
В процессе монтажа ВЛ провода нужно резать, соединять, натягивать, визировать и закреплять на изоляторах. Для этих рабочих операций промышленностью выпускаются прессы, ножницы, клещи, монтажные зажимы и другие приспособления.
При небольших объемах работ и при отсутствии механизированных приспособлений заводского выпуска можно обойтись ручными инструментами и приспособлениями, изготовленными в мастерских.
Резка проводов.
Для резки можно изготовить приспособление, показанное на рис. 1, а. Кроме проводов им можно резать стальной трос и катанку. Предложенное В. П. Гура («Оренбургсельэлектросетьстрой») приспособление имеет основание, две щеки которого изготовлены из стальной полосы длиной 240 мм или листа. В щеках просверливают отверстия для болтов, болты соединяют в одно целое всю конструкцию. Для предупреждения возможного самооткручивания резьба болтов после установки гаек раскернивается.
Фигурный вырез в передней части основания и выступ на кронштейне ограничивают движение провода при его резке ножом приспособления. Кронштейн изготовлен из стальной полосы 25X20X275 мм. Режущие пластины ножа изготовлены из инструментальной стали (с наваркой победита) и укреплены винтами М4—М5.
Винт М16 ввернут во вкладыш, приваренный к обойме, изготовленной из полосовой стали 30X5X240 мм. Для рукоятки используется круглая сталь диаметром 12 мм. После продевания рукоятки в отверстие гайки, в котором рукоятка должна скользить при работе, к концам приваривают шарики. Гайка приварена к винту.
Для резки провода снимают (откидывают) обойму и закладывают провод между ножами. Затем ставят обойму на кронштейн и вращают рукоятку, подавая винт вниз и производя этим давление на режущий нож. Можно воспользоваться и ручной ножовкой. Перед резкой надо с обеих сторон места отреза наложить временные бандажи, удерживающие все проволоки.
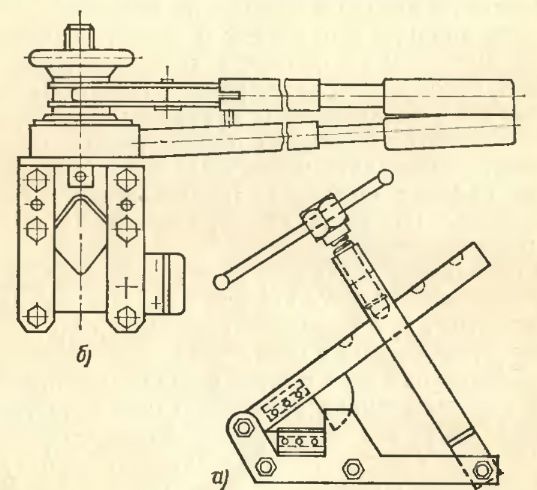
Рис. 1. Приспособления для резки проводов, внедренные в трестах Оренбургсельэлектросетьстрой (а) н Энергомеханизацня (б).
В тресте «Приморсксельэлектросетьстрой» по предложению рационализатора мехколонны № 7 Г. К/ Черепенко внедрены пресс-ножницы для резки сталеалюми- ниевых проводов сечением до 150 и стальных до 50 мм2. Они имеют корпус, верхняя часть которого съемная, что позволяет надевать приспособление на провод и разрезать провод в любом месте. В корпусе смонтировано винтовое устройство и ножи, имеющие полукруглую выточку. При вращении гайки верхний (подвижный) нож перемещается по направляющим и перерезает провод. Габариты приспособления 290X110X75 мм.
В тресте «Энергомеханизация» внедрено приспособление для резки проводов диаметром до 34 м. Механизм (рис. 21, б) работает следующим образом. Между ножами устанавливают провод. Колебательное движение рукоятки храпового устройства через фиксатор и собачку преобразуется во вращательное движение храпового колеса с гайкой. Ходовой винт получает поступательное движение, перемещает подвижный нож, прижимает его к проводу и перерезает провод. Габариты приспособления 200X140X245 мм, масса 6,1 кг.
