Общие сведения о соединении и оконцевании токопроводящих жил проводов и кабелей
Соединение и оконцевание токопроводящих жил проводов и кабелей — весьма ответственные операции, от правильного выполнения которых в большой мере зависит надежность работы электроустановок. Контактные соединения делятся на разъемные и неразъемные. Первые выполняют при помощи, винтов, болтов, клиньев и сжимов, вторые осуществляют сваркой, пайкой и опрессовкой.
Для надежной работы контактное соединение должно: иметь малое электрическое сопротивление, не превышающее сопротивления целого участка такой же длины. (Повышенное сопротивление контакта приводит к усиленному местному нагреву, что может вызвать разрушение соединения. Согласно нормам допускается кратковременный нагрев жил при коротком замыкании до 150°С при резиновой и пластмассовой изоляции и до 200 °С—при бумажной. Понятно, что контактное соединение должно выдерживать такие же температуры и, кроме того, надежно работать при многократных нагревах и охлаждениях.):
иметь высокую механическую прочность (особенно если соединение должно выдерживать значительные механические усилия — соединение шин, проводов воздушных линий и др.);
быть устойчивым к воздействиям едких паров и газов, изменению температуры и влажности, возможным вибрациям и сотрясениям, которые могут возникнуть при работе оборудования.
В электромонтажной практике используются медные и алюминиевые токопроводящие части. При монтаже соединений возможны пары «медь — медь», «алюминий — алюминий» и «медь — алюминий». У меди пленка окиси образуется медленно, мало влияет па качество контактного соединения и хорошо удаляется. Поэтому соединение медных токопроводящих частей обладает наилучшими электрическими и механическими свойствами. Алюминий тоже окисляется на воздухе, но у него пленка окиси образуется очень быстро, обладает большой твердостью и. высоким электрическим сопротивлением. Кроме того, температура плавления этой пленки, составляет около 2000 °С, поэтому она препятствует пайке и сварке алюминиевых проводов обычными методами.
В соединении меди с алюминием образуется гальваническая пара, в результате чего соединение быстро разрушается электрохимической коррозией.
Винтовые соединения
Основной вид контактного присоединения медных и алюминиевых жил малого сечения к электрическим машинам, аппаратам и приборам — винтовое соединение. Его применяют для проводов сечением до 10 мм2.
Для присоединения медных жил малых сечений их изгибают в виде колечка, которое в случае многопроволочной жилы пропаивается. Несколько сложнее делают винтовые присоединения алюминиевых жил. Дело в том, что алюминий под давлением начинает как бы «течь» в область с меньшим давлением. Поэтому, если алюминиевое соединение чрезмерно затянуть винтом, то с течением времени контактное соединение ослабнет, так как некоторая часть металла «вытечет» из-под шайбы. Особенно быстро происходит этот процесс при периодическом нагреве и охлаждении соединения. Для предотвращения этого явления винтовой зажим должен иметь устройство, предохраняющее алюминиевое колечко от раскручивания и компенсирующее ослабление контакта из-за текучести алюминия.
Для запирания колечка используют шайбу-звездочку или прямоугольную шайбу с бортиками, а для компенсации давления — пружинящие шайбы. Перед затяжкой винта контактные поверхности зачищают до блеска и смазывают кварцевазелиновой пастой.
Соединение опрессовкой
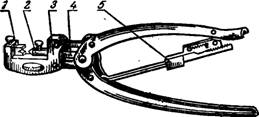
Рис. 1. Прессовочные клещи ПК-2М в гильзах типа ГАО
При соединении опрессовкой концы соединяемых проводов вводит в соединительную гильзу (отрезок трубки из чистой меди или алюминия) и сдавливают специальным инструментом. Большое значение для качества соединения имеет чистота контактных поверхностей, поэтому при любом способе опрессовки с жил и гильз должны быть удалены грязь, остатки изоляции и окисные пленки. С медных проводов пленку окиси удаляют в процессе опрессовки, когда поверхность металла растягивается и «течет», поэтому никакой специальной обработки, кроме зачистки, для медных проводов не требуется. Что же касается алюминия, то для разрушения прочной пленки его окиси на зачищенные контактные поверхности наносят пасту, состоявшую из вазелина с добавкой твердых зерен кварцевого песка или окиси цинка. При опрессовке твердые частицы разрушают пленку, а вазелин препятствует повторному окислению контактов.
Опрессовку алюминиевых проводов сечением до 10 мм2 производят диаметром до 9. мм) с помощью пресс-клещей ПК-2М (рис. 1). Они имеют рукоятки с фиксатором 5, ограничивающим степень вдавливания, одна из которых соединена с упорной скобой 3, а вторая — с толкателем 4. На скобе закреплена матрица 1, а на толкателе — пуансон 2 с зубом.

