Осмотр и ремонт роторов удобно производить на козлах, которые имеют в верхней части две пары катков, облегчающих проворачивание ротора. При осмотре ротора проверяют керновку балансировочных грузов, состояние стали и ее крепление к валу, осматривают вентиляторы и короткозамкнутую обмотку. Балансировочные грузы должны быть зафиксированы от перемещения, а шпильки крепления закернены.
Плотность прессовки стали ротора проверяют аналогично проверке плотности прессовки стали статора. При осмотре состояния крепления стали основное внимание обращается на состояние сварных швов и крепежа. При обнаружении дефектов сварных швов их устраняют подваркой. Осматривая вентиляторы, проверяют крепление и целостность всех лопаток путем простукивания молотком массой 0,2—0,4 мг. Лопатки, имеющие ослабленное крепление или трещины, при простукивании издают характерный дребезжащий звук. Обнаруженные дефекты устраняют заменой лопаток. У электродвигателей 19-го габарита, имеющих вентилятор для наружной циркуляции воздуха, установленный на вал, проверяют крепление ступицы вентилятора. Перед снятием вентилятора для ремонта 50 его положение на роторе следует замаркировать, чтобы при сборке установить в прежнее положение.
При осмотре короткозамкнутой обмотки ротора проверяется плотность посадки стержней в пазу, качество и состояние паек стержней к короткозамыкающему кольцу, отсутствие трещин, обрывов стержней и короткозамыкающего кольца, а также следов нагрева.
Плотность посадки стержней в пазах ротора проверяют чеканкой стержней. Чеканка стержней производится при помощи специально заточенного зубила, рабочая часть которого имеет прямоугольную форму. Ширина заточенной части должна быть меньше ширины паза ротора на 1,0—1,5 мм. Дребезжание и перемещение стержня при чеканке свидетельствует о слабости посадки стержня в пазу. Чеканка ослабленных стержней производится по всей длине активной части. Чеканят стержень так, чтобы верхняя прямоугольная часть расклепалась и заполнила все неплотности между стержнями и стенками паза. В местах радиальных вентиляционных каналов между пакетами активной стали стержни чеканить не следует. При чеканке стержней в крайних пакетах во избежание надлома места пайки стержня с короткозамыкающим кольцом прокладывают металлическую прокладку между стержнем и нажимной шайбой. Осмотр стержней беличьей клетки производится после чеканки стержней, так как при чеканке могут образоваться новые трещины. Подавляющее большинство трещин и обрывов стержней происходит в местах крепления стержня с короткозамыкающим кольцом и на выступающих концах. Поэтому эти места тщательно осматривают на отсутствие трещин.
Известен ряд методов, позволяющих при ремонте выявить дефектные пайки стержней. Методы непосредственного визуального осмотра и обстукивания стержней позволяют обнаружить лишь полный обрыв стержней. Другие методы основаны на измерении величины тока, проходящего по стержням. По дефектным стержням проходит меньший ток, что и позволяет их обнаружить. Но все эти методы на практике громоздки, связаны с необходимостью применения источников большого тока и не дают надежной гарантии.
Инженером В. И. Горбуновым совместно с автором разработан и внедрен в практику ремонтов электродвигателей на Новочеркасской ГРЭС метод определения дефектов паек, трещин и обрывов стержней короткозамкнутой обмотки путем непосредственного замера активного сопротивления стержней микроомметром М-246. Используются игольчатые щупы, подключаемые к концам стержней в непосредственной близости от паек их к короткозамыкающему кольцу (рис. 5). При этом в случае «справных паек прибор измеряет полное сопротивление всех параллельно включенных стержней ротора. При обрыве стержня в месте пайки прибор измеряет активное сопротивление одного стержня. Например, для двигателей типа A3-12-52-4 при 50 стержнях общее сопротивление обмотки ротора равно около 6 мкОм, сопротивление одного стержня — около 35 мкОм. Таким образом, при исправных пайках микроомметр показывает сопротивление около 6 мкОм, а при полном обрыве стержня — около 35 м-кОм; при плохой пайке — промежуточное значение в зависимости от качества пайки.
