На рис. 1 показана установка для намотки обмоток с простым металлическим сварным шаблоном. Основным оборудованием служит намоточный станок с приводом. Оснащение станка состоит из шаблона 4, шайб 3 для фиксации реек 5, стойки 10 для барабанов 11 с обмоточным проводом, натяжного устройства 9, педали 8 для пуска станка.

Рис. 1. Установка для намотки обмоток с простым металлическим шаблоном:
1 — передняя бабка, 2 —планшайба, 3 — шайбы для фиксации реек, 4 — металлический шаблон, 5 — рейка, 6 — задняя бабка, 7 — станина, 8 — педаль для пуска станка, 9 — натяжное устройство, 10 — стойка, 11 — барабаны с обмоточным проводом
Шаблоны могут быть простые, раздвижные, сборные и др. Одной из конструкций простого шаблона для крупных непрерывных и винтовых обмоток является сварной металлический цилиндр, в который вварены четыре диска. Через все диски проходит труба, в которую запрессованы втулки. По торцам шаблона приварены ребра жесткости с отверстиями для подъема. В ребра вварены втулки для ведущих пальцев поводка.

Рис. 2. Шаблон с механизированной настройкой
На простых шаблонах можно наматывать обмотки только одного диаметра, поэтому существуют различные конструкции раздвижных шаблонов, например шаблоны с механизированной настройкой (рис. 2). На валу 3 свободно сидят два диска 1 и закреплены неподвижно четыре конические шестерни 2. Эти шестерни можно жестко фиксировать на дисках винтами 10. Диски имеют с каждой стороны Т-образные пазы 4 для размещения болтов 5 и кольцевые конусообразные пазы для закрепления корпусов лучей 12.

Рис. 3. Контрольная шайба
В корпусе луча закреплен винт 6, на конце которого сидит коническая шестерня 8, сцепленная с шестерней 2. На винт навертывается гайка-стержень 7, которая представляет собой пустотелый цилиндр и может перемещаться по винту в корпусе луча. На гайках-стержнях расположены щвеллерообразные планки 9, имеющие пазы 11 для картонных реек, которые устанавливаются при намотке обмоток.
Для настройки шаблона на необходимый диаметр закрепляют его в центрах .намоточного станка, освобождают диски 1 относительно вала 3 и закрепляют их неподвижно относительно корпуса станка. После этого приводят во вращение шпиндель станка, связанный с валом. Вал с жестко сидящими на нем шестернями 2 вращается относительно неподвижных дисков и передает вращение на шестерни 8 и винты 6. Гайки-стержни перемещаются при этом в радиальном направлении до нужного диаметра. На наружных диаметрах дисков нанесены деления, по которым в зависимости от числа реек обмотки производится установка лучей 12 и планок 9.
Такие шаблоны позволяют осуществлять очень точную настройку (±0,5 мм) на необходимый диаметр, при этом время на настройку в несколько раз сокращается. На этих шаблонах (масса 650— 3160 кг) можно наматывать обмотки силовых трансформаторов со следующими характеристиками: внутренний диаметр — 600— 2800 мм, длина— 1500—3200 мм, количество реек—12—48 шт., масса — 3—15 г.
Раздвижной шаблон включает в себя приспособление для фиксации и закрепления реек. Простые шаблоны имеют упорные диски с прорезями для установки реек. Если таких прорезей нет, на концы шаблона устанавливают контрольные шайбы (рис. 3).
На рис. 4 показаны различные зажимы для натяжения провода, которые устанавливают на специальном приспособлении или сажают на цепь, прикрепляемую обычно к стойке с барабанами.
Любой зажим должен обеспечивать натяжение провода, в то же время изоляция провода при его прохождении через зажим не должна задираться, рваться и т. д.
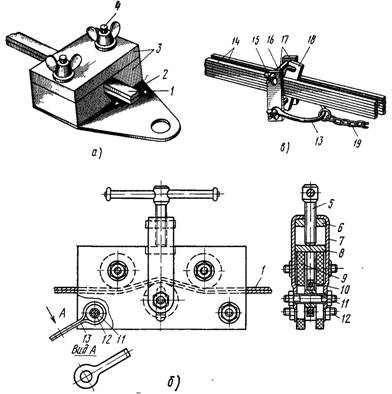
Рис. 4. Зажимы для натяжения обмоточного провода:
а — простой, б — роликовый, в — для намотки двухходовых винтовых обмоток; 1 — обмоточный провод, 2 — основание зажима — стальная пластина, 3 — зажимные текстолитовые или гетинаксовые планки, 4 — зажимной винт с барашковой гайкой, 5 — натяжной винт, 6 — пластина с резьбовым отверстием, 7 — металлический корпус в виде скобы, 8 — опорная планка, 9 — щеки из текстолита или гетинакса, 10 — шариковый подшипник, 11 — втулка, 12 — шпилька, 13 — скоба для крепления зажима, 14 — параллельные провода витка, 15 — шпилька с барашковой гайкой, 16 — трубка, свободно надетая на шпильку, 17 — зажимные планки, 18 — промежуточная откидная планка, 19 — цепь

Рис. 5. Приспособление для выгибания провода:
1 — стальная планка с прорезями для провода; 2 — щеколда, 3 — ограничитель хода щеколды
Кроме основного оборудования для намотки обмоток, применяют приспособления для выгибания провода при выполнении .переходов, транспозиций и др. (рис. 5), а также для крепления частей обмоток — витков, секций, концов (рис. 6).

Рис. 7. Цепной зажим для крепления концов многопараллельной обмотки:
1 — прижимной винт, 2 — коромысло с резьбовым отверстием, 3 — цепь Галля, 4 — прижимная пластина, 5 — конец витка из многих параллельных проводов