
Для изготовления металлических опор требуется много металла; к тому же они дороже деревянных, а иногда и железобетонных. Но зато они прочнее, что особенно важно в тяжелых климатических условиях. На линиях с металлическими опорами пролеты выше и, следовательно, опоры меньше мешают механизации сельскохозяйственных работ. На линиях сельскохозяйственного назначения напряжением 35 и 110 кВ металлические опоры иногда устанавливают в местах наибольших нагрузок: на концах линии, на углах поворотов трассы. Металлические опоры используют на труднодоступных и горных трассах: более легкие, чем железобетонные, металлические опоры доставляют в разобранном виде и собирают вручную.
Металлические опоры изготовляют на заводах металлоконструкций из стали и иногда из алюминиевых сплавов. Опоры поставляют комплектно или отдельными деталями, соединяемыми при монтаже болтами (болтовые опоры), либо сваренными секциями (сварные опоры).
При сборке болтовых опор монтируется большое количество болтовых соединений, поэтому использование механизированного инструмента становится необходимым. При наличии источника электроэнергии электрогайковерты применяют чаще, чем пневмогайковерты, для которых нужны компрессоры. Элементы болтовых опор укрупняют на полигонах, где возможностей для механизации и быстрой комплектации опор больше, чем на пикетах трассы.
Организация сборочных полигонов рациональна вблизи железнодорожных путей, по которым доставляются комплекты деталей. Собранные узлы (стойки, траверсы) вывозят на трассу, где выполняют окончательную сборку в удобном для установки месте около фундаментов.
На простейшем полигоне для сборки опор ВЛ 35 кВ (рис. 1) могут быть использованы: автомобильный кран (или тельфер), компрессор с электроприводом, краскораспылитель, пневмогайковерты (2 шт.); комплект гаечных ключей. Размеры полигона 30X8 м.

Рис. 1. Схема участкового полигона мехколонны № 22 треста «Центрсельэлектросетьстрой».
1 — собранные секции опор; 2 — рабочее место для сборки; 3 — автокран; 4 — стеллажи; 5 — компрессор.
По железной дороге поступают неоцинкованные, загрунтованные под окраску детали (отрезки угловой стали с отверстиями) и крепеж. Пакеты с деталями подают автокраном на стеллажи, где укладывают плотным рядом, и при помощи краскораспылителя покрывают краской с двух сторон. При таком способе укладки деталей потери краски минимальны. Окрашенные детали подают автокраном или вручную на сборочный стеллаж. Собранные укрупненные узлы опор (секции стоек, траверсы) переносят автокраном на лаги и затем на опоровозы для доставки на пикеты ВЛ, где стойки и траверсы соединяют болтами.
При сборке опор на полигоне производительность труда повысилась более чем в два раза, уменьшились потери деталей и крепежного материала (болтов, гаек, шайб), улучшились условия производства работ и качество окраски.
В тресте «ЦЧОсельэлектросетьстрой» для организации полигона была выделена территория 60X80 м2. На полигоне размещены: бригадный домик, стационарный компрессор, склад для хранения инструмента и инвентаря, башенный кран грузоподъемностью 5 т с вылетом стрелы 20 м, покрасочный цех с кран-балкой грузоподъемностью 2 т.
На полигоне используются сварочные трансформаторы, пневмо- и электрогайковерты, шаблоны, стяжки и другие приспособления. Бригада из 6 чел. собирает за смену верхние секции, траверсы и тросостойки для 3— 4 опор ВЛ 35—110 кВ. Собранные укрупненные узлы перемещают башенным краном в зону действия кран-балки, с помощью которой их доставляют в цех окраски. В цехе установлена ванна размером 12X2,5X2 м, в которой все собранные конструкции окрашивают способом окунания. После окраски готовые конструкции подают краном к месту складирования, откуда комплектно отгружают на пикеты.
Организация полигона устранила недостатки, присущие сборке металлических опор на трассе, где велики трудозатраты, меньше используются механизмы, а дожди, снегопады и морозы, короткий световой день создают трудности в организации труда и быта рабочих. Однако применение стационарного полигона становится нерациональным при чрезмерном удалении от трассы или при бездорожье. К тому же габариты укрупненных металлоконструкций ограничены правилами перевозок по шоссейным дорогам. Поэтому в ряде случаев используются передвижные средства.
