Бабяк А.А. АНАЛИЗ И ИССЛЕДОВАНИЕ НА МАКЕТАХ ФАКТОРОВ, ВЛИЯЮЩИХ НА РАЗРЕШЕНИЕ ЗУБЦОВ КРАЙНИХ ПАКЕТОВ СТАТОРА МОЩНЫХ ТУРБОГЕНЕРАТОРОВ.
Проблема повышения эксплуатационной надежности мощных турбогенераторов приобретает в настоящее время особую актуальность в связи о тенденцией неуклонного роста их единичной мощности и работы в маневренных режимах эксплуатации. Заводами освоено производство турбогенераторов мощностью 500, 800, 1200 МВт. Эффективность использования установленных мощностей этих генераторов в большей мере зависит от качества их проектирования и изготовления. Характерной особенностью современного развития энергетики является увеличение неравномерности графика нагрузки и повышение в связи с этим требований к маневренным характеристикам мощных турбогенераторов. Частые пуски и остановы мощных турбогенераторов, изменения нагрузки, коэффициента мощности влияют не только на тепловое оборудование, но, как подтвердилось практикой, такие режимы влияют на работу самого генератора. Прежде всего, это относится к обмотке и сердечнику статора турбогенератора. Изучение опыта эксплуатации показало, что одной из важных причин нарушения нормального эксплуатационного состояния генераторов является ослабление прессовки крайних пакетов сердечника статора и их дальнейшее повреждение. Несмотря на различные конструктивные исполнения узлов, крепление активной стали, толщины пакетов, наличие ступенек в крайних пакетах, отличия в системах вентиляции, общей нерешенной до настоящего времени проблемой является сравнительно низкая надежность концевых эон сердечника статора.
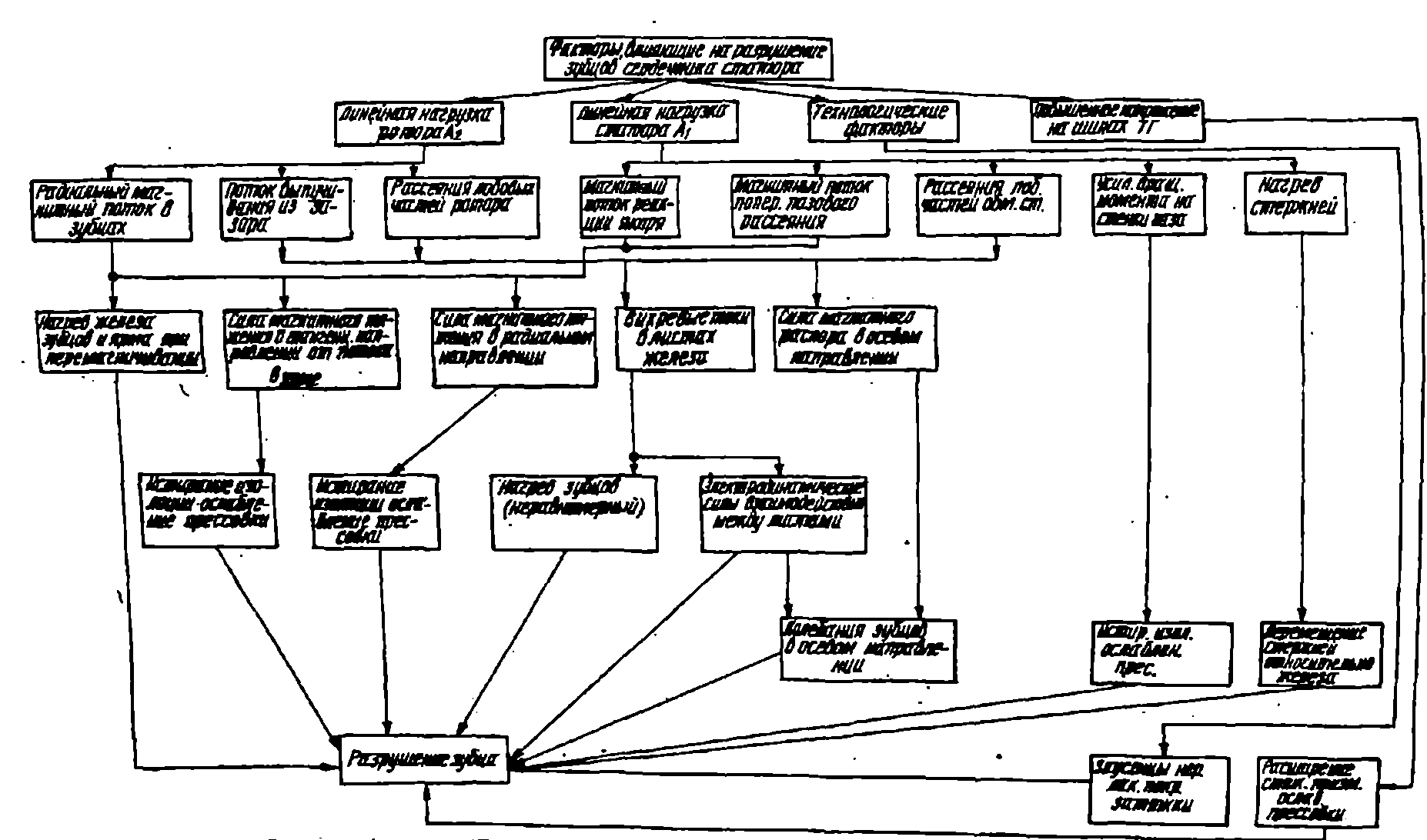
Анализ причин, вызывающих повреждение крайних листов железа статора (рис.1), показал, что в результате сложного комплекса эксплуатационных и технологических факторов в файлах пакетах возникают местные напряжения, понижающие надежность элементов крепления активной стали, о чем свидетельствует наличие повреждений лишь в отдельных зубцах по окружности статора.
Рис. 1. Анализ факторов, влиявших на разрушение зубцов крайних пакетов турбогенераторов.
Работа турбогенератора в маневренных режимах приводит к значительным колебаниям температуры активных частей. Наибольший интерес представляет колебание температуры по радиусу расточки - статора зубец - спинка (для крайних пакетов) которое достигает значения 15 - 20°С и более. Следует также учесть, что постоянная нагрева зубцов ниже, чем спинки, а это в условиях циклической нагрузки вносит немаловажный вклад в комплекс факторов, влияющих на увеличение распушевки крайних пакетов. Опубликован ряд работ, в которых проводились анализы влияния различных