того, отремонтированный магнитопровод из горячекатаной стали будет иметь недопустимо низкие магнитные свойства Только перешихтовка верхнего ярма увеличивает потери холостого хода на 5—8%, а переборка всего магнитопровода — примерно на 25%. Поэтому магнитопроводы из горячекатаной стали, особенно с бумажной изоляцией пластин, требующие полного ремонта, целесообразно не ремонтировать, а заменять новыми, получаемыми с завода, изготовленными из холоднокатаной стали с лаковой или жаростойкой изоляцией (типа «карлит»). Магнитопровод современного трансформатора, попавшего в такую аварию, ремонтировать целесообразно.
Полный ремонт магнитопровода состоит из следующих операций: кантовки магнитопровода в горизонтальное положение; разборки и расшихтовки стержней и нижнего ярма; отбраковки и ремонта пластин; очистки пластин от старой изоляции; изготовления новых пластин взамен отбракованных; лакировки и запечки пластин; сборки магнитопровода; электрических и тепловых испытаний магнитопровода.
Изолировку пластин верхнего ярма проводят почти всегда, так как лаковая пленка от многократных перишихтовок изнашивается и теряет свои электроизоляционные свойства.
Вопрос о восстановлении изоляции пластин решается в каждом конкретном случае отдельно. Если старая изоляция легко скалывается, шелушится, то ее удаляют.
На предприятии может применяться один из следующих Способов удаления старой изоляции пластин: механический — на зачистных станках с движущимися стальными щетками (крацевальными кругами) или вручную кардовыми лентами или щетками; химический — в ванне с 10—15%-ным раствором едкого натра, нагретым до 80° С, с последующей промывкой в горячей воде и сушкой горячим воздухом, обжигом в термической печи или на конвейере (лакировальной машине) при 300—450° С, отпариванием в горячей воде с последующей сушкой.
Для удаления лаковой пленки можно использовать только первые два способа, а бумажной изоляции — все четыре.
Нанесение и запечку лаковой пленки на пластинах производят на лакировальной установке. Конструкция установки может быть любой, так же как и ее производительность, средства перемещения пластин и способы нагрева и охлаждения. Имеются и портативные установки, сборно-разборные, удобные для транспортировки на место ремонта, которые можно использовать и в стационарных условиях, если нет для лакировальной установки постоянного места. Схема такой установки показана на рисунке 5. 
1 — пластина стали; 2 — резиновые валики; 3 — горизонтальная трубка для подачи лака на валики; 4 — расходный бачок; 5 — вертикальная трубка; 6 — ванночка; 7 — нижний бачок; 8 — насос; 9, 11, 14— транспортеры; 10— конвейерная печь; 12 — электронагреватель; 13 — вытяжная вентиляция; 15 — приточная вентиляция; 16 — столик
Рисунок 5 - Схема устройства лакировальной установки
На предприятии большой производительности целесообразно оборудовать стационарную установку для лакировки пластин небольшой ширины — только для трансформаторов I—II габаритов с газовым обогревом и водяным охлаждением пластин.
Для лакировки пластин ранее применяли лаки № 302 (302К) и 202. Теперь вместо них выпускается лак марки КФ-965. Запекаются лаки при температуре не менее 100° С и не более 500° С; чем выше температуру допускает установка, тем быстрее полимеризуется лаковая пленка: от 5—6 ч при 100° С до 1 мин при 500°С.
В процессе лакировки проверяют качество лаковой пленки. Она должна иметь равномерный темно-коричневый цвет, поверхность должна быть гладкой, ровной, без подтеков. Палец к остывшей лакированной пластине не должен прилипать, при царапании ногтем на пленке не должно оставаться следа.
