Оконцеванием называют операцию, при которой концу токопроводящей жилы провода или кабеля придают форму, удобную для ее присоединения к зажиму аппарата.
Оконцевание однопроволочных проводов сечением до 10 мм2 и многопроволочных сечением до 2,5 мм2 начинают со снятия изоляции на участке, длина которого зависит от диаметра винтового зажима. Затем жилу зачищают до металлического блеска и с помощью круглогубцев изгибают в колечко, диаметр которого должен соответствовать диаметру винта. Если провод имеет хлопчатобумажную оплетку, то перед изгибом на жилу надевают пластмассовый оконцеватель. Специальные бирки-оконцеватели надевают на все провода в случаях, когда требуется нанести на них маркировку согласно монтажной схеме. Многопроволочные медные жилы сечением до 2,5 мм2 перед изгибанием в колечко облуживают, то же производят и с однопроволочными жилами, если оконцевание будет находиться во влажном помещении. Для проводов малых сечений часто применяют опрессовку кольцевыми наконечниками, которую выполняют пресс-клещами ПК-2М со специальной матрицей и пуансоном.
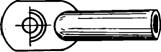
Рис. 10. Алюминиевый наконечник ТА для оконцевания опрессовкой
Однопроволочные провода и жилы кабелей сечением 16 мм2 и более и многопроволочные сечением свыше 2,5 мм2 для присоединения. к аппаратам должны иметь наконечники. Наконечник (рис. 10) состоит из контактной части, предназначенной для крепления к аппарату, и трубчатой, в которую вводят провод, подлежащий оконцеванию. Наконечник крепят к жиле опрессовкой, сваркой или пайкой. Применяют наконечники марки Т (медные), ТА (алюминиевые), ТАМ (имеющие обмедненную контактную поверхность и алюминиевую трубчатую часть).
Опрессовка наконечников ничем не отличается от опрессовки проводов больших сечений. После нее производят подмотку изоляционной лентой (подмотка должна захватывать изоляцию провода и трубчатую часть наконечника).

Рис. 11. Контактная сварка алюминиевой жилы и наконечника ЛА
Оконцевание многопроволочных алюминиевых проводов сечением свыше 16 мм2 (рис. 11) проводят методом контактной сварки с применением литых алюминиевых наконечников. Материалы, оборудование и технология оконцевания такие же, как и при оплавлении многопроволочной алюминиевой жилы в монолитный стержень. На подготовленный конец жилы 1 надевают охладитель 2 и наконечник 3 таким образом, чтобы торец ее находился на половине длины верхнего выступа трубчатой части. Контактную часть наконечника прикрывают трубчатым экраном, а изоляцию провода защищают от обгорания и перегрева. С помощью угольного электрода 4 торцы проволок расплавляют и в трубчатую часть вводят присадочный пруток 5.
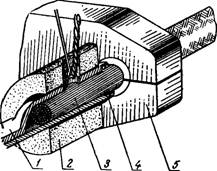
Рис. 12. Термитная сварка наконечника

Рис. 13. Пайка наконечника
Когда верхний выступ трубчатой части заполняется, его оплавляют, придают ему сферическую форму, снимают шлак. После остывания удаляют остатки флюса и шлака, место сварки покрывают лаком и изолируют. Точно так же выполняют газовую сварку с той разницей, что на жилу дополнительно надевают экран для защиты изоляции провода от пламени горелки.
Для термитной сварки наконечников с алюминиевыми жилами сечением 16...240 мм2 (рис. 12) применяют термитные патроны АН. Патрон 2 надевают на трубчатую часть наконечника 1. Наконечник закрепляют на подготовленной жиле 3 (провод размещен горизонтально). Установка охладителей 5, экранов, асбестовых уплотнений 4, обработка флюсом, поджигание термита и добавка присадочного прутка через литниковое отверстие — все эти операции ведутся точно так же, как и при термитной сварке проводов.
Достаточно надежное оконцевание проводов дает и пайка. Пайка наконечников на многопроволочные алюминиевые жилы (рис. 13) во многом похожа на пайку соединений. На ступенчато разделанную, расположенную вертикально жилу надевают экран 3 и угловой наконечник 1, между которыми наматывают уплотняющую асбестовую подмотку 2. Сечение наконечника берется на одну ступень больше сечения жилы (например, для жилы сечением 35 мм2 берут наконечник сечением 50 мм2) для того, чтобы в трубчатой части наконечника было достаточно места для заполнения припоем. Затем наконечник нагревают и заполняют трубчатую часть его припоем А или ЦО-12.
На алюминиевую жилу можно напаять и медный наконечник. Жилу облуживают вначале припоем А или ЦО-12, затем припоем ПОС-30, медный наконечник — припоем ПОС-30. После закрепления наконечника на жиле производят пайку оконцевания, место пайки покрывают влагостойким лаком и изолируют.