Практически можно браковать пайку при увеличении сопротивления выше нормального в 1,5 раза (по нормам замера переходных сопротивлений контактов). Б рассматриваемом примере следует считать дефектной пайку стержня с общим сопротивлением 9 мкОм и более. Неоднократное применение указанного метода подтвердило его полную надежность и хорошую чувствительность. Браковались пайки, не выявляемые другими методами. Три человека затрачивают на замеры 1 ч.
Метод контроля паек стержней беличьей клетки короткозамкнутых роторов путем замера их активных сопротивлений прост и надежен и может быть рекомендован для применения в практике профилактических испытаний.
После обнаружения трещин на выступающих концах стержней приступают к их ремонту. В месте образования трещины стержень разрезают, а оставшуюся часть стержня от места разреза до наружного торца короткозамыкающего кольца высверливают (рис. 6). В торце оставшейся части стержня 1 просверливают отверстие глубиной 6—7 мм диаметром, равным половине диаметра высверленного стержня. На место высверленной части стержня устанавливают заполнитель 2, изготовленный из меди марки Ml или М2. Односторонний радиальный зазор в месте пайки стержня с короткозамыкающим кольцом и зазор между торцом стержня и заполнителем должен быть при пайке меднофосфористым припоем МФ-3 а = 0,2 мм, а для серебряного припоя а = 0,1--0,15 мм. Для двигателей, работающих в тяжелых условиях пуска, когда имеют место большие температурные напряжения в месте соединения стержня с короткозамыкающим кольцом, а также для двигателей с окружной скоростью 50м/с и более применяют серебряный припой Пср-45.
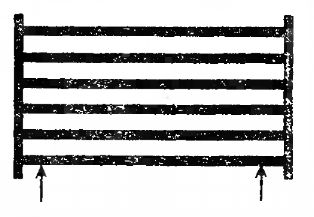
Рис. 5. Места подключения микроомметра при контроле паек стержней беличьей клетки.
Для пайки беличьих клеток двигателей со сравнительно легкими условиями пуска, имеющих окружную скорость ниже 50 м/с, применяют медиофосфористый припой. В целях экономии серебра допускается применение припоя марки МФ-3 с прибавкой 8—12% припоя марки Пср-45 для пайки стержней двигателей с тяжелыми условиями пуска.
Непосредственно перед пайкой стержни и кольца подвергают местному обезжириванию и травлению. Местное обезжиривание производят чистой ветошью, смоченной в бензине Б-70. Участок, подлежащий обезжириванию, протирают не менее 3—4 раз.
После обезжиривания производят травление. Для травления используют концентрированную азотную кислоту с содержанием 250—350 г/л. Температура раствора 20°С, время травления 15—20 с. Затем места травления промывают горячей водой, протирают и просушивают.
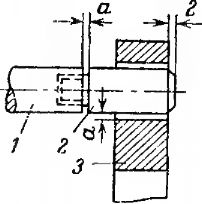
Рис. 6. Установка заполнителя для пайки.
1 — стержень; 2 — заполнитель; 3 — короткозамыкающее кольцо.
Пайку производят ацетилено-кислородным пламенем не позднее чем через 8 ч после травления. В качестве флюса используют буру или флюс № 209. Пайку осуществляют горелкой № 4 или 5, вторая горелка служит для подогрева и поддержания температуры стержня и короткозамыкающего кольца.
Для получения качественной пайки необходимо выполнить следующие условия:
Пайка заполнителя производится при вертикальном положении ротора.
После разогрева кольца, заполнителя и стержня расплавление припоя производят путем касания им наиболее нагретых мест пайки. Не допускается плавление припоя в пламени горелки.
Флюс наносят на спаиваемые поверхности прутком припоя, погружая разогретый конец прутка в флюс.
После пайки всех заполнителей места пайки зачищают и опиливают.
Проверку качества пайки производят внешним осмотром с лупой и методом микроомметра.
Ремонт стержней короткозамкнутой обмотки по описанной технологии может производиться при количестве поврежденных стержней не более 10% их общего числа в обмотке. После ремонта ротор балансируют.
Ремонт электродвигателей ДАЗО - Ремонт ротора
- Подробности
- Категория: Электрические машины
Содержание материала
Страница 3 из 7
- Вы здесь:
- Главная

- Оборудование
- Эл. машины
- Ревизия и ремонт статоров электродвигателей АЭС