В случае сомнения в качестве лаковой пленки проверяют электрическую прочность лаковой изоляции по схеме на рисунке 6. Пробивное напряжение измеряют в нескольких точках пластины по 10 раз с каждой стороны и вычисляют среднее арифметическое значение из 20 значений, не считая нулевых, которые могли получиться при установке электрода на место, уже однажды пробитое. Электрическая прочность лаковой пленки допускается не менее 150 В. Критерием качества лакового покрытия является также ее электрическое сопротивление. Оно измеряется на пакете из пяти-шести пластин, сжатом электродами давлением 0,5—0,6 МПа (5—6 кгс/см2). Измерение сопротивления производят методом амперметра и вольтметра от источника постоянного тока напряжением 6—12 В. Сопротивление пакета должно быть не менее 10 Ом. 
1 — вольтметр; 2 — нижний плоский электрод; 3 — пластина стали; 4 — верхний цилиндрический электрод сечением 1 см2; 5 — плавкий предохранитель; 6 — автотрансформатор (ЛАТР); 7 — обмотка реле максимального тока (автомата); 8 — контакты реле максимального тока
Рисунок 6 - Принципиальная схема измерения пробивного напряжения лаковой пленки
Установка изоляции, насадка и расклиновка обмоток.
Сборка активной части является самой ответственной работой. От того, как тщательно выполнены все операции — установка изоляции, насадка и расклиновка новых обмоток, а также дальнейшие ремонтные операции, зависит во многом, как будет работать трансформатор в различных условиях эксплуатации. Важно высококачественно выполнить эти работы и для того, чтобы впоследствии не пришлось вновь разбирать активную часть, если трансформатор не выдержит те или иные приемо-сдаточные испытания. Поэтому эту работу доверяют только высококвалифицированным рабочим, имеющим большой производственный опыт.
Перед сборкой бригада сборщиков подготавливает на рабочем месте возле остова трансформатора все необходимое: детали, подлежащие установке, инструменты и принадлежности. Обмотки осматривают, убеждаются в их исправности внешним осмотром и по ярлыкам, навешанным на них, а также по записям в ремонтной карте о результатах приемки запасных обмоток. Осматривают готовность магнитопровода к сборке активной части. Он должен быть отремонтирован, вычищен, а верхние концы пластин стержней связаны киперной лентой, после чего начинают сборку активной части.
Устанавливают уравнительную изоляцию (рисунок 7) — в большинстве случаев старую, вычищенную и отремонтированную, затем нижнюю ярмовую изоляцию, нанизывая ее на стержни, поворачивая ее так, чтобы ее подкладки лежали на ярме и планках уравнительной изоляции без провисания. 
Рисунок 7 - Установка уравнительной и ярмовой изоляции на трансформаторе мощностью 320 кВА
Стержни магнитопровода обвертывают листами электрокартона толщиной 1—1,5 мм с нахлестом 50— 100 мм на боковых сторонах против центральных пакетов, чтобы образовались мягкие цилиндры. Желательно цилиндр подготовить из целого листа картона с одним нахлестом, но допускается его изготовление из двух частей. Цилиндры закрепляют двумя бандажами из киперной ленты.
Картонные листы гнут вокруг стержня вдоль волокон, не допуская местных сгибов и изломов. Цилиндр по размерам должен быть равен демонтированному со старой обмоткой, замеренному и заэскизированному при разборке. Проверяют высоту, толщину и наружный диаметр установленного цилиндра.
Затем начинают насадку обмоток. Если поданы отдельно обмотки НН и ВН, то насадку производят поочередно, начиная с крайней фазы, сначала все обмотки НН, а потом — ВН. Эту работу без особого труда выполняют вручную. Если обмотки намотаны или собраны пофазно, т. е. обмотка НН уже находится внутри обмотки ВН, то и насадку их на стержни производят сразу. Эту работу выполняют с применением подъемного механизма и съемника обмоток (см. рисунок 3). В этом случае при насадке обмоток не допускают смещения наружных обмоток относительно внутренних. Поэтому усилие, которое надо приложить для насадки фазы на стержень, прикладывают к внутренней обмотке через какие-нибудь кольца, деревянные планки или прокладки. Для облегчения насадки картонные цилиндры и их бандажи можно натереть парафином. Если бандажи мешают, их можно по мере насадки обмотки НН сдвигать вниз, а затем совсем снять. Никаких дополнительных грузов для облегчения насадки обмоток применять не следует, должно быть достаточным усилие рук одного человека; если насадка идет очень трудно, следует выяснить и устранить причину.