Рис. 2. Прессовочные клещи ПК-1М
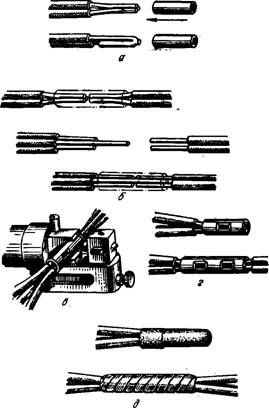
Рис. 3. Опрессовка проводов в гильзах ГАО:
а — в укороченной гильзе, б —в удлиненной гильзе, в — установка гильзы в прессе, г — гильзы после опрессовки, д — изоляция гильзы
Пресс-клещи ПК.-1М (рис. 2) за счет большой длины рукояток создают давление, достаточное для опрессовки гильз диаметром до 14 мм. В гидравлических монтажных клещах Г КМ рабочее движение толкателя с пуансоном происходит за счет давления в гидроцилиндре, которое возникает при нажатии рукоятки.
Технологический процесс опрессовки показан на рис. 3. Подготовка алюминиевых проводов к соединению заключается в их зачистке и покрытии пастой. После этого на концы проводов надевают укороченную гильзу ГАО (при односторонней опрессовке, рис. 3, а) или удлиненную гильзу той же марки (при двухсторонней опрессовке, рис. 3, б) и делают одно или два вдавливания прессом или клещами (рис. 35, в, г). Пуансон вдавливают в гильзу до момента срабатывания фиксатора-ограничителя или до тех пор, пока пуансон не коснется матрицы (если пресс-клещи не имеют фиксатора). Опрессованное контактное соединение очищают от остатков пасты и изолируют полиэтиленовыми колпачками или изоляционной лентой (рис. 3, д).
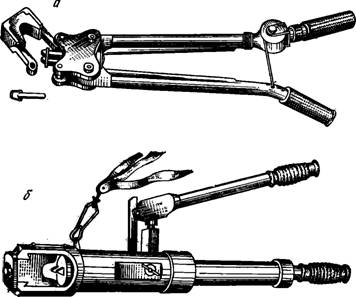
Рис. 4. Инструмент для опрессовки:
а — механический пресс РМП-7М, б — гидравлический пресс РГП-7М
Для опрессовки алюминиевых проводов и жил кабелей сечением 16...240 мм2 используют гильзы типа ГА. В качестве опрессовочного инструмента применяют прессы, позволяющие создать большие усилия вдавливания. На рис. 4 показаны ручной механический пресс РМП-7М и ручной гидравлический пресс РГП-7М. Первый из них работает по тому же принципу, что и пресс-клещи, работа второго аналогична действию гидравлических клещей ГКМ. Усилие вдавливания этих клещей до 69 кН (7 т).
Опрессовку проводов больших сечений проводят в следующем порядке. После удаления изоляции, очистки и обработки пастой провода вводят в гильзу так, чтобы стык жил находился в центре ее (рис.4.5, а). Секторную жилу кабеля необходимо скруглить для того, чтобы она без больших зазоров укладывалась в гильзе.
Эту операцию на многопроволочных жилах выполняют универсальными плоскогубцами, а на однопроволочных — с помощью специальных обжимок, которые временно устанавливают для этой цели в пресс вместо матрицы и пуансона (рис. 5, б). Во время опрессовки на гильзе делают четыре вдавливания — по два на каждой половине (рис. 5, в).

4.5. Технология соединения жил опрессовкой:
а — подготовка жил, 6 — скругление жилы, в — гильза после опрессовки
Для ускорения и повышения качества опрессовки можно использовать двухзубую матрицу, устанавливая ее в электрогидравлический пресс ПГЭЛ-2.
Опрессовка медных проводов производится таким же образом и теми же инструментами в гильзах марки ГМ. Медные многопроволочные жилы сечением до 2,5 мм2 можно соединять опрессовкой без гильз (рис. 6).
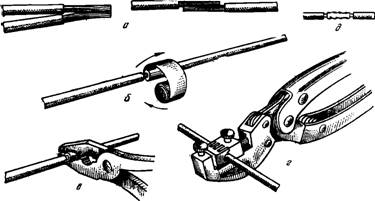
Рис. 6. Соединение медных жил сечением до 2,5 мм2:
а — расположение жил, 6 — наложение медной или латунной ленты, в — уплотнение ленты, г — опрессовка, д — готовое соединение
Зачищенные участки жил длиной 20...25 мм плотно прижимают друг к другу и обворачивают в несколько слоев медной или латунной лентой (фольгой) шириной 18...20 мм, толщиной 0,2...0,3 мм. Затем в клещи ПК-2М устанавливают гребенчатую матрицу и пуансон, с помощью которых производится опрессовка.