В тресте «Киевсельэлектросетьстрой» использовали предложенную НИС-51 специальную линейную автомашину, оснащенную комплектом инструментов и приспособлений, а также передвижной электростанцией с бензиновым двигателем, от которой через преобразователь питаются электроэнергией электрогайковерты, электросверлилки и точило, а также светильники для сборочных площадок, отопительные устройства (для обогрева рабочих в машине в зимнее время) и мягкие скамьи для перевозки бригады.
В тресте «Киргизэлектросетьстрой» и других организациях используются для сборки металлических опор BЛ 35—110 кВ передвижные полигоны, располагаемые непосредственно в районе строительства ВЛ, что делает их экономически выгодными. В состав передвижного полигона для сварки заготовленных ранее секций опор входят: передвижная подстанция или электростанция; комплект сварочных аппаратов (или гайковертов для болтовых опор); автокран, автопогрузчик, кондукторы для сборки опор и другие приспособления.
В некоторых организациях для сборки металлических опор используют контейнер (кузов с дверцами), смонтированный на одноосном прицепе, в котором расположены небольшая передвижная электростанция и электрогайковерты. В других организациях для питания электрогайковертов используют генератор, установленный на тракторе и приводимый в действие от вала отбора мощности.
При небрежной перевозке и сборке элементов опор возникают прогибы поясных уголков, обрешетки, искривления полок и другие деформации. Дефектные места при осмотре отмечают мелом и затем ремонтируют с помощью приспособлений.
Местные искривления полок уголков небольших размеров выправляют с помощью ручного ключа. Такой ключ легко изготовить в мастерской. Для выправки уголков размером до 60X60 мм ключ можно вырезать из листовой стали толщиной 20 мм; по форме ключ аналогичен обычному гаечному ключу с одним зевом. Длина ключа 130 мм, ширина (в середине) 70 мм. Зев имеет длину 50 и ширину 8 мм. С противоположной стороны к ключу приваривают ручку длиной 1 м из круглой стали диаметром 20 мм (рис. 6,а).
Прогибы уголков исправляют ручными прессами, домкратами, струбцинами. Для сравнительно небольших уголков (до 75X75 мм), преимущественно применяемых в опорах ВЛ 35—110 кВ, можно применить легкую струбцину массой 15 кг, габаритами 600X500X152 мм, развивающую усилие на винте до 19,6 кН (2 тс) при усилии на рукоятке 250 Н (25 кгс).
Струбцина (рис. 2,6) имеет траверсу, сваренную из двух уголков. В центре траверсы приварена гайка винта. В траверсе сделаны вырезы для установки крюков в нужном положении соответственно размерам выправляемой детали и характеру повреждения. Струбцина устанавливается крюками в обхват полки уголка так, чтобы выпуклая часть уголка была обращена к винту, пятой которого при вращении рукоятки устраняется выпуклость.
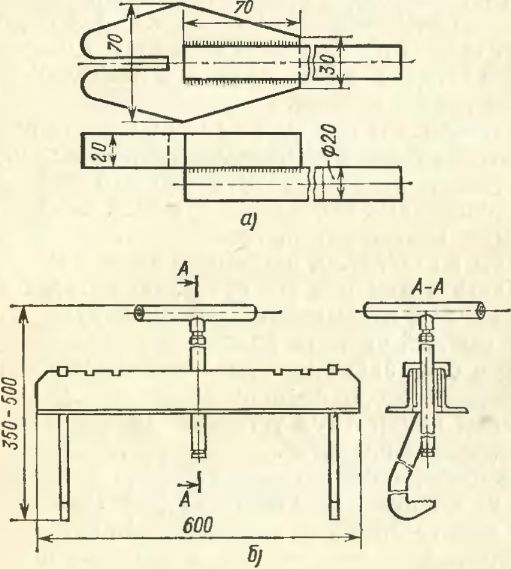
Рис. 2. Приспособления для выправки угловой стали. а — ручной ключ; б — струбцина.