После насадки обмоток их нельзя поворачивать на стержне. Расположение выводных концов обмоток надо соблюдать сразу при насадке обмоток на стержни, при этом следует руководствоваться маркировкой магнитопровода «сторона НН» и «сторона ВН», нанесенной перед разборкой активной части.
Закончив насадку, приступают к радиальной расклиновке обмоток. Ее выполняют для обеспечения жесткой опоры обмоток в радиальном направлении, т. е. для динамической устойчивости при внутренних коротких замыканиях в трансформаторе.
Если обмотки НН и ВН насажены раздельно, то сначала забивают рейки в канал между обмотками НН
и ВН. Делают это следующим образом: ставят электрокартонные коробочки длиной во всю высоту обмотки, вставляют в них натертые парафином рейки и забивают их поочередно в перекрестном порядке молотком. Рейки забивают с усилием, и если они входят от удара молотка очень легко, то под них подкладывают электрокартонные полоски. Рейки рекомендуется применять склеенные и спрессованные из электрокартона. Такие рейки лучше деревянных; в отличие от последних они не усыхают и не меняются в объеме при длительной эксплуатации.
Для закрепления фаз относительно стержней магнитопровода между уступами, образованными пакетами стержней, и цилиндром забивают буковые клинья круглого сечения, а между плоской частью стержня и цилиндром — плоские фасонные планки. Размеры расклинивающих деталей и места их установки должны соответствовать эскизу, снятому при демонтаже старых обмоток.
После радиальной расклиновки устанавливают верхнюю ярмовую изоляцию, а затем выгибают и изолируют концы обмоток НН, пользуясь овальной трубкой как рычагом. Изолируют концы обмоток НН от выхода их из обмоток на длине 100—120 мм двумя слоями лакоткани вполуперекрытие, а затем одним слоем тафтяной ленты также вполуперекрытие. Толщина изоляции составляет около 1,5 мм на сторону. Особенно тщательно надо изолировать места выхода из обмоток, так как в этих местах провода круто изогнуты и имеется большая возможность повреждения изоляции.
Зашихтовка верхнего ярма, прессовка обмоток и ярма. При подготовке к работе доставляют на место сборки пластины стали, ярмовые балки и все детали, подлежащие монтажу. Если пластины стали не перебирались для каких-либо работ, а лежат на контейнере или на стеллаже в той последовательности, в какой были уложены при расшихтовке верхнего ярма, то они готовы к работе. Перелакированные пластины, а также бывшие в ремонте необходимо разложить по позициям с тем, чтобы сверху лежали более крупные пластины.
Начинают шихтовать верхнее ярмо с середины центрального пакета одновременно с двух сторон ярма, а затем правые и левые угловые пластины среднего пакета. В таком порядке шихтуют все пакеты. Если лакировались не все пластины, а половина, шихтуют пластины через одну, т. е. чтобы каждая нелакированная пластина соседствовала с лакированной и между каждыми двумя пластинами был слой лака. При шихтовке используют эскиз, снятый при расшихтовке.
К шихтовке верхнего ярма предъявляются требования: - не допускаются нахлесты пластин ярма на короткие пластины стержней; - зазоры в стыках допускаются не более 0,3 мм (проверяют щупом); - отверстия в пластинах ярма и стержней должны точно совпадать; - должны ровно стыковаться угловые пластины ярма с вертикальными пластинами стержней.