Описанными механизмами с винтовым приводом можно пользоваться как при работе на поверхности земли, так и на высоте, находясь на траверсе опоры или в корзине телескопической вышки. Имеются приспособления для резки проводов ударного действия, но ими на высоте пользоваться нельзя. Одно из приспособлений сконструировано Оргэнергостроем в двух вариантах — болтовом и сварном. Разрубаемый провод или трос кладут в прорези щек тросоруба, боек с бобышкой опускают на провод и ударяют кувалдой по бойку.
При установке тросоруба на жесткую опорную поверхность для рубки стального провода С-70 достаточен один легкий удар кувалдой массой 6 кг с рукояткой длиной 0,5 м. При установке на земле нужны два удара средней силы. Конструкция приспособлений проста, и их легко изготовить в мастерских. Масса болтового тросоруба 5,2 кг, сварного 4,25 кг.
В ВПО «Росэлектроизоляция» разработаны тросоруб МИ-148а и механизм с вращающимся приводным режущим диском СРП.
Соединение проводов.
Провода ВЛ соединяют следующими способами: скручиванием соединителей, обжатием или опрессованием соединительных зажимов, сваркой, болтовыми зажимами.
Основным способом соединения проводов в пролетах сельских воздушных линий 0,4—10 кВ является скручивание овальных соединительных зажимов. Этот способ уменьшает затраты труда и обеспечивает высокую прочность и хорошую электропроводность соединения даже без сварки проводов, требуемой при соединении обжатием.
Соединение опрессованием применяют обычно на линиях с крупными сечениями проводов (185 мм2 и выше), а также для ответвления проводов разных сечений, где ставят прессуемые зажимы (например, на вводах). Сваркой провода соединяют в местах, где не требуется высокая механическая прочность, например в шлейфах анкерных опор воздушных линий электропередач. Если требуется разъемное соединение, то вместо сварки здесь применяют болтовые зажимы.
Для монтажа соединений применяют приспособления МИ-189А или МИ-230А, в соответствии с сечениями проводов, а также различные прессы и клещи..
Если приспособления заводского изготовления нет, то для скручивания соединительных зажимов на проводах небольшого сечения (до 50 мм2) можно временно (до получения приспособления) использовать пару ключей, изготовленных в мастерских. Каждый ключ имеет рукоятку длиной 400 мм из газовой трубы диаметром 15 мм и вилку-зев с вырезом по размеру овального соединительного зажима. При достаточном навыке электромонтер может выполнить соединение удовлетворительного качества. Конец подготовленного соединительного зажима с проводами вставляется в один из ключей и удерживается в неподвижном состоянии, а второй конец соединительного зажима другим ключом поворачивается на 4—4,5 оборота.
Для сварки проводов ранее применялись клещи и пистолеты заводского изготовления, в которых взаимное сближение (подача) свариваемых концов проводов происходило либо вручную, либо за счет усилий, создаваемых пружинами. При этом подача не всегда была равномерной, что приводило к недостаточному качеству соединения. Трестом «Энергомеханизация» разработано и внедрено новое приспособление, предназначенное для соединения сталеалюминиевых проводов сечением от 35 до 240 мм2 методом термитной сварки. Приспособление состоит из направляющей трубы и двух перемещающихся по ней передвижных кронштейнов. Ходовой винт, расположенный внутри трубы, имеет правую и левую резьбу, что обеспечивает равномерное перемещение кронштейнов вместе с зажатыми в них концами проводов во встречном направлении. Привод ходового винта ручной, с помощью маховика.
Поворотная струбцина позволяет закрепить приспособление в горизонтальном положении, удобном для сварки, на любой металлоконструкции. Концы свариваемых проводов вставляются в кокиль термитного патрона до упора, провода зажимают в подвижных кронштейнах, стык закрывают защитным кожухом. Затем патрон зажигают термоспичкой, происходит сварка встык алюминиевых жил.
Стальной сердечник сталеалюминиевых проводов при термитной сварке не сваривается, и сварное соединение имеет прочность почти вдвое меньшую, чем целый провод, поэтому сварка в пролете, где нагрузки больше, чем в шлейфах, применяется только в сочетании с опрессованием или обжатием соединительных зажимов.