факторов на повреждаемость крайних пакетов. Но многие авторы считают, что основным фактором, влияющим на разрушение зубцов крайних пакетов сердечника статора, является наличие распушевки сердечника в данной зоне, однако, что следует понимать под распушенной, какой предел распушевки допустим для нормальной эксплуатации турбогенератора не установлено, не определено влияние неравномерности распределения аксиальной составляющей поля в торцовой зоне сердечника по высоте и ширине зубца.
Цель данной работы - анализ и систематизация комплекса факторов, влияющих на процесс разрушения зубцовой зоны сердечника статора, о исследованием на модельных устройствах зубцовой зоны сердечника статора, степени влияния факторов на величину предела выносливости зубцовой зоны. Недостатки конструкции и технологии сборки турбогенераторов, а также термоциклы приводят к снижению усилия прессовки сердечника, увеличению зазоров между отдельными сегментами железа в крайних пакетах, что является предпосылкой к возникновению асимметричных колебаний отдельных участков сегмента под воздействием на них электромагнитных сил. На сегменты железа статора, особенно в эоне зубцов, действуют электромагнитные силы, обусловленные аксиальным потоком рассеяния лобовых частей обмоток ротора и статора, а также полем выпучивания из зазора.
Удельная величина электромагнитных сил, действующих на пакеты железа статора в осевом направлении, вычисляются по формуле:
![]()
где в1 - значение индукции на торце первого пакета; в2 - значение индукции между первым и вторым пакетом.
Величина в в торце сердечника статора зависит от режима работы турбогенератора, конструкции торцевой зоны и достигает в коронке зубца до 0,5 Т. Распределение аксиальной составляющей индукции неравномерно по амплитуде и фазе как по высоте, так и по ширине зубца.
Электромагнитные силы, воздействуя на распушенный зубец железа статора, приводят к асимметричным колебаниям отдельные лепестки зубцов с частотой 100 Гц, и если длина освободившейся консольной части зубцов достаточно велика, то в зубцах могут при определенной степени распушевки возникнуть опасные знакопеременные напряжения изгиба, ведущие к их излому. Облом листов железа крайних пакетов является усталостным явлением, т.е. процессом постепенного накопления повреждений металла под действием переменных напряжений, приводящих к изменению свойств, образованию трещин и разрушению. Усталостное разрушение состоит из образования и распространения трещины. Длительность каждого этапа зависит от ряда частных условий, факторов и сред, в которых находятся исследованный объект, в частности зубцы сердечника статора.
