При паянии, токопроводящих жил частицы расплавленного металла припоя проникают в нагретый металл жил, надежно соединяя их. Такое соединение может быть получено только при правильном выборе припоя и флюса и тщательной подготовке поверхностей спаиваемых жил. Преимущество ее перед сваркой в том, что она не требует расплавления жил, к недостаткам относится большой расход дорогостоящих припоев и флюсов.
Пайку медных жил сечением до 10 мм2 производят следующим образом. После снятия изоляции жилы зачищают до блеска и скручивают двойной скруткой так, как показано на рис. 7. При этом длина желобка 1 между рядом расположенными жилами должна быть не менее 20 мм для жил сечением до 4 мм2 и не менее 30 мм для жил сечением 6 и 10 мм2. После скрутки удаляют остатки пленки окиси с помощью флюса (порошок канифоли или раствор канифоли в спирте). Соляную кислоту использовать в качестве флюса нельзя — она разрушает не только пленку окиси, но и основной металл. После выполнения всех предварительных операций скрутку нагревают до температуры плавления припоя (ПОС-30 или ПОС-40 — припой оловянисто-свинцовый с 30 или 40% олова) — около 250 °С.

Рис. 7. Соединение проводов скруткой с последующей пропайкой
Пайку медных проводов сечением 16...240 мм2 выполняют в медных гильзах, имеющих отверстие на цилиндрической поверхности. После снятия изоляции, зачистки и обработки флюсом концы жил вводят с двух сторон в гильзу и уплотняют асбестовой подмоткой, препятствующей вытеканию припоя. На жилы надевают стальные экраны. Когда при нагреве температура гильзы достигнет нужной величины, в ее отверстие вводят пруток припоя и плавят его до полного заполнения гильзы.
Для пайки проводов больших сечений используют высокопроизводительный метод полива. Он заключается в том, что залуженные концы жил вводят в залуженную изнутри гильзу, а затем стальной ложкой в отверстие гильзы заливают припой, предварительно расплавленный в специальной кастрюле с газовым или электрическим подогревом.
Технология пайки алюминиевых проводов малых сечений такая же, как и медных сечением до 10 мм2, различие лишь в марках припоев и флюсов.
Для пайки алюминиевых проводов сечением до 10 мм2 применяют флюсы ВАМИ или АФ и специальные припои (чаще всего припой марки А, состоящий из олова, цинка и меди).
Пайка многопроволочных алюминиевых проводов сечением 16...240 мм2 требует предварительного облуживания всех проволок
жилы. Для этого освобожденный от изоляции конец провода разделывают так (рис. 8), чтобы центральная проволока и последующие повивы образовывали ступеньки длиной 10 мм, а последний, наружный повив — 40 мм. На край изоляции наматывают бандаж из асбестового шнура, жилу смазывают флюсом и нагревают до температуры плавления припоя. Затем прутком сильно натирают всю ступенчатую разделку, снимая окись пленки и покрывая проволоки жилы слоем припоя.
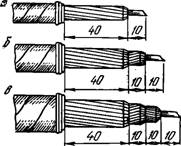
Рис. 8. Подготовка к пайке многопроволочных жил: а— ступенчатая разделка многопроволочной жилы сечением 16—35 мм2, б— то же для жилы сечением 50... 95 мм2, в — то же для жилы сечением 120...150 мм.
Быстрее и эффективнее эту операцию можно произвести, если одновременно с прутком натирать жилу стальной кисточкой. Облуженные жилы 4 (рис. 9) укладывают в разъемную металлическую форму 3 так, чтобы их центральные проволоки соприкасались. Перед этим в местах входа в форму на жилы накладывают асбестовое уплотнение 2, внутреннюю поверхность формы покрывают мелом. Когда обе половины формы собраны и закреплены проволочными бандажами, на жилы надевают экраны 1 и направленным пламенем нагревают среднею часть формы. В литниковое отверстие вводят пруток припоя, который, расплавляясь, заполняет форму до верха отверстия. Одновременно стальной мешалкой перемешивают припой и удаляют шлаки. После охлаждения экраны и обе половины муфты снимают, соединение покрывают лаком и изолируют.
Таким же образом можно соединять медные жилы с алюминиевыми, причем ступенчатую разделку медной жилы облуживают припоем ПОС-60, а алюминиевой — припоем А.
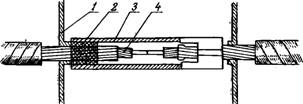
Рис. 9. Пайка многопроволочной жилы