При шихтовке могут возникать «гребешки» (выступание некоторых пластин). Необходимо подбивать их молотком через картонную (гетинаксовую) подкладку после сборки каждого слоя. Окончательно все «гребешки» подобьют после прессовки обмоток. При укладке второго пакета со стороны НН между пластинами ярма вставляют заземляющую ленту, на глубину 50 - 60 мм, изолируя ее от торцов пластин электрокартонной полоской (рисунок 8). 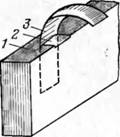
Рисунок 8 - Установка заземляющей ленты
По окончании шихтовки устанавливают верхние ярмовые балки (рисунок 9) согласно биркам, навешанным на них при разборке, с ярмовыми электроизоляционными прокладками и скрепляют их между собой временными технологическими шпильками, затягивая не сильно и пластины не прессуя. У выхода концов обмоток НН между полкой ярмовой балки и буковыми планками устанавливают электрокартонные щитки. Между балкой на стороне НН и прокладкой зажимают второй конец заземляющей ленты. Ярмовые балки своими отверстиями надевают на вертикальные шпильки, которые стягивают торцовым ключом, обеспечивая необходимую прессовку обмоток. Затем подбивают оставшиеся «гребешки» кувалдой через деревянную подкладку толщиной 30—40 мм. 
Рисунок 9 - Прессовка обмоток и ярма
В отверстия ярма вставляют ярмовые стяжные шпильки с бумажно-бакелитовыми трубками, на оба конца каждой шпильки надевают изоляционные и стальные шайбы и навинчивают гайки. Если шпильки с трубками в отверстия не входят из-за возможного смещения пластин, отверстия поправляют стальной конусообразной оправкой.
После окончательной затяжки стяжных шпилек проверяют мегомметром отсутствие металлических замыканий между каждой шпилькой и ярмом, и если они будут обнаружены, выясняют их причину и устраняют. Гайки раскернивают.
После сборки и прессовки верхнего ярма и обмоток проводят необходимый комплекс промежуточных испытаний.
Пайка, изолировка и крепление отводов.
Согласно расчетной записке, если таковая имеется, или согласно паспортной табличке, если выполняется восстановительный ремонт, собирают схему соединения обмоток. Трансформаторы I—II габаритов могут иметь схемы и группы соединений обмоток: Y/Y —0; ∆/-У-11; Y/∆-11 и Y/—Y-11. Для соединения обмоток в «звезду» нижние концы обмоток трех фаз соединяют вместе, а верхние через отводы присоединяют к токоведущим шпилькам вводов. При схеме «звезды с нулем» общий «нуль» нижних концов также выводят. Для схем соединения в «треугольник» или «зигзаг» начала обмоток одних фаз или их частей соединяют с концами других. Во всех случаях используют схемы соединения и чертежи установки отводов.
Сначала собирают временную схему соединения обмоток вручную, т. е. без пайки и сварки и активную часть подвергают промежуточным испытаниям: проверке группы соединений, измерению коэффициента трансформации. Убедившись в полной исправности, выполняют окончательные неразъемные соединения.
Для надежного механического и электрического соединения токоведущих частей применяются методы пайки и сварки: электроконтактная пайка меди твердыми припоями (медно-фосфорным или серебряным) без флюса; электроконтактная пайка алюминия с алюминием и с медью с применением алюминиевой присадки и флюса; сварка алюминия, меди и алюминия с медью угольным электродом с применением присадок, припоев и флюсов; аргоно-дуговая сварка алюминия; сварка алюминия с алюминием и с медью на газовых или автогенных горелках; пайка меди мягкими припоями с канифолью с помощью паяльной лампы; холодная сварка алюминия с алюминием, меди с медью и алюминия с медью специальными клещами и машинами серии МСХС.
Сварные и паяные соединения в зависимости от их принадлежности и местонахождения в трансформаторе изолируют на различную толщину различными ленточными изоляционными материалами: кабельной или крепированной бумагой, киперной или тафтяной хлопчатобумажной лентой, лакотканью и др. Все это определяется расчетной запиской, заводскими чертежами и другой документацией.
На рисунке 10 показан пример изолировки места спая отвода. 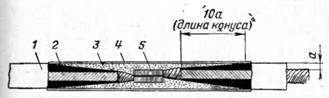
1 — конец отвода; 2 — изоляция конца, срезанная на конус; 3 — изоляция лентами лакоткани; 4 — бандаж из тафтяной ленты; 5 — место спая; а — толщина изоляции отвода на одну сторону
Рисунок 10 - Изолировка места спая отвода
Перед изолировкой выполняют подготовительные работы, срезают изоляцию спаянных элементов острым ножом на конус и тщательно осматривают спаянное соединение. Если для пайки алюминия применялся флюс, проверяют чистоту промывки соединения после сварки. Это весьма важно, так как все флюсы, применяемые для сварки алюминия, химически активны по отношению к оксидной пленке, защищающей поверхность алюминия, и их неотмытые остатки, будучи заполированы, могут постепенно разрушать алюминиевую токоведущую часть, что через несколько лет после ремонта может привести трансформатор к аварии.
Далее приступают к подготовке материалов. Листовую лакоткань режут на полосы шириной 20—40 мм и длиной 1—1,5 м по диагонали пряжи. Крепированную бумагу режут на ленты поперек крепа, ленты из кабельной бумаги режут в любом направлении. При централизованной заготовке материалов для разрезки используют бумагорезательные станки, станочные ножницы или другие специальные приспособления. Листы лакоткани предварительно свертывают в рулоны диаметром 20—30 мм вдоль диагоналей пряжи, а потом режут на ленточные рулончики. Крепированную бумагу можно резать в фабричной упаковке.
Ленточную изоляцию накладывают встык, вразгон (вразбежку), в четверть нахлеста, вполнахлеста (вполуперекрытие) и в три четверти нахлеста.
Наиболее распространена изолировка вполуперекрытие, она наиболее простая и обеспечивает необходимую механическую и электрическую прочность. Сначала накладывают бумагу или лакоткань на необходимую толщину, а потом один-два слоя хлопчатобумажной ленты — так называемый бандаж. Концы изолировочных лент заделывают заподлицо — затягивают петлей.
Изолировка и бандажировка должны быть плотными, не допускается образование просветов, пустот и воздушных прослоек. Для этого ленту натягивают, приглаживают в направлении намотки и обжимают рукой, чтобы слои ложились друг на друга ровно и плотно, без морщин и мешков. Особенно тщательно надо выполнять изолировочные работы на изгибах и переходах. Выполненную изолировку проверяют на плотность наощупь, промеряют длину и ширину наложенной изоляции, осматривают заделку концов лент, а затем покрывают бандажи глифталевым лаком ГФ-95.
Если на трансформаторе применяют голые отводы, изолируемые бумажно-бакелитовыми трубками, то их стыки изолируют кабельной или крепированной бумагой в четыре-пять слоев, а затем бандажируют одним слоем тафтяной ленты.
Очень часто отводы остаются голыми, это относится к шинным отводам НН. Поверхности голых отводов, если они не луженые, окрашивают маслостойкой эмалью (например, ВЛ-515).
Бумажно-бакелитовые трубки, если они находятся в хорошем состоянии, используют старые. Их устанавливают согласно маркировочным биркам или эскизам, сделанным при разборке и дефектировке трансформатора. Негодные трубки заменяют новыми. При этом соблюдают правило, чтобы стыки трубок смежных провесов были смешены друг относительно друга не менее чем на 30 мм.
Крепление отводов при восстановительном ремонте трансформатора выполняют теми же деталями, которые были сняты при разборке. Деревянные планки, имеющие трещины или сколы, заменяют новыми, изготовленными по образцу старых. Если вносятся какие-нибудь изменения в конструкцию крепления отводов (изменяют количество отводов при замене переключателя на новый с другим числом положений или по другой причине), то крепление отводов выполняют по ремонтному чертежу, разработанному конкретно для данного трансформатора, или по типовому чертежу с подгонкой деталей по месту.
На этом ремонт активной части заканчивается, устанавливают постоянные или временные рым-болты для подъема (это зависит от конструктивной связи активной части с баком или крышкой) и активную часть отправляют на сушку.