Для. исследования влияния различных факторов на. процесс разрушения зубцов были созданы два типа испытательных устройств, о помощью которых проводились исследования предела выносливости зубцовой зоны сердечника статора турбогенератора, взятых в натуральных размерах мощных турбогенераторов при воздействии на них электромагнитных сил.
Испытательная установка (рис.2) позволяет исследовать усталостную прочность зубцовой стороны сердечника статора при неравномерном распределении аксиальной составляющей магнитного потока как по высоте, так и по ширине зубца, и регулируемой по амплитуде от максимальных значений до нуля. Колебательный процесс зубцов асимметричен, что соответствует реальной форме колебаний зубцов в турбогенераторе при заданной степени распутывания и длине консоли. Установка состоит из магнитопровода I, имеющего соответствующие скосы и экраны в двух плоскостях для возможности регулировки аксиальной составляющей магнитной индукции по высоте и ширине зубца, токовой катушки 2 и регулирующего устройства.
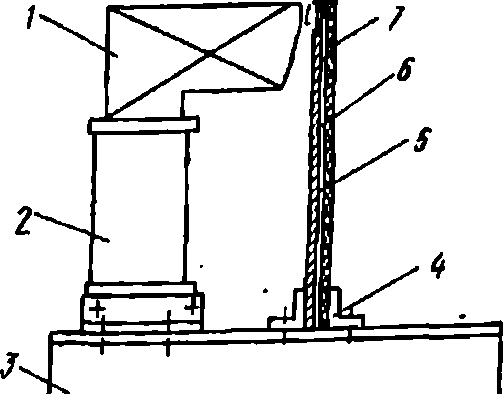
Рис.2. Испытательная установка для исследования усталостной прочности зубцов сердечника статора.
Магнитопровод I крепится угольниками 4 на стальной станине 3, на которой закрепляется исследуемый объект 5 (зубцовая зона), состоящий из пакета зубцов электротехнической стали, ограничителя 7, ли митирующего зубцы сердечника статора вглубь расточки, и нажимного устройства 6 из немагнитной стали, с помощью которого может задаваться величина распушевки и длина консольной части i-зубца.
Для исследования совместного воздействия радиального и аксиального потоков магнитного поля в торцовой зоне сердечника статора на предел выносливости зубцовой зоны созданы модельные установки о двумя магнитопроводами и намагничивающими системами.
На первом этапе были проведены исследования влияния на предел выносливости зубцовой зоны сердечника статора следующих факторов: величины амплитуды колебаний отдельных пластин зубцовой зоны (степень распушевки); влияние активной длины границы ротора по отношению к торцевой поверхности зубца крайнего пакета; частоты технологической обработки зубцовой зоны; неравномерности распределения аксиальной составляющей поля по высоте и ширине зубца; влияние направления проката.
Амплитуда колебаний свободной консоли электротехнически стали прямо пропорциональна электромагнитной силе, приложенной к пластине зубца, длине консоли в кубе, которое расчитывается по формуле:
![]()
где Е - модуль упругости электротехнической стали; I - момент инерции пластины зубца.
В турбогенераторе в зубцовой зоне амплитуда колебаний зависит от степени распушевки сегментов железа статора. На испытательной установке величина амплитуды колебаний регулировалась с помощью электромагнитной силы, создаваемой аксиальной составляющей индукции, при длине консоли 20 мм. Амплитуда колебаний измерялась с помощью объективного микрометра (нарезанным на стекле окуляра микроскопа). Частота циклов пересчитывалась через частоту питаемого напряжения, подаваемого на катушку магнитной системы и измеряемую о помощью электронного частотометра. Частота колебаний пластин контролировалась с помощью микроскопа. На испытательную установку для ускорения цикла исследований подавалось напряжение высокой частоты до 2 КГц и более.
Результаты исследований показали, что при амплитуде колебаний 2 мм и длине консоли 20 мм разрушение зубцов (образование трещин) происходит при достижении 7-104 +8-105 колебательных циклов и только при величине амплитуды колебаний 0,2 мм число циклов достигает 8-107 и 8-107. Кривая предела выносливости от величины амплитуда колебаний при консоли зубца железа статора 20 мм представлена на рис. 3.
Совместное воздействие аксиального и радиального поля на зубцовую зону при соотношении индукций ВZ/ВR=1/4 и расположении лимитирующей активной длины ротора на уровне торца крайнего пакета привело к резному увеличению аксиального потока на коронке зубца, увеличению частоты колебаний пластины на 15-20% без изменения частоты питаемого напряжения и при амплитуде колебаний 2 мм и неизменной консоли 20 мм зубец разрушился при достижении 4-104 + 5-104 циклов.
