Б. РЕГУЛИРОВКА ДОБАВОЧНЫХ ПОЛЮСОВ ПО МЕТОДУ БЕЗЫСКРОВОЙ ЗОНЫ
Метод безыскровой зоны, предложенный В. Т. Касьяновым, состоит в том, что определяют такие предельные значения тока добавочных полюсов (наибольшие и наименьшие), в диапазоне которых имеет место безыскровая работа щеток. Чтобы можно было изменять значение и направление тока в обмотке добавочных полюсов независимо от тока нагрузки, обмотку добавочных полюсов и компенсационную отсоединяют и питают от независимого источника либо производят их дополнительную подпитку также от независимого источника (рис. -4). В тех случаях, когда имеются достаточные промежутки между главными и добавочными полюсами, можно для создания дополнительного потока (вместо подпитки) намотать на время испытания поверх обмотки добавочных полюсов некоторое число витков и питать их током. При соответствующем выборе числа витков необходимый ток может оказаться небольшим.

Рис. -4. Схема для нахождения зоны безыскровой коммутации
Учитывая, что для независимого литания добавочных полюсов необходим источник весьма низкого напряжения и большой силы тока, а также что наложение самостоятельной обмотки во многих случаях может оказаться невозможным, в крупных машинах применяют главным образом метод подпитки. Ток подпитки обычно не превышает 10—15 % номинального тока машины. Для проведения опыта подпитки (рис. -4) низковольтный генератор G через амперметр А подключают к зажиму обмотки добавочных полюсов ДП и компенсационной обмотки КО. Генератор имеет независимое возбуждение; в цепи возбуждения имеется переключатель для изменения направления тока подпитки.
Опыт подпитки следует производить при номинальных напряжении и частоте вращения машины, но его можно выполнять и в режиме короткого замыкания при номинальной частоте вращения. Б последнем случае необходимо принимать меры против самовозбуждения (см. приложение 10, разд. Г, п. 1), оставив траверсу на нейтрали.
В подавляющем большинстве случаев наладка коммутации, произведенная в режиме короткого замыкания, дает вполне удовлетворительные результаты. Определение на месте установки безыскровой зоны коммутации крупных двигателей с пиковой нагрузкой представляет большие трудности из-за невозможности создать ровную регулируемую нагрузку или перевести машину на работу в качестве генератора в режиме короткого замыкания.
Различают положительную подпитку, когда ток подпитки создает поток, совпадающий с основным потоком добавочного полюса, и отрицательную, когда создаваемый поток направлен против основного потока. Определение зоны безыскровой коммутации производят при холостом ходе и при токах 2/4, 3/4, 4/4, и 5/4, номинального.
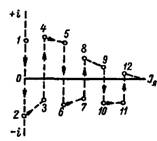
Рис. 5. Последовательность проведения опыта подпитки добавочных полюсов
Для этого сначала при холостом ходе машины и номинальной частоте вращения производят положительную подпитку, постепенно увеличивая ток подпитки до появления первых искр под сбегающими краями щеток; затем плавно уменьшают ток до нуля и, изменяя направление тока подпитки, производят отрицательную подпитку, также увеличивая ток до появления первых искр. Для точного определения тока подпитки, вызывающего первое искрение, опыт повторяют несколько раз. При холостом ходе токи подпитки разных направлений, вызывающие первое искрение, должны быть при исправном щеточном аппарате примерно одинаковы. Затем, замкнув машину накоротко, повторяют опыт при всех вышеуказанных токах. Последовательность проведения опыта подпитки показана на рис. -5.
Необходимо учесть, что в режиме короткого замыкания изменение тока подпитки может заметным образом влиять на ток якоря: при положительной подпитке ток якоря увеличивается, а при отрицательной — уменьшается, что требует регулировки силы тока якоря.
При снятии кривых безыскровой зоны не следует допускать сильного искрения, так как возникающее искрение исчезает не сразу, а лишь при значительном уменьшении тока подпитки, что ведет к ошибочному суждению о ширине безыскровой зоны. Для лучшего наблюдения за искрением рекомендуется затемнить коллектор.
По данным опыта подпитки строят кривые границ безыскровой зоны. На горизонтальной оси откладывают ток якоря, а на вертикальной оси вверх — ток положительной подпитки, вниз — ток отрицательной подпитки. На рис. -6, а показана зона безыскровой коммутации для случая хорошей коммутации, обе кривые почти симметричны относительно оси абсцисс; рис. -6, 6 относится к слишком слабому полю добавочных полюсов, а рис. -6, в — к слишком сильному полю добавочных полюсов. На рис. -6, г — показана безыскровая зона при насыщенных добавочных полюсах (когда нет пропорциональности между током нагрузки и полем добавочных полюсов); с увеличением нагрузки границы зоны сильно загибаются кверху.
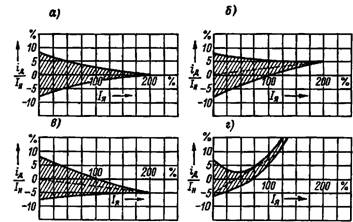
Рис. -6. Зоны безыскровой коммутации
Рассматривая различные безыскровые зоны, видим, что по мере увеличения тока обе границы зоны сближаются и при некоторой нагрузке пересекаются. За пределами этой точки пересечения безыскровая работа машины невозможна. Чем шире безыскровая зона, тем устойчивее работает машина в отношении коммутации. Быстрое пересечение обеих границ безыскровой зоны свидетельствует обычно о механических неисправностях контакта щеток. Ширина безыскровой зоны и положение точки пересечения зависят также и от частоты вращения: чем меньше частота вращения, тем шире зона безыскровой работы и тем при большем токе пересекаются границы этой зоны.
При хорошей коммутации средняя линия (на рис. -6 показана штрихами) безыскровой зоны почти совпадает с осью абсцисс; отклонение ее вверх свидетельствует о слабости поля добавочных полюсов, й действие их должно быть усилено, а отклонение средней линии вниз — о слишком сильном поле добавочных полюсов, и действие их должно быть ослаблено. Регулировка коммутирующего поля добавочных полюсов может производиться следующими способами:
а) изменением числа витков обмотки добавочных полюсов;
б) шунтированием обмотки добавочных полюсов — при слишком сильном поле;
в) изменением зазора между добавочными полюсами и якорем.

Рис. 7. Прокладки между добавочным полюсом 2 и ярмом
1 — стальные прокладки; 2 — прокладки из немагнитного материала
Ослабление добавочных полюсов шунтированием их обмотки в машинах с пиковой нагрузкой сложно и требует специальных расчетов, связанных с соответствующим подбором электромагнитной постоянной времени шунта, необходимой для требуемого распределения токов между обмоткой и шунтом при резком возрастании тока нагрузки.
Обычно регулировку поля добавочных полюсов производят изменением числа или толщины прокладок между полюсами и ярмом. Заводы-изготовители для целей регулировки поля добавочных полюсов часто устанавливают между полюсами и ярмом достаточное число стальных и немагнитных прокладок (рис. -7). Для сохранения формы поля добавочных полюсов при его регулировке изменение зазора следует производить таким образом, чтобы общая толщина прокладок между добавочным полюсом и якорем не изменялась; для этого в. случае надобности прокладки из немагнитного материала заменяют стальными прокладками или наоборот.
Величина необходимого зазора на основании опыта подпитки добавочных полюсов приближенно определяется по формуле

где 6»ка и бэк» — существующий и необходимый эквивалентные зазоры между добавочными полюсами и якорем; ед — ток подпитки, определяемый по средней линии безыскровой зоны, соответствующий номинальному току якоря; /„ — номинальный ток якоря; D — коэффициент компенсации реакции якоря. Для компенсированных машин
где 6i — существующий средний зазор между башмаком добавочного полюса и якорем; б2 — существующий средний зазор (толщина немагнитных прокладок) между сердечником добавочного полюса и станиной;


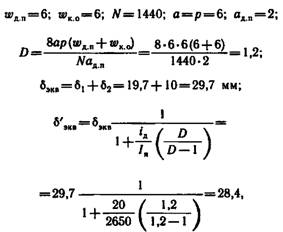
Рис. -8. Кривые подпитки добавочных полюсов прокатного электродвигателя при основной (а) и максимальной (б)
После установки зазора по указанной выше формуле следует произвести опытную проверку коммутации, снимая повторно кривые подпитки.
Пример. В качестве примера определения необходимой величины зазора между добавочными полюсами и якорем приведем данные стендовой наладки коммутации.
Производилась наладка коммутации регулировкой поля добавочных полюсов прокатного двигателя мощностью 1840 кВт, 750 В, 2650 А, 80/160 об/мин. Кривые подпитки снимались в режиме короткого замыкания для двух частот вращения 80 и 160 об/мин. Зазор между добавочными полюсами и якорем до регулировки 61 = 19,7 мм, толщина немагнитных прокладок из гетинакса 62= 10 мм.
Кривые подпитки при основной частоте вращения 80 об/мин и максимальной 160 об/мин, построенные по данным опыта подпитки, показаны сплошными линиями на рис. -8.
По этим кривым подпитки при максимальной частоте вращения видно, что поток добавочных полюсов недостаточен и необходимо уменьшить зазор между полюсами и якорем. Определим величину зазора при необходимом токе подпитки 20 А (при частоте вращения 160 об/мин). Обмотки машины имеют следующие данные:
т. е. зазор надо уменьшить на величину Л=29,7 — 28,4= 1,3 мм.
Кривые подпитки, снятые при двух частотах вращения (см. штриховые кривые на рис. 8), показывают, что коммутация машины стала удовлетворительной.