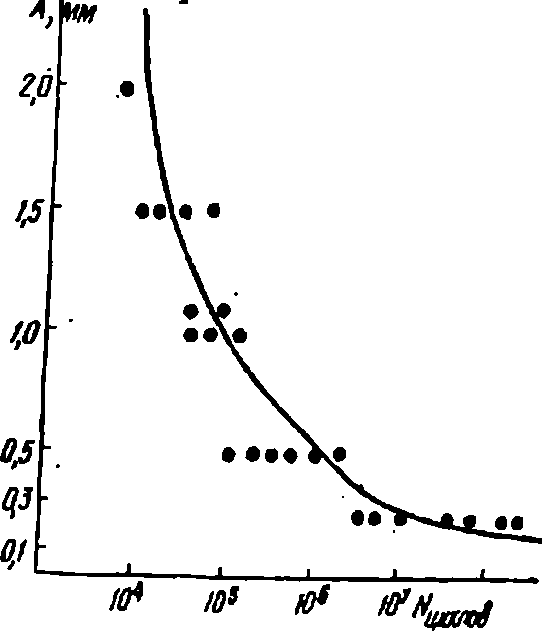
Рис .3. Кривая предела выносливости зубцов сердечника статора от амплитуды колебаний.
Сдвиг границы активной длины ротора на 10 мм вглубь расточки сердечника предел выносливости увеличился до 840 циклов.
Исследованию подвергались пластины зубцов железа крайних пакетов непосредственно из-под штампа с небольшими зазубринками я обработанные наждачной бумагой. Пластины, обработанные наждачной бумагой, увеличивали предел выносливости при тех же амплитудах колебаний на 25-30% и более по сравнению с необработанными и имеющими малые концентраторы напряжений.
Во всех случаях излому пластинки сначала предшествовала трещина, которая распространялась вдоль направления проката и при достижении величины 8-10 мм уходила в сторону меньшей ширины зубца, после чего происходило прочностное разрушение о явной вытянутой шейкой, наблюдаемой под микроскопом.
Исследование неравномерности распределения аксиальной составляющей поля по ширине зубца в соотношении 1/3 на краях зубца приводит к образованию дополнительных волновых колебаний кромки зуб - уменьшению частоты колебаний зубца на 5-6% и образованию трещин на кромке зубца железа. При колебаниях крайних пластин зубцовой эоны происходит ударения листов о нажимной палец и вместе ударов образуется наклеп с разрушением изоляции, увеличением температуры и образованием микротрещин во всех направлениях, иногда происходит выпадание участка пластины.
Исследование пакетов зубцов сердечника статора, набранных из листов электротехнической стали, наштампованных поперек проката, показали уменьшение предела выносливости на 10-15% по сравнении с пакетом зубцов, набранных из листов выштампованных вдоль проката. В сегментах железа, набранных из листов, выштампованных поперек проката, очень быстро развивается трещина поперек зубца в месте защемления. Увеличение предела выносливости на 40-50% и более при равных прочих условиях можно достичь с помощью покрытия крайних листов железа фторопластовой пленкой, резиной или установкой жестких антивибраторов в виде тонких пластин 0,5-0,25 мм, устанавливаемых между нажимным пальцем и крайним листом на всю ширину и высоту зубца.
На основании проведенных исследований можно сделать следующие выводы: величина распушевки крайних листов сердечника статора при свободной консоли более 20 мм не должна превышать 0,15 мм; при уменьшении величины аксиальной составляющей магнитного поля на кромке зубца до 0,3 Т величина распушевки при свободной консоле 20 мм может быть увеличена до 0,25-0,3 мм; активную длину ротора необходимо делать немного короче активной длины статора; наличие шероховатостей и микротрещин на поверхности крайних листов зубцовой зоны приводит к резкому уменьшению предела выносливости, поэтому крайние листы железа необходимо тщательно обрабатывать; штамповку сегментов железа статора необходимо производить так, чтобы зубцовая зона располагалась вдоль проката; при невозможности устранения распушевки до требуемых пределов 0,15 мм. необходимо разрабатывать конструкции турбогенераторов с торцевой зоной, устраняющей колебательные процессы крайних листов железа. Такими мероприятиями могут быть дополнительные саморегулируемые нажимные устройства, специальные замазки